瑞士型和微型加工中顶尖高度的关键作用
在微型元件中,产品精度要求达到微米级。
在众多设置因素中,中心高度是一个既关键又经常被忽视的因素。
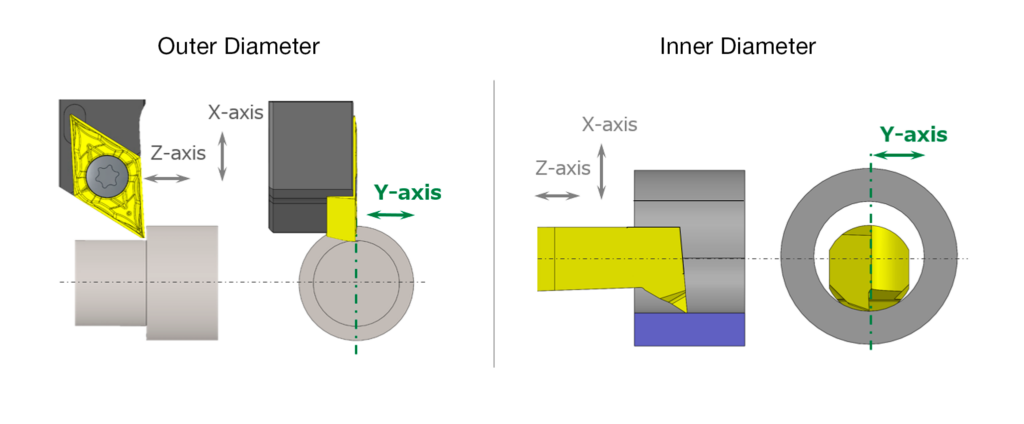
中心高度是指切削刃相对于工件中心线(Y 轴)的垂直位置。
当校准达到理想状态(即中心高度为零)时,刀片就能充分发挥其切削性能。
特别是在小直径加工(10 毫米或更小)中,即使是微小的偏差也会影响切削力和表面光洁度,导致加工稳定性和重复性降低。
中心高度出现偏差会怎样?
(当切削刃位于中心线上方时)
✅优点
- 有效前角增大,提高了切割锋利度
- 在初始阶段可实现更锋利的切割动作
⚠️缺点
- 侧面可能与工件接触
- 当侧面接近工件时,侧面磨损的速度会加快
- 端面加工时留下锥形凸台的风险
- 加速磨损,缩短刀具寿命
在这种情况下,虽然切削性能最初会有所改善,切削动作也会更加锋利,但刀刃面与工件的接近会加速刀刃面的磨损。
低中心状态
(当切削刃位于中心线以下时)
✅优点
- 侧面远离工件,减少磨损的可能性
⚠️缺点
- 有效前角减小,导致切割锋利度降低
- 锋利度降低会增加毛刺形成的风险
- 更容易发生崩裂
- 在端面加工过程中留下圆柱形凸台的风险
在 ⌀3-5 毫米范围内的小直径部件中,即使只有几百分之一毫米的偏差也会导致加工性能发生明显变化。
直径为何重要
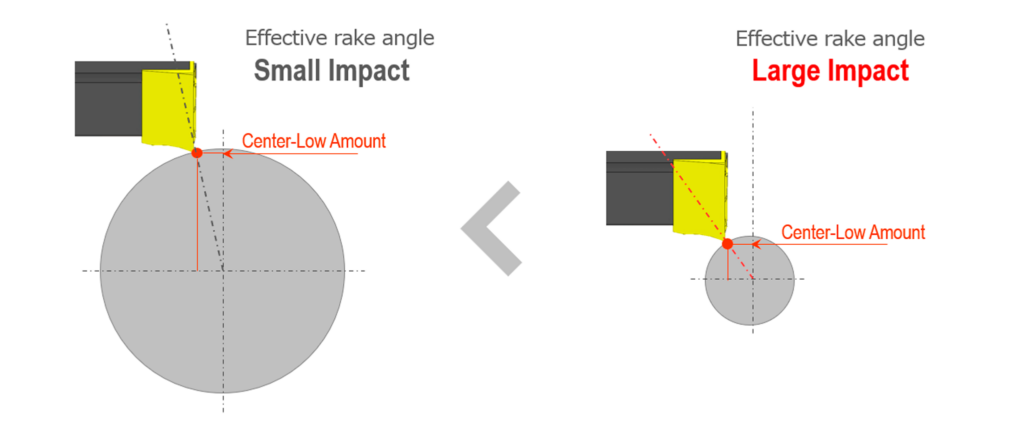
随着加工直径的减小,中心高度的影响也越来越大。
对于较大的工件,轻微的偏差可能只会产生有限的影响。但是,当直径变小时,相同的中心高度偏移对有效切削几何形状的影响就会成正比地增大。
在精密小直径部件中,即使是微小的偏差也会导致以下影响:
- 改变前角,影响切割性能
- 对工具寿命的影响
- 对芯片控制的影响
- 保持尺寸精度的难度增加
在数控自动车床上进行小直径加工时,通常需要连续无人操作。因此,要实现稳定和可重复的加工性能,必须始终如一地控制中心高度。
简化精度调整
传统的后刀调整通常需要旋转刀柄,因此很难进行微调,而且高度依赖操作员的经验。
缆线 DS-ACH是 DS 夹持器系列中的中心高度调节型号,专为数控自动车床上的外圆车削应用而设计。
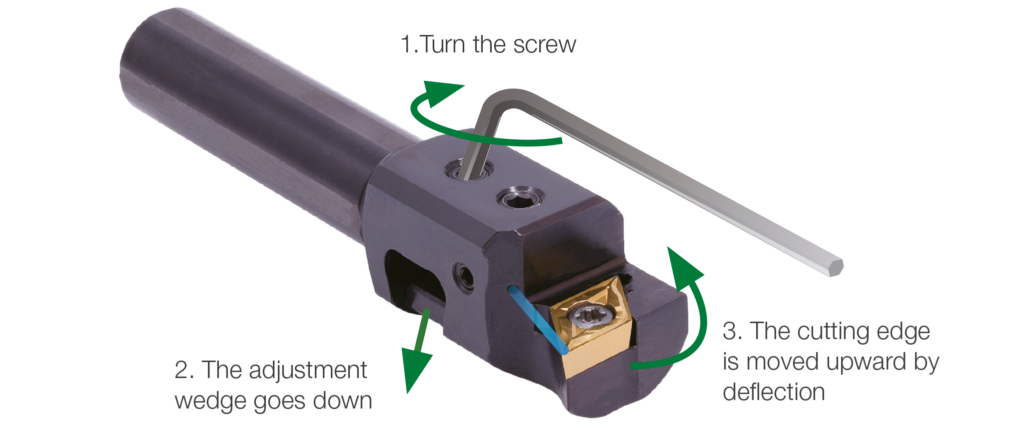
它采用了基于楔形机构的高精度调节系统,实现了简单而精确的中心高度控制。
DS-ACH的主要工程特点
中心高度调整范围:0 至 0.3 毫米
涵盖数控自动车床应用中的典型公差范围,可实现精确校正。
初始状态下略微偏转的刀尖通过螺杆操作的楔形机构向上推动,可提供重复性高且精确的中心高度调整。
获得专利的高刚性结构
虽然采用了调整机构,但仍能保持出色的结构刚性。
与传统的可调式夹头相比,它能抑制切削刃的振动和微挠度,有助于提高尺寸精度和稳定的表面加工质量。
专为外圆车削而优化
专为数控自动车床上的外圆车削应用而设计。
在中心高度精度直接影响刀具寿命和表面光洁度的环境中,提供稳定的加工性能。
即使在小直径、高精度应用中也能支持稳定加工。
精准的基础
在小直径加工中,性能并非始于主轴转速或切削速度。
,而是始于切削刃对齐,特别是中心高度。
DS-ACH具有 0 至 0.3 毫米的精确调整范围、高刚性设计以及针对外圆车削的优化,将中心高度调整从传统的、依赖操作员的折衷方案转变为可控流程,无需依赖直觉或经验即可提供一致且可重复的结果。
在数控自动车床加工中,稳定性被定义为微米级。