 外径加工用 | 针对CNC自动车床
外径加工用 | 针对CNC自动车床
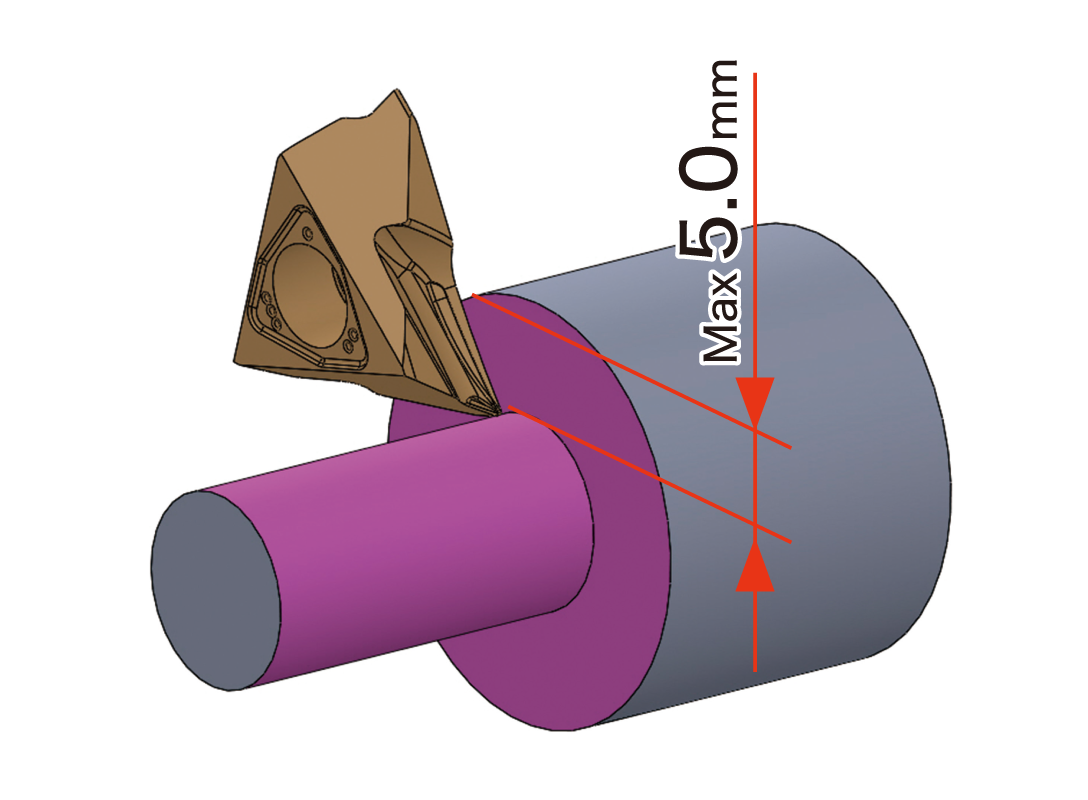
单次走刀切深最高可达5.0mm
单次走刀完成超大切深,可大幅缩短加工工时
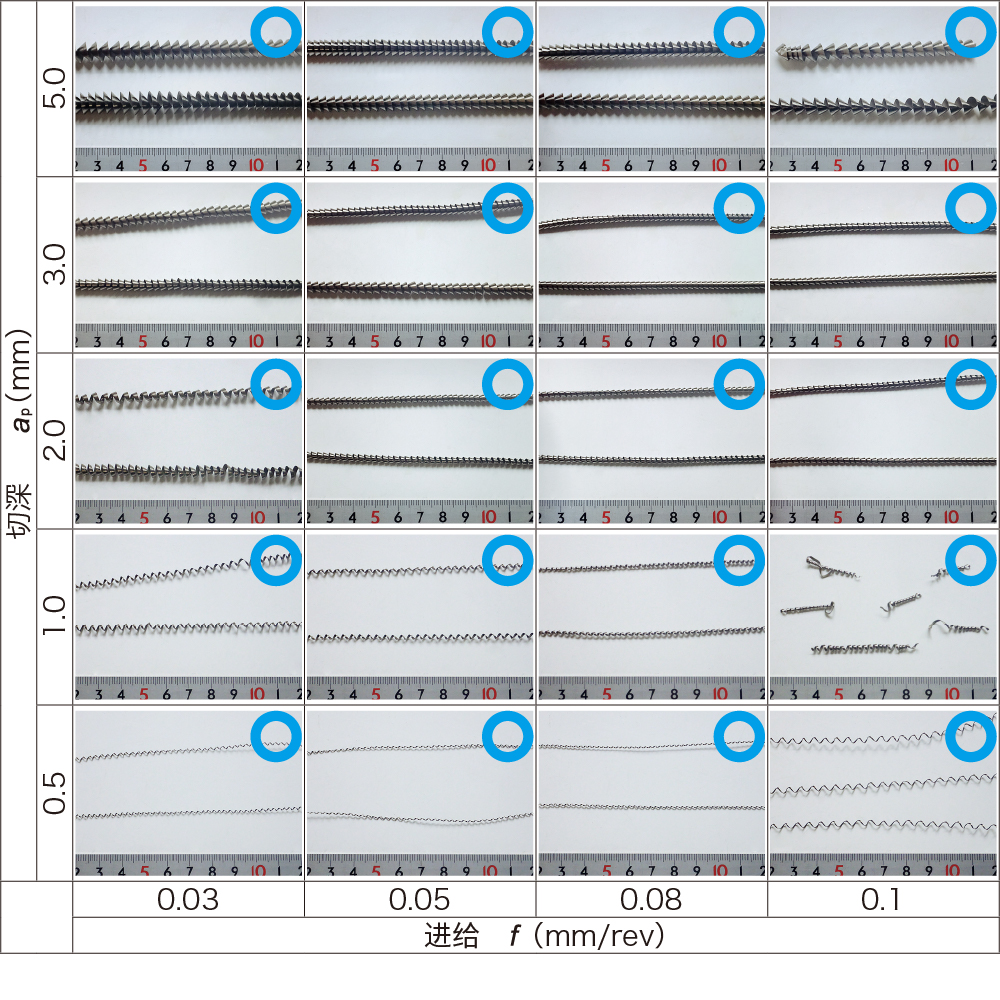
无论是容易对加工面造成损伤的大切深/大进给时的切屑处理,还是容易造成缠屑的
小切深/小进给时的切屑处理,都能完全对应
介绍视频

性能
- 单次走刀切深最高可达5.0mm
- NTK独立设计的排屑槽,可实现出众的切屑处理和良好的加工面
- 通过使用内部给油刀杆,可以实现更为安定的加工
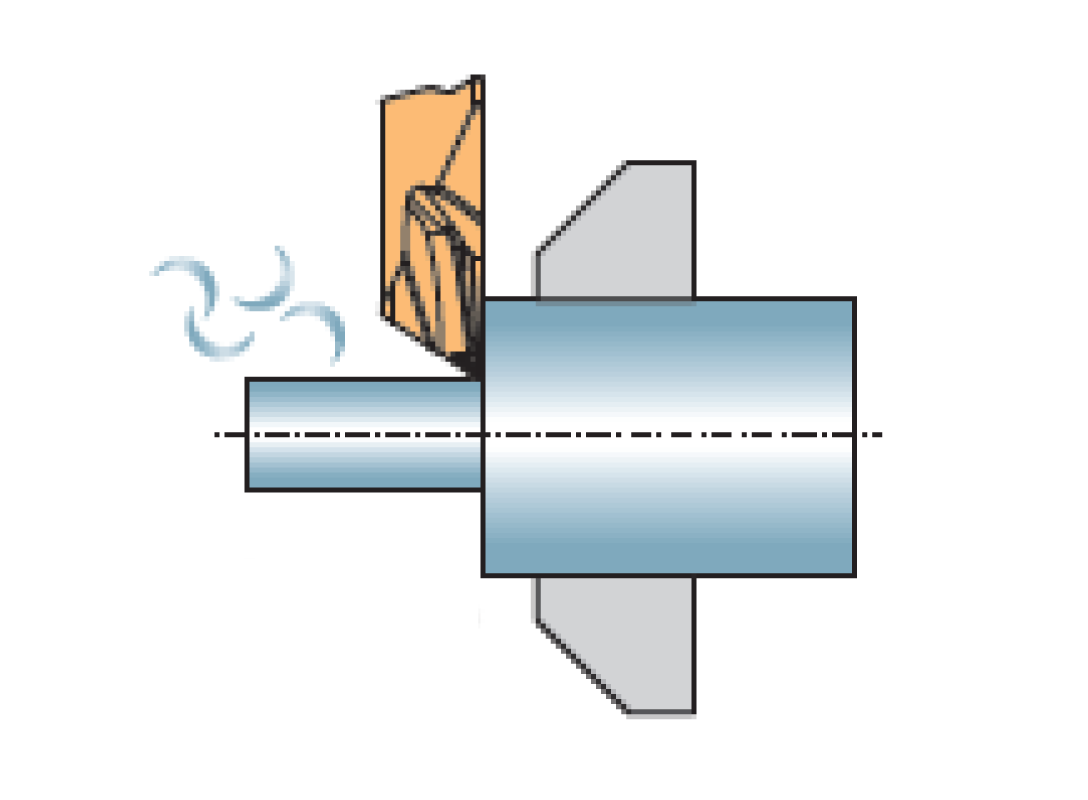
适用场合
CNC自动车床 外径加工
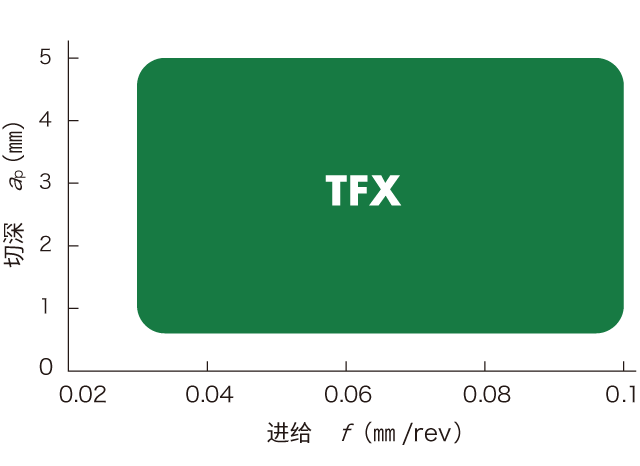
TFX切屑处理范围
加工参数
横向滚动表格 →
| 涂层材质 | 被切削材料 | 加工方法 | 切削速度 (m/min) | 进给 (mm/rev) | 切深 (mm) |
|---|---|---|---|---|---|
| ST4 | 不锈钢 | 外径车削加工 连续 |
50 - 120 | 0.03 - 0.1 | 0.5 - 5.0 |
| DM4 | 难切削材料 / 钛合金 合金钢 / 碳素钢 / 高硬度材料 非铁 / 铝 / 树脂 / 通用 |
切削性能
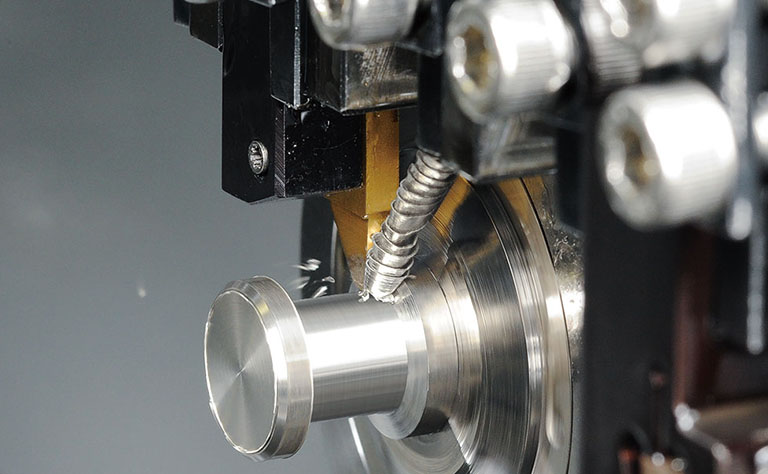
The Front Max
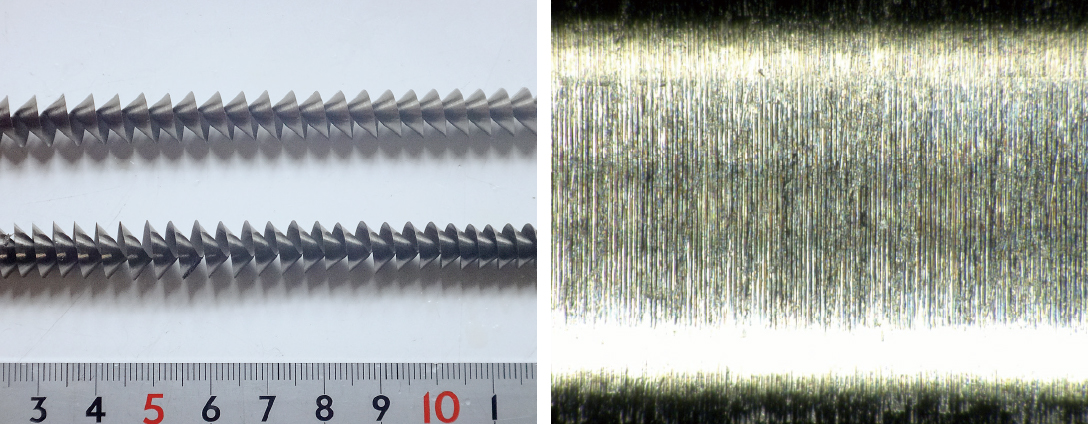
良好的切屑处理性能和高刚性设计,带来安定的加工表面
- [ 加工参数 ]
- 切深 : 5.0mm 被切削材料 : SUS304 vc=80m/min f=0.03mm 湿式加工
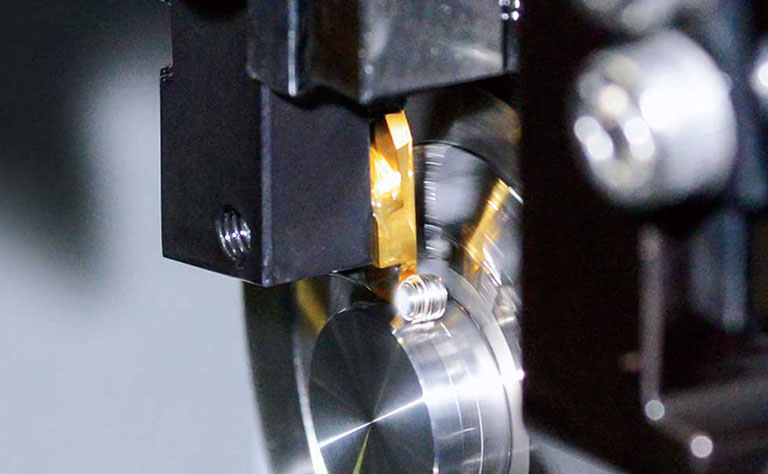
其他公司产品 大切深用排屑槽
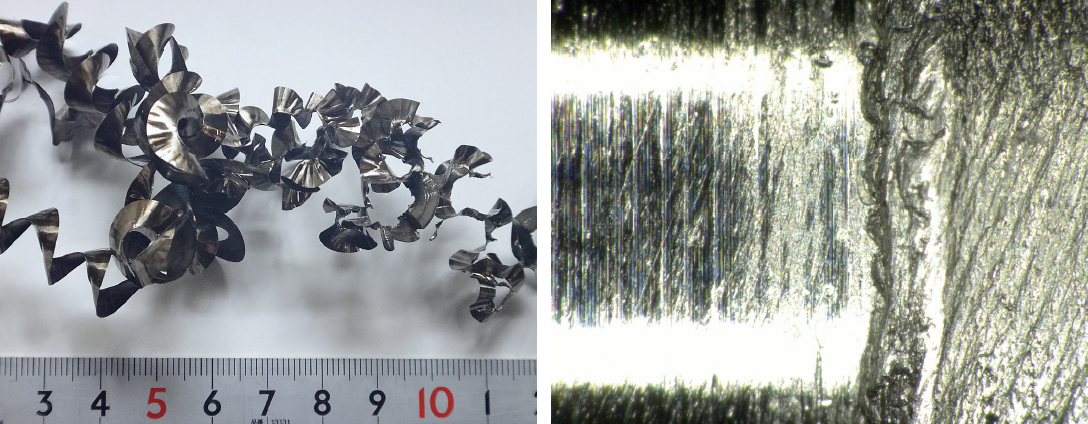
因切屑问题导致加工面恶化
- [ 加工参数 ]
- 被切削材料 : SUS304 vc=80m/min 湿式加工
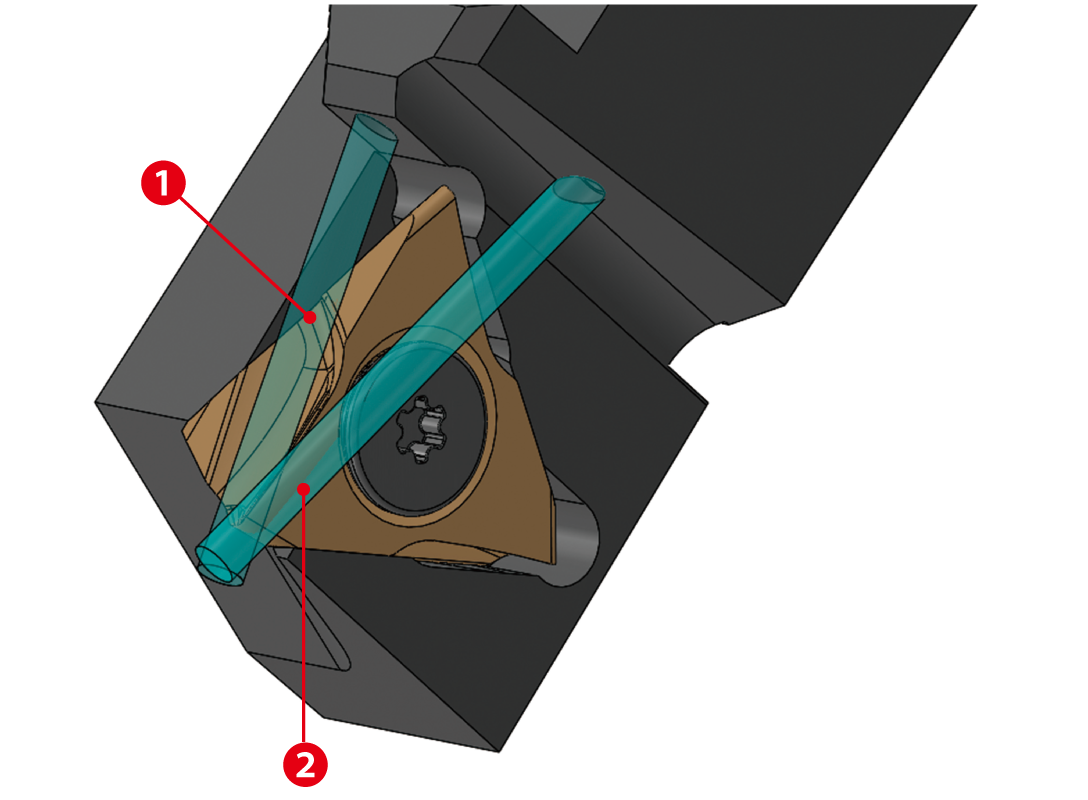
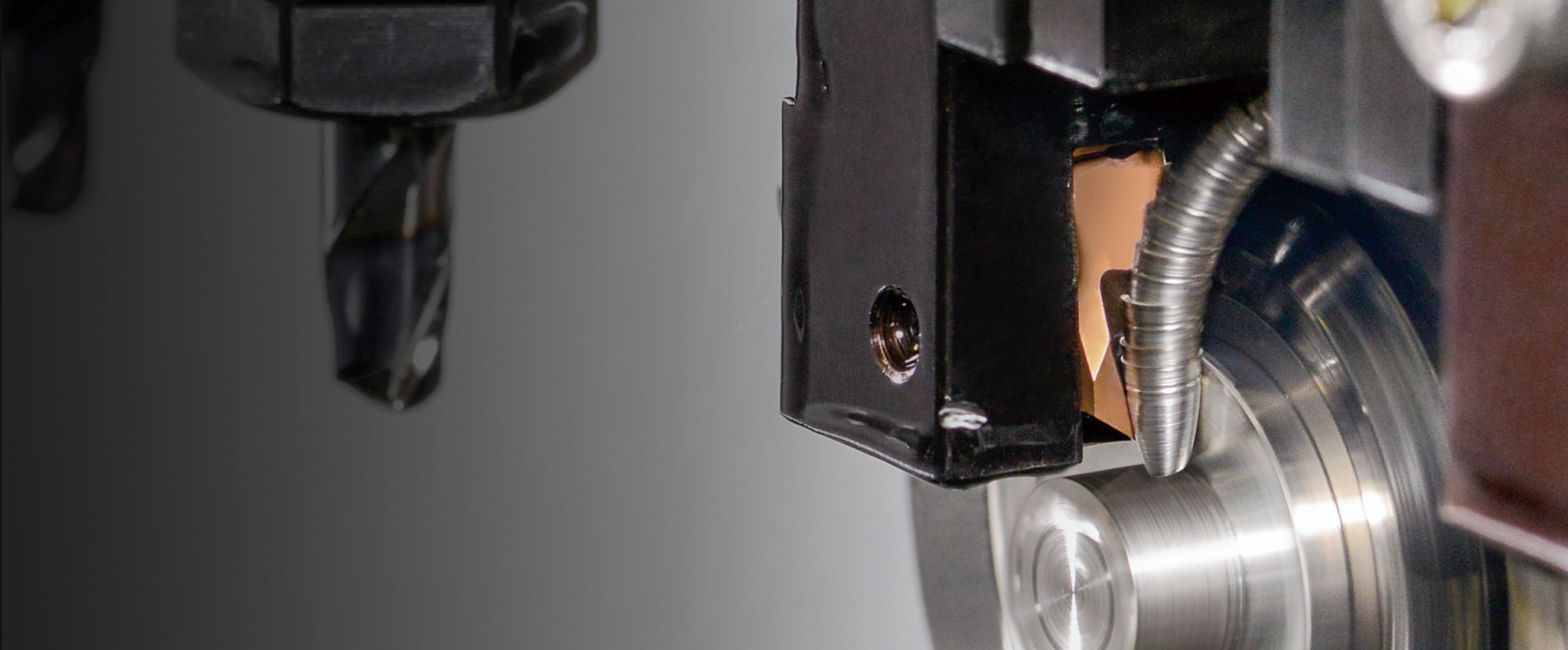
- 备有内部给油型刀杆与TFX刀片进行配合,可进一步实现安定加工
- ① 用以促进切屑排除的前刀面给油
② 用以抑制磨损的后刀面给油
加工案例
| 轴 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| The Front Max | 180个/刃 |
| 其他公司产品 | 50个/刃 |
在进行5mm大切深加工时,The Front Max可以提高进给进行加工。
和其他公司产品相比,寿命成功延长到3倍以上。
| 电子零件 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| ST4+ The Front Max | 160个/刃 |
| CCGT09 Type (PVD涂层硬质合金) |
80个/刃 |
由于外径加工的切削余量很大,现行刀具分4PASS进行加工。
而The Front Max实施1PASS加工,不但提升了切屑处理性能,而且通过减少PASS数,即使在降低进给的情况下也大幅缩短了加工工时,刀具寿命也得到了延长。
产品阵容
请利用产品目录,查阅产品阵容