用于切槽 | 瑞士数控车床
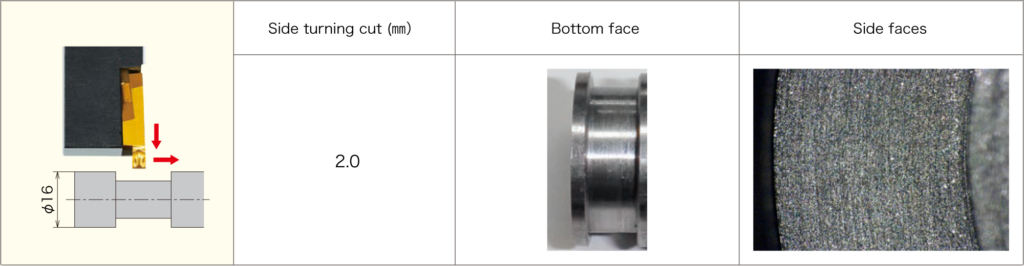
瑞士数控车床开槽/侧车
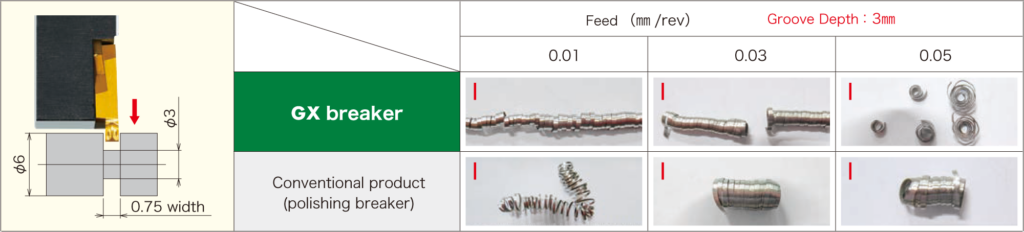
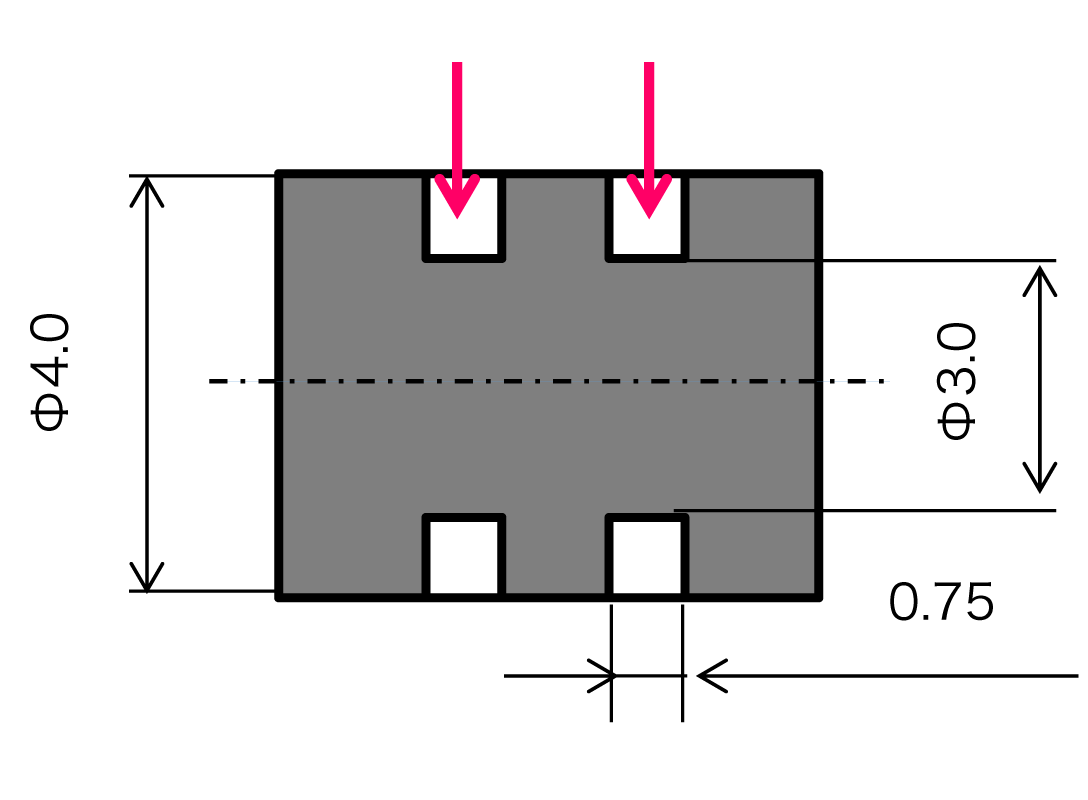
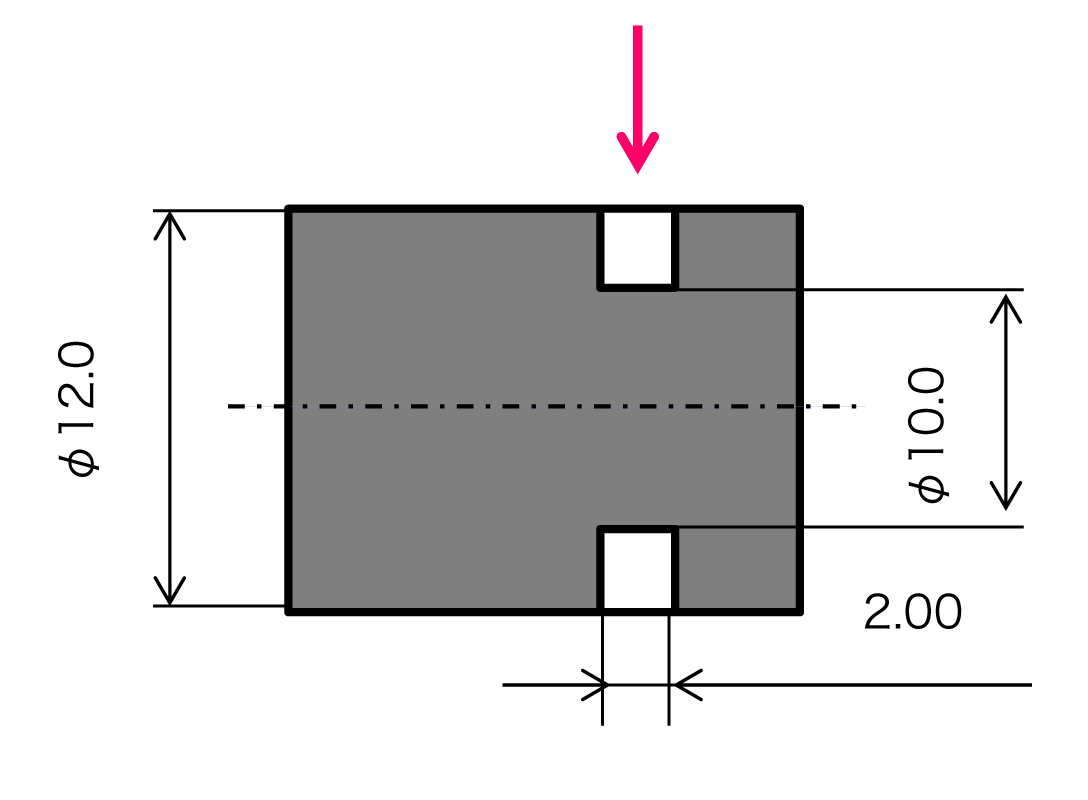
[ 切割条件 ]材料: SUS304 (⌀6⇒⌀3) vc=80m/min ap=1.5㎜ Groove width : 0.75㎜ 304SS (⌀.236
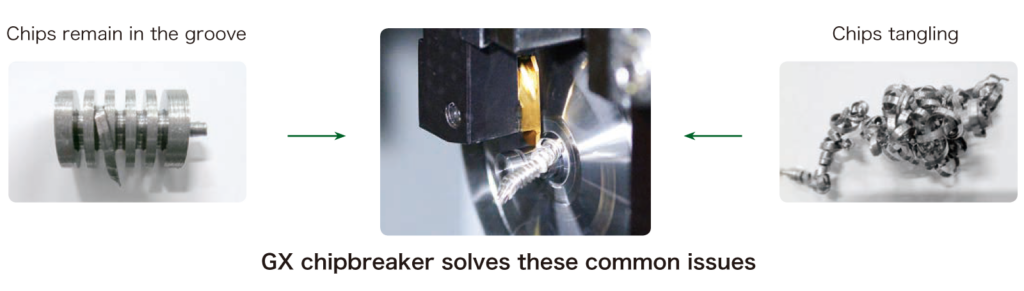
GX 刀片解决了切屑控制问题。此外,刀片的锋利程度提高了整体表面光洁度,并延长了每个角的刀具寿命。
GX 刀片解决了切屑残留在凹槽中的问题,从而省去了检查工序。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告