CNC自動旋盤加工および小径加工における心高さの重要な役割
小径部品での製品精度は、ミクロン単位で求められます。
その中でも、決定的でありながら見過ごされがちなセットアップ要素の一つが「心高さ」です。
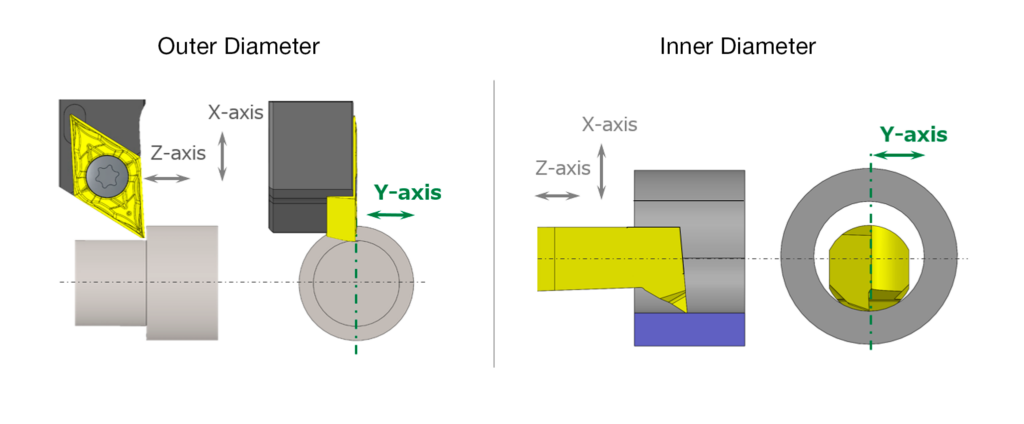
心高さとは、加工物の中心(Y軸)に対する切れ刃の垂直方向位置を示すパラメータです。これが理想的に一致した状態――すなわち心高さがゼロのとき、インサート本来の切削性能が最大限に発揮されます。
特に⌀10 mm以下の小径加工においては、わずかなズレであっても切削抵抗や加工面品位に影響を与え、加工の安定性や再現性を低下させる要因となります。
心高さが中心にない場合はどうなるか?
◆心高さが高い状態
切れ刃が中心より上に位置する場合:
✅ メリット
・有効すくい角が増加し、切れ味が向上する
・初期的に鋭い切削が得られる
⚠️ デメリット
・逃げ面がワークに接触する可能性がある
・逃げ面がワークに接近することで、逃げ面摩耗が進行しやすくなる
・端面加工時に円錐形上のボスが残るリスクがある
・摩耗の進行が速く、工具寿命が短くなる傾向がある
この状態では、初期的には切れ味が増し、より鋭い切削となるものの、逃げ面がワークに接近することで逃げ面摩耗の進行が加速します。
◆心高さが低い状態
切れ刃が中心より上に位置する場合:
✅ メリット
・逃げ面がワークから離れるため、摩耗が進行しにくい
⚠️ デメリット
・有効すくい角が減少し、切れ味が低下する
・切れ味の低下により、バリ発生リスクが増加する
・チッピングが発生しやすくなる
・端面加工時に円柱状のボスが残るリスクがある
⌀3~5 mmクラスの小径部品においては、わずか数百分の1 mmのズレであっても、加工性能に顕著な変化が生じます。
小径領域における心高さ管理の重要性
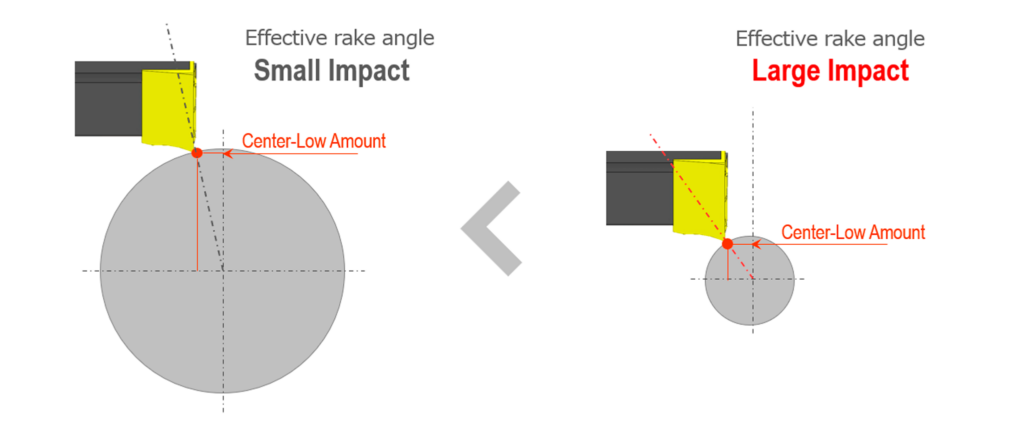
加工径が小さくなるほど、心高さの影響は大きくなります。
大径ワークにおいては、わずかなズレは限定的な影響にとどまる場合があります。しかし、径が小さくなるにつれて、同じ心高さのズレであっても、有効な切削形状に与える影響は相対的に大きくなります。
小径の精密部品では、このわずかなズレによって以下のような影響が生じます:
・すくい角が変化し、切れ味に影響を与える
・工具寿命に影響を与える
・切屑処理(Chip control)に影響を及ぼす
・寸法精度の確保が難しくなる小径部品加工(CNC自動旋盤加工)では、自動連続運転が前提となるため、安定かつ再現性の高い加工を実現するには、心高さの一貫した管理が不可欠です。
精密な調整をよりシンプルに
従来の背面工具の調整では、シャンクを回転させる必要があり、微調整が難しく、作業者の経験に大きく依存していました。
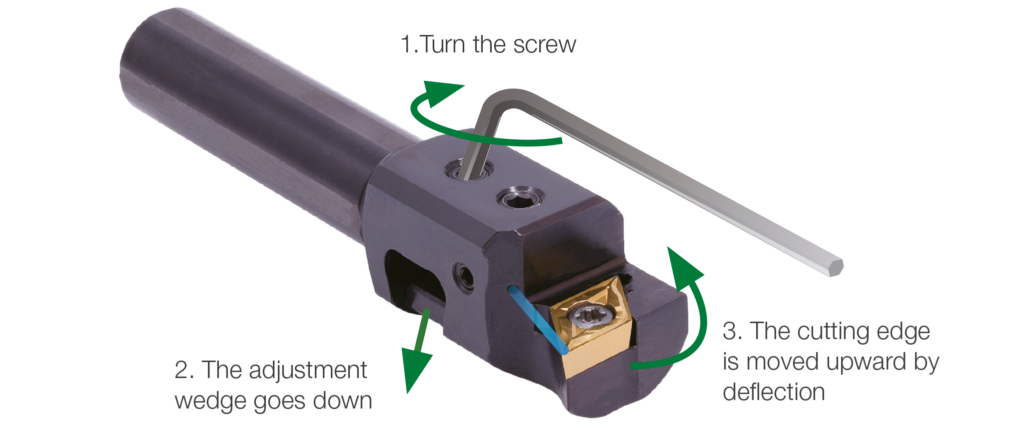
DSホルダーシリーズにおける心高さ調整機構付きモデル「DS-ACH」は、CNC自動旋盤加工における外径加工用途に特化して設計された、くさび機構による高精度な調整システムを採用しています。
DS-ACHの主な特長
心高さ調整範囲:0~0.3 mm
一般的なCNC自動旋盤加工における公差範囲に対応し、精密な補正を可能にします。初期状態でわずかにたわんだ先端を、スクリュー操作によりくさび機構で押し上げることで、再現性の高い心高さ調整を実現します。
特許取得の高剛性構造
調整機構を備えながらも高い構造剛性を維持。
従来の調整式ホルダと比較して、切れ刃部における振動や微小たわみを抑制し、寸法精度および加工面品位の安定化に寄与します。
外径加工に最適化された設計
CNC自動旋盤加工における外径加工用途に特化した設計。
心高さの精度が工具寿命や仕上げ面の品質に直結する環境において、安定した加工性能を発揮します。
内部給油仕様に対応
内部給油対応タイプ(-OH)により、工具寿命の延長および切屑処理(Chip control)の改善を実現。小径・高精度加工においても安定した加工をサポートします。
精度を支える要素
小径加工において、性能は回転数や切削速度から始まるものではありません。
その起点は、刃先位置合わせ、すなわち心高さにあります。
0~0.3 mmの精密な調整範囲、高剛性設計、そして外径加工への最適化を備えた
DS-ACHは、心高さ調整を従来の“現場任せの妥協”から、勘や経験に頼らない、安定して同じ結果を得られる作業へと変革します。
CNC自動旋盤加工において、安定性はミクロン単位で定義されます。