
| 材质分类 | 被加工材料 | 材质 | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|
 |
碳钢 合金钢 (连续) |
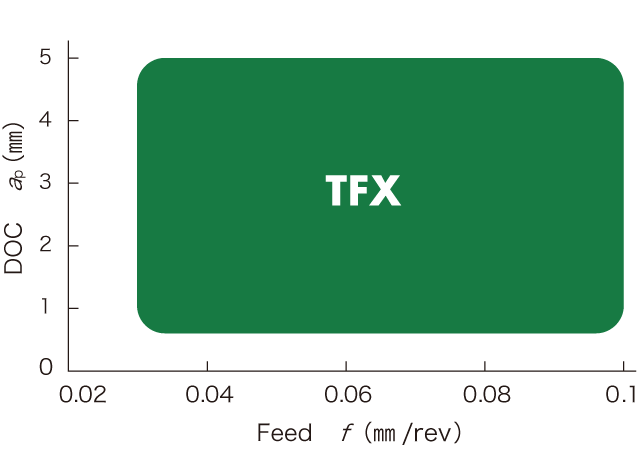
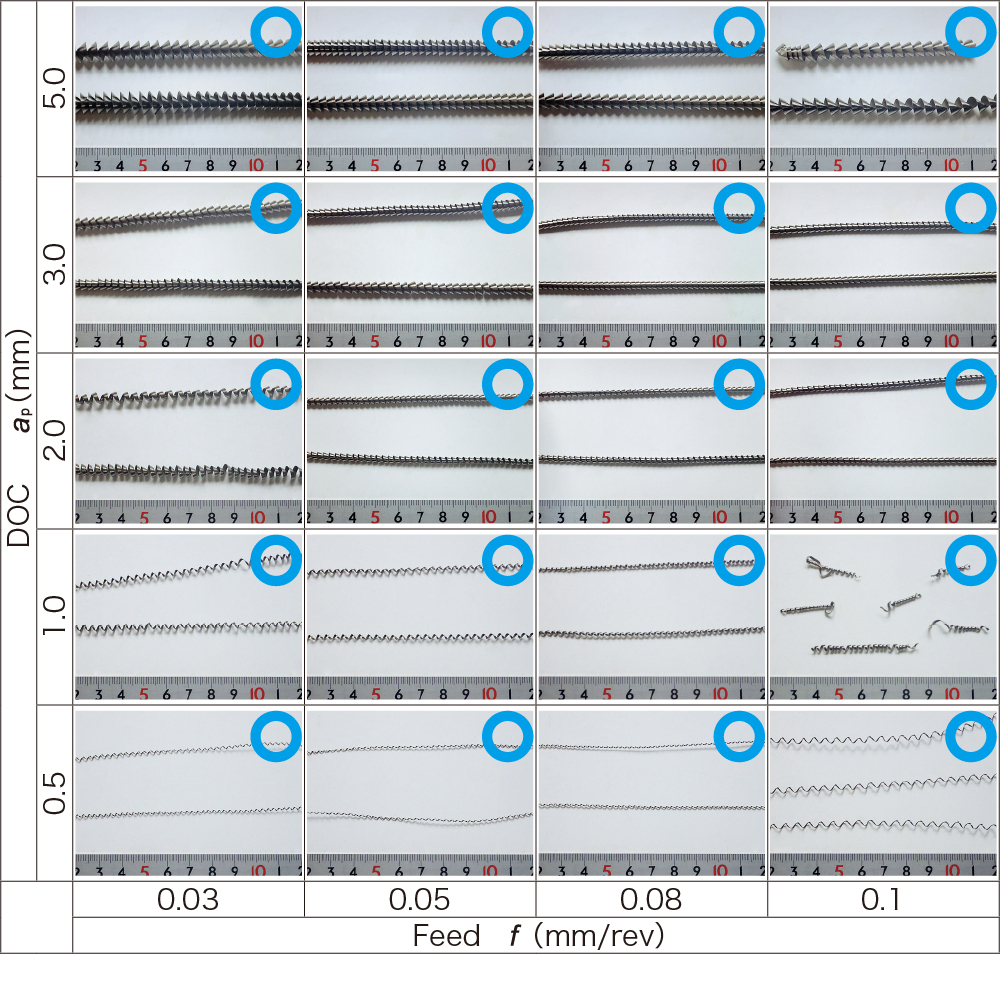
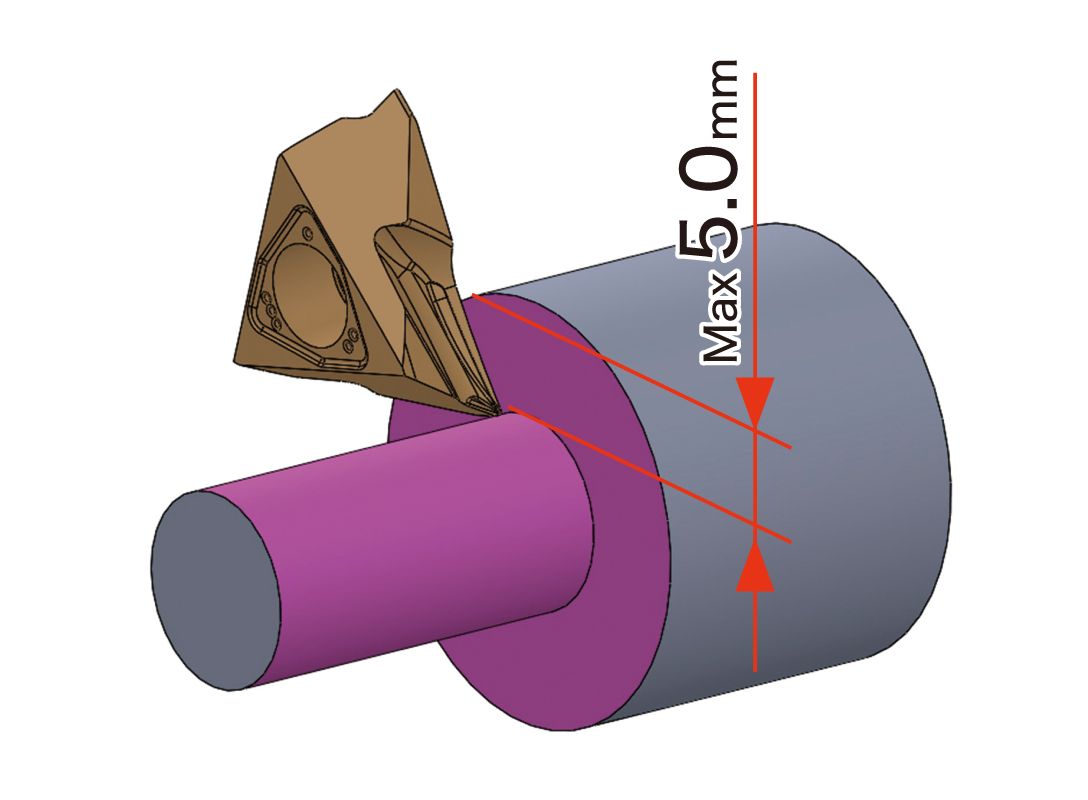
DM4 | 50 – 120 160 – 400 | 0.5 – 5.0 .020 – .200 | 0.03 – 0.1 .001 – .004 |
 |
不锈钢 (连续) |
ST4 | 50 – 120 160 – 400 | 0.5 – 5.0 .020 – .200 | 0.03 – 0.1 .001 – .004 |
| 难切削材料 (连续) |
DM4 | ||||
 |
钛合金 (连续) |
DM4 | 50 – 120 160 – 400 | 0.5 – 5.0 .020 – .200 | 0.03 – 0.1 .001 – .004 |
 |
高硬材料 (连续) |
DM4 | 50 – 120 160 – 400 | 0.5 – 5.0 .020 – .200 | 0.03 – 0.1 .001 – .004 |
 |
有色金属 铝 塑料 通用 (连续) |
DM4 | 50 – 120 160 – 400 | 0.5 – 5.0 .020 – .200 | 0.03 – 0.1 .001 – .004 |
| 轴 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| The Front Max |
180 件/角
|
| 竞争对手的产品 |
50 件/角 |
| 电子元件 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| ST4+The Front Max |
160 件/角 |
| CCGT09 型 (PVD 涂层硬质合金) |
80 件/角 |