The Critical Role of Center Height in Swiss-Type and Miniature Machining
In miniature components, product accuracy is required at the micron level.
Among the many setup factors, one that is both critical and often overlooked is center height.
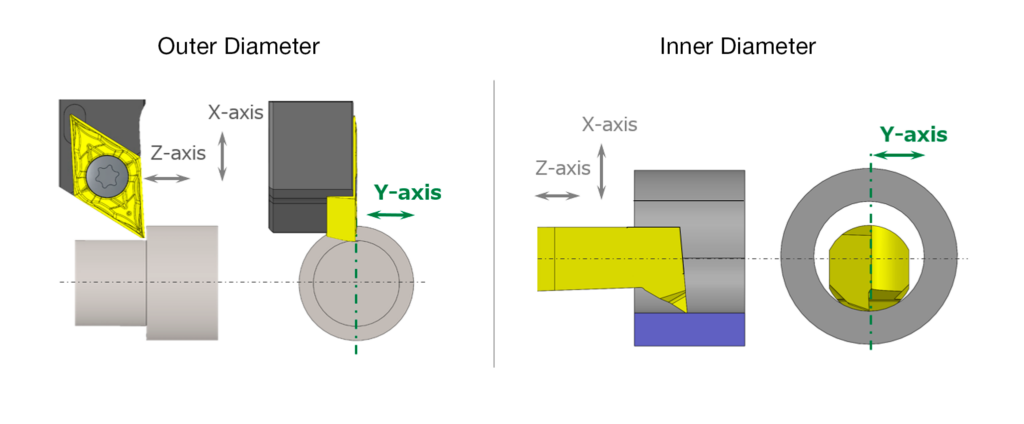
Center height refers to the vertical position of the cutting edge relative to the workpiece centerline (Y-axis).
When this alignment is ideal—meaning the center height is zero—the insert can deliver its full cutting performance.
Particularly in small-diameter machining (⌀10 mm or less), even slight deviations can affect cutting forces and surface finish, leading to reduced machining stability and repeatability.
What Happens When Center Height Deviates?
(When the cutting edge is positioned above the centerline)
✅ Advantages
- The effective rake angle increases, resulting in improved cutting sharpness
- A sharper cutting action can be achieved in the initial stage
⚠️ Disadvantages
- The flank face may come into contact with the workpiece
- As the flank face approaches the workpiece, flank wear tends to progress more rapidly
- Risk of leaving a conical boss during facing operations
- Accelerated wear progression, leading to shorter tool life
In this condition, although cutting performance initially improves and a sharper cutting action is obtained, the proximity of the flank face to the workpiece accelerates flank wear.
Low Center Condition
(When the cutting edge is positioned below the centerline)
✅ Advantages
- The flank face is positioned away from the workpiece, reducing the likelihood of wear progression
⚠️ Disadvantages
- The effective rake angle decreases, resulting in reduced cutting sharpness
- Reduced sharpness increases the risk of burr formation
- Chipping is more likely to occur
- Risk of leaving a cylindrical boss during facing operations
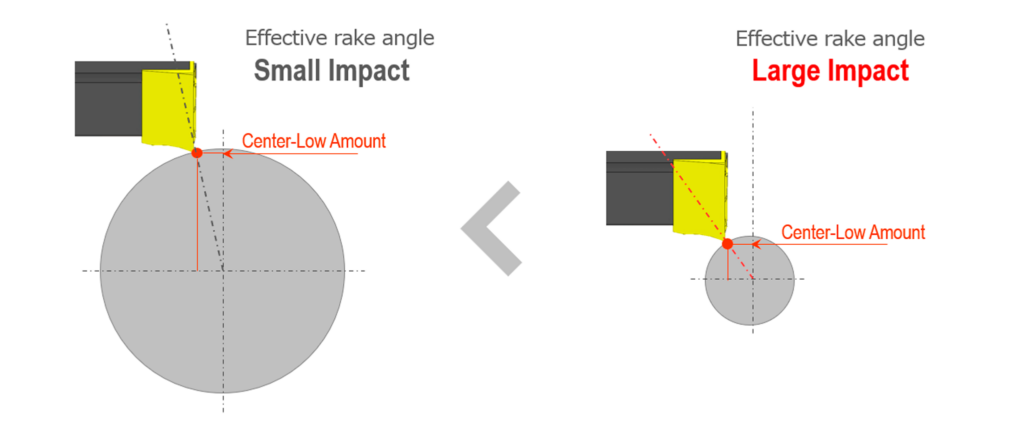
In small-diameter components in the ⌀3–5 mm range, even deviations of only a few hundredths of a millimeter can lead to noticeable changes in machining performance.
Why Diameter Matters
As the machining diameter decreases, the influence of center height becomes increasingly significant.
In larger workpieces, slight deviations may have only a limited effect. However, as the diameter becomes smaller, the same center height offset has a proportionally greater impact on the effective cutting geometry.
In precision small-diameter components, even minor deviations can lead to the following effects:
- Changes in rake angle, affecting cutting performance
- Impact on tool life
- Influence on chip control
- Increased difficulty in maintaining dimensional accuracy
In small-diameter machining on CNC automatic lathes, continuous unmanned operation is often assumed. Therefore, consistent control of center height is essential to achieve stable and repeatable machining performance.
Simplifying Precision Adjustment
Conventional back-tool adjustment typically requires rotating the shank, making fine adjustments difficult and highly dependent on operator experience.
The DS-ACH, a center height adjustment model within the DS holder series, is specifically designed for external turning applications on CNC automatic lathes.
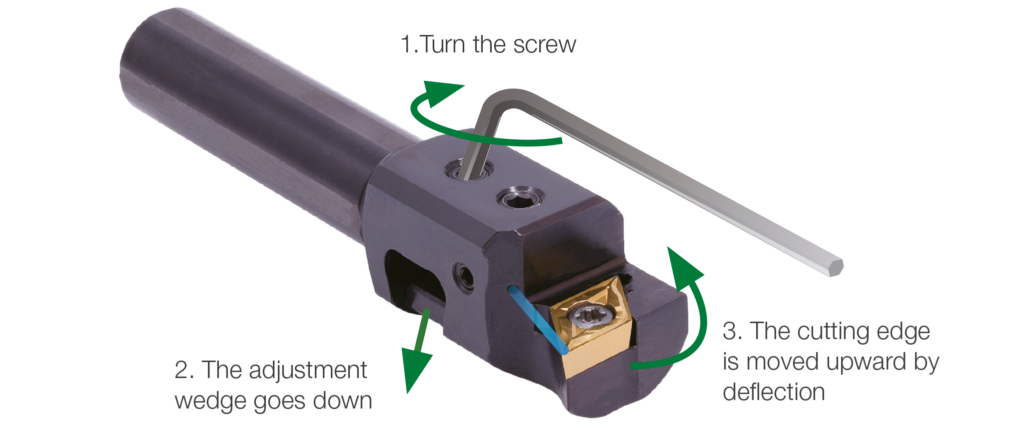
It incorporates a high-precision adjustment system based on a wedge mechanism, enabling simple and accurate center height control.
Key Engineering Features of DS-ACH
Center Height Adjustment Range: 0 to 0.3 mm
Covers the typical tolerance range in CNC automatic lathe applications, enabling precise correction.
A slightly deflected tip in its initial state is pushed upward via a wedge mechanism by screw operation, providing highly repeatable and accurate center height adjustment.
Patented High-Rigidity Structure
Maintains excellent structural rigidity despite incorporating an adjustment mechanism.
Compared to conventional adjustable holders, it suppresses vibration and micro-deflection at the cutting edge, contributing to improved dimensional accuracy and stable surface finish quality.
Optimized for External Turning
Specifically designed for external turning applications on CNC automatic lathes.
Delivers stable machining performance in environments where center height accuracy directly affects tool life and surface finish quality.
Internal Coolant Capability
Available with internal coolant supply (-OH type), improving tool life and chip control.
Supports stable machining even in small-diameter, high-precision applications.
The Foundation of Precision
In small-diameter machining, performance does not begin with spindle speed or cutting speed.
It begins with cutting edge alignment—specifically, center height.
With a precise adjustment range of 0 to 0.3 mm, a high-rigidity design, and optimization for external turning, the DS-ACH transforms center height adjustment from a conventional, operator-dependent compromise into a controlled process that delivers consistent and repeatable results—without relying on intuition or experience.
In CNC automatic lathe machining, stability is defined at the micron level.