MOGUL BAR用于内径加工| CNC自动车床
轻松解决内径加工时的烦恼
可使切屑延进给反向排出的高刚性镗刀刀杆
配合能使切屑延进给反向排出的独有排屑槽,解决内径加工中的各种疑难杂症
新设计的刀杆形状大幅提高刚性
介绍视频
性能
- 和以往镗刀杆相比,大幅提高了刚性,防止震纹发生
- 设有最适合盲孔加工的【F1,F05,FG排屑槽】, 可使切屑延进给反向排出,有效抑制缠屑
- 同时可对应内部给油加工,进一步帮助切屑平滑排出
适用场合
CNC自动车床 内径加工
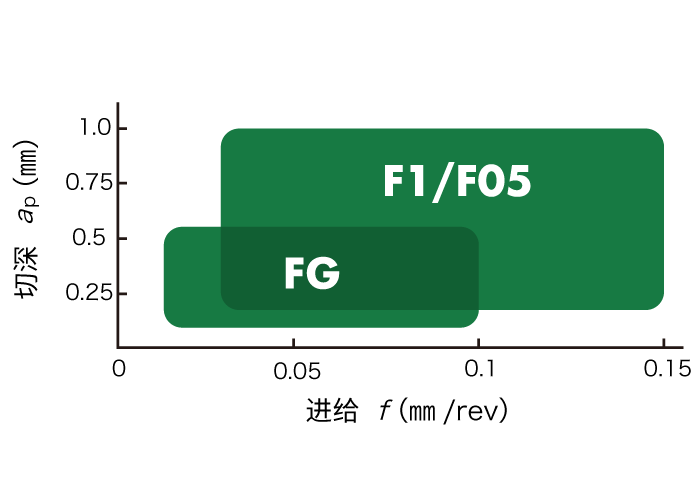
切屑处理范围
加工参数
横向滚动表格 →
| 涂层材质 | 被切削材料 | 加工方法 | Overhang amount | 切削速度 (m/min) | 进给 (mm/rev) | 切深 (mm) |
|---|---|---|---|---|---|---|
| ST4 | 不锈钢 | 内径加工 内径后扫加工 |
钢制刀柄~5D 硬质合金制刀柄~7D |
40 - 120 | 0.02 - 0.2 | 0.1 - 1.0 |
| QM3 | 合金钢 / 碳素钢 / 高硬度材料 | 50 - 150 | ||||
| DM4/DT4 | 难切削材料 / 钛合金 | 30 - 70 | ||||
| TM4/ZM3 | 非铁 / 铝 / 树脂 / 通用 | 50 - 200 |
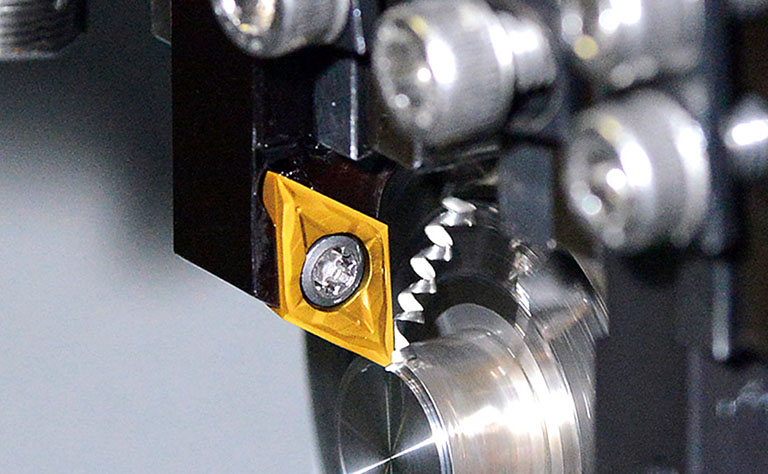
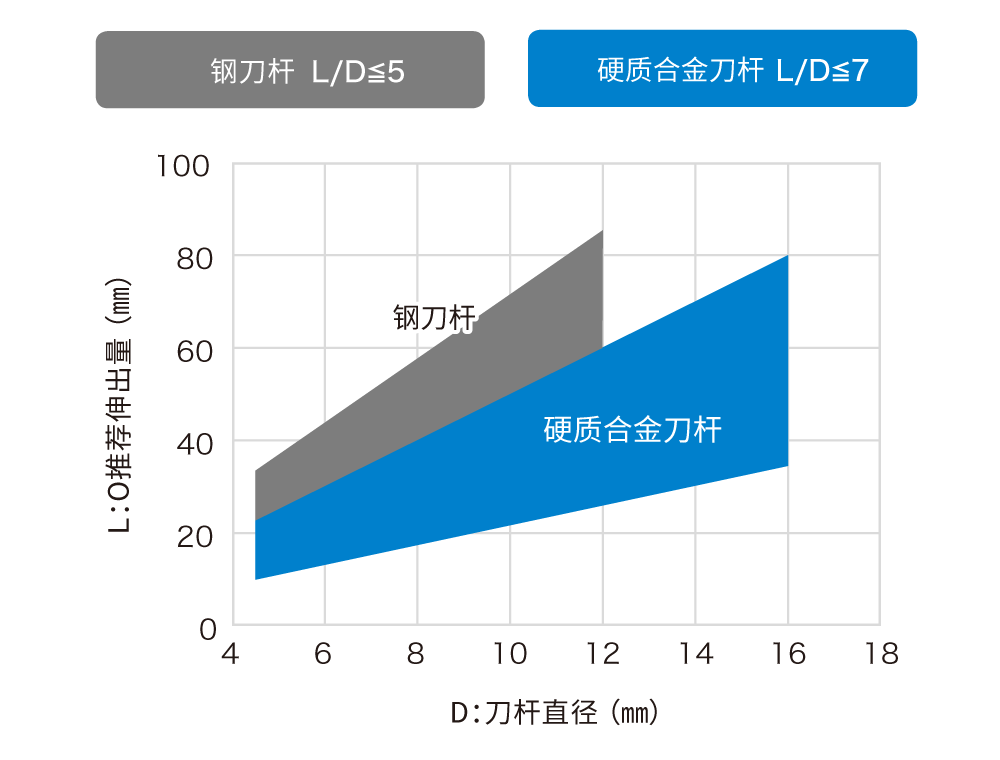
高刚性
- [ 加工参数 ]
- 被切削材料 : 合金钢・不锈钢 vc = 80m/min f=0.05-0.1mm/rev ap=0.1-0.5mm 湿式加工
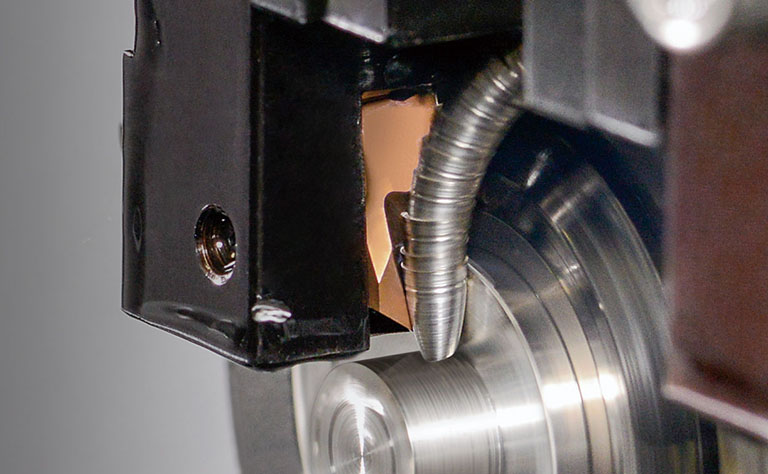
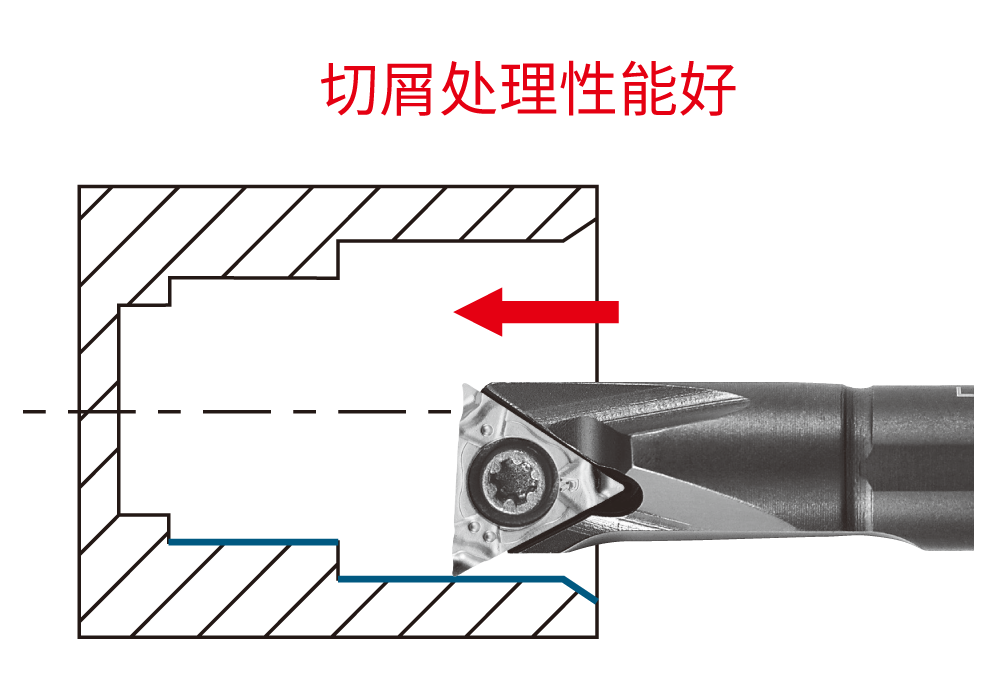
使切屑延进给反向排出
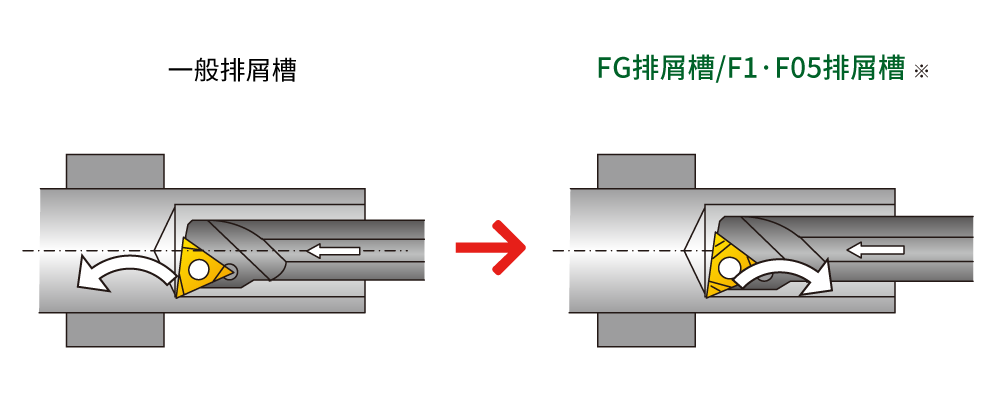
使切屑延进给反向排出、不会残留在工件内部
*对于这些排屑槽,右手刀片请配右手刀杆使用
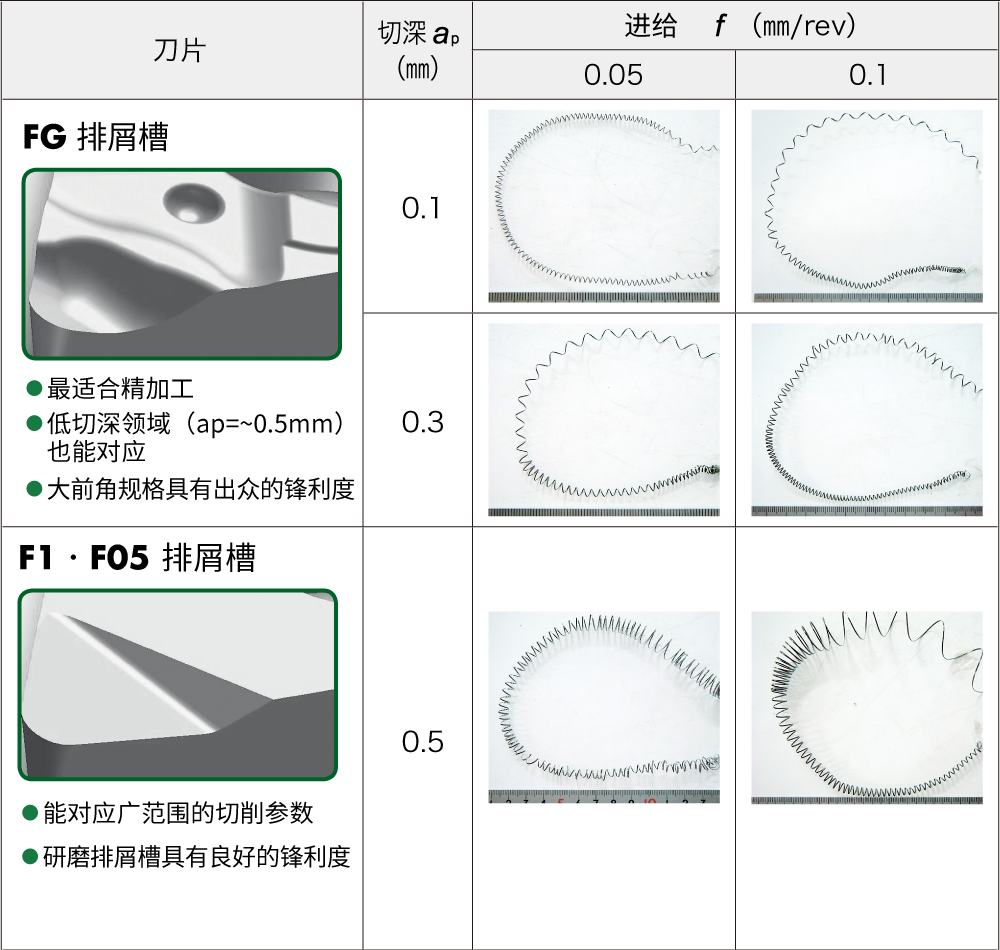
FG/F05/F1排屑槽的特长
- [ 加工参数 ]
- 被切削材料 : SCM415 加工径 φ12 加工深度 20mm vc = 80m/min 湿式加工(外部给油)
- [ 使用刀具 ]
- 刀杆 : 钢制刀柄 S10KSTUPR11D12-OH 刀片 : TPGH110304型
切屑处理
図を横にスクロール →
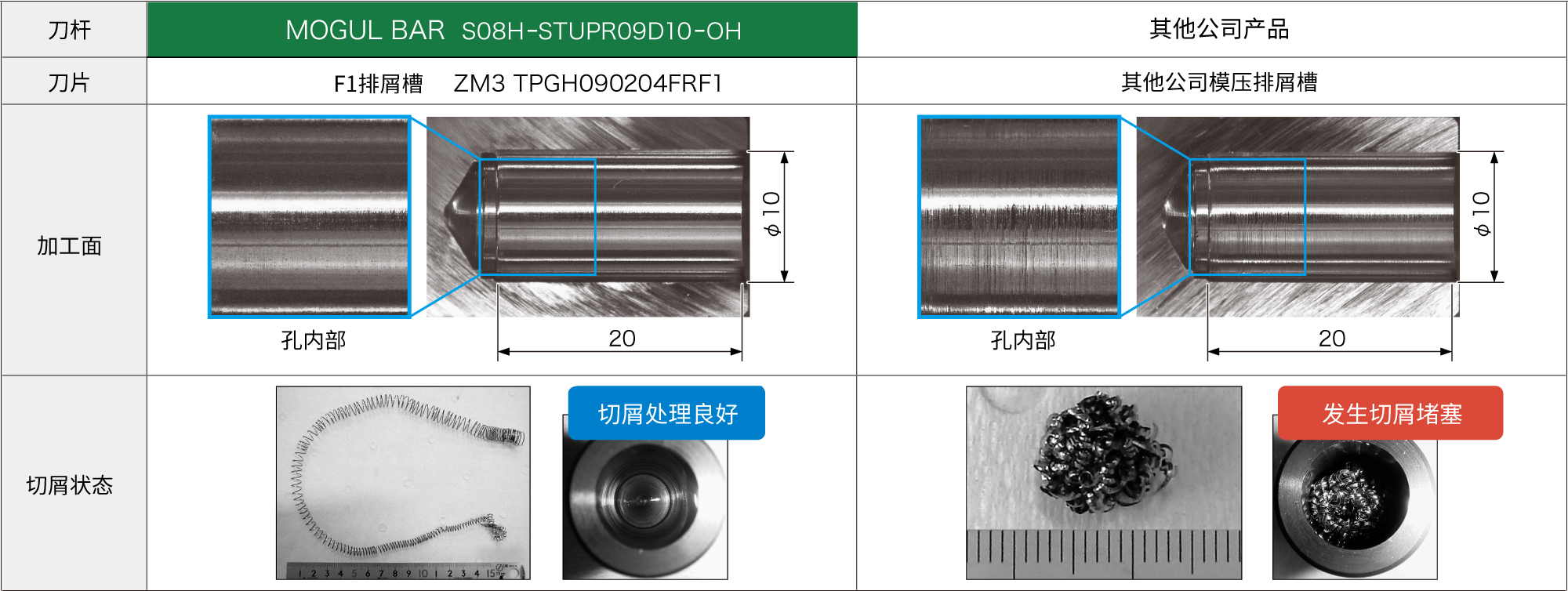
- [ 加工参数 ]
- 被切削材料 : SCM435 vc = 80m/min f = 0.05㎜/rev ap = 0.25㎜ 加工径 : φ10 外部给油 伸出量 : L/D = 4 加工深度 : 20㎜
- [ 使用刀具 ]
- 刀杆 : S08H-STUPR09D10 使用OH型(最小加工径:φ10) 杆径 : φ8 刀片 : TPGH090204型
加工案例
| 阀零件 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| MOGUL BAR +TM4 FGbreaker |
1,500 个 |
| 其他公司产品 | 700 个 |
其他公司产品因切屑堵塞造成缺损,寿命不安定。
而MOGUL BAR和FG排屑槽相结合, 使切屑向进给反方向排出,实现了安定加工,同时寿命也延长到2.1倍。
| 套筒 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| MOGUL BAR +TM4 F1breaker |
900 个 |
| 以往刀具 | 500 个 |
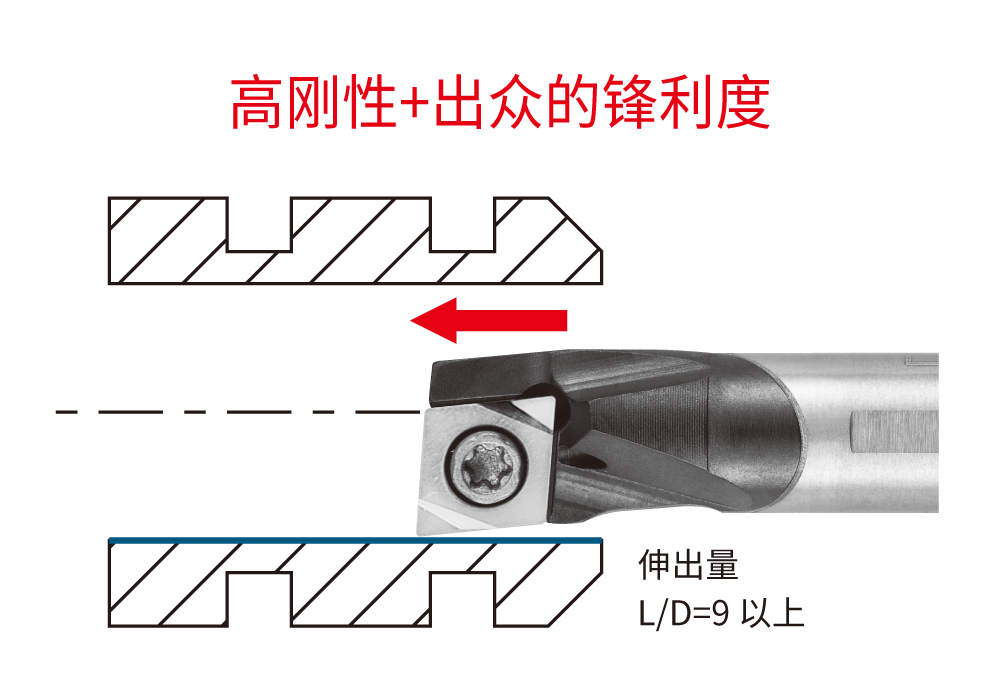
由于伸出量高达9倍径以上,其他公司产品发生严重的震纹。
而高刚性MOGUL BAR和高锋利度 F1排屑槽相结合,有效抑制了震纹,将寿命延长至1.8倍。
产品阵容
请利用产品目录,查阅产品阵容