背面车削 | 瑞士数控车床
瑞士数控车床背面车削
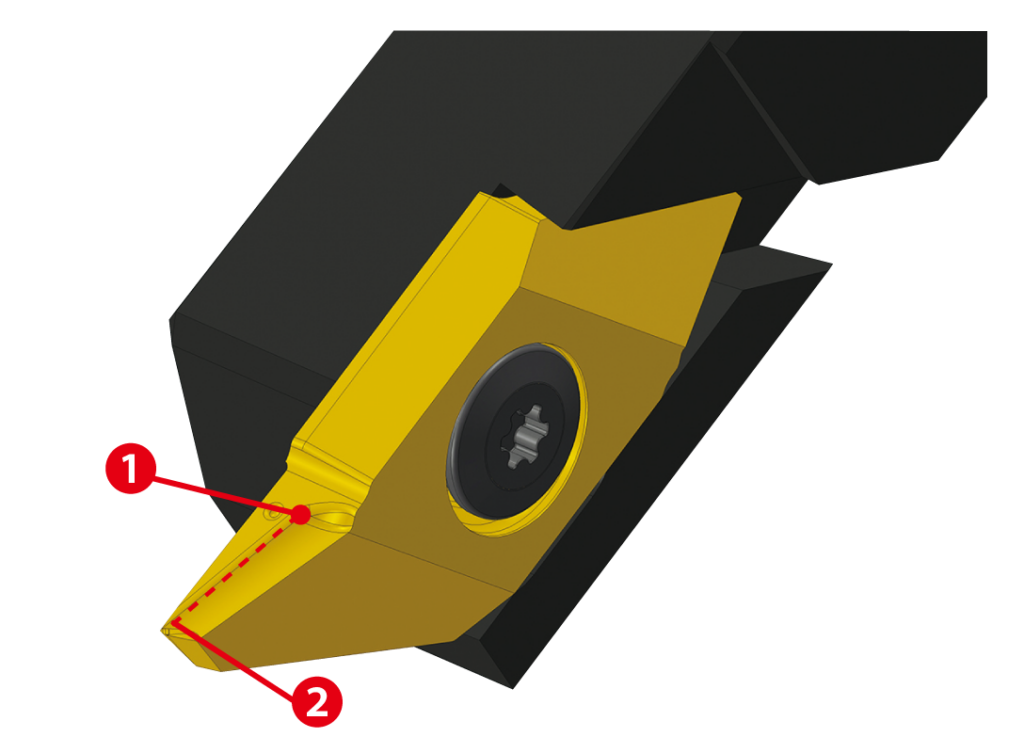
① 防止切屑损坏零件上的肩部特征② 刮平特征可产生极佳的表面光洁度
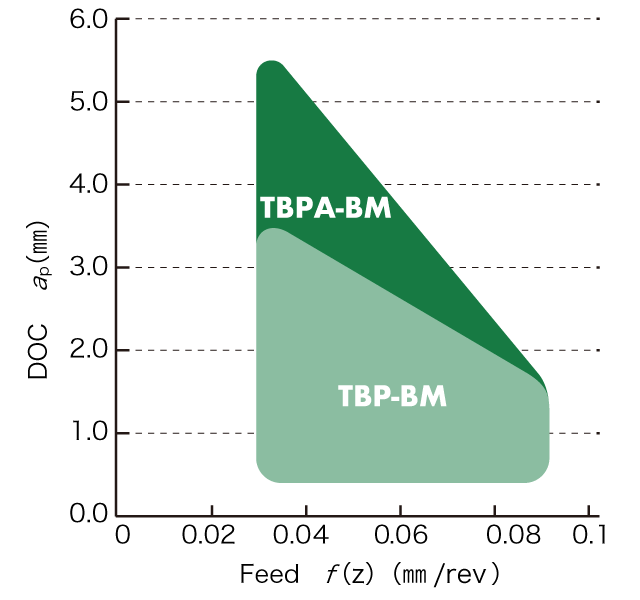
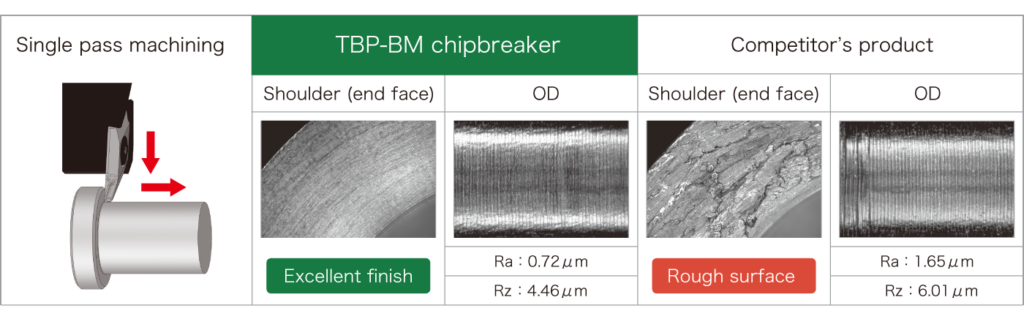
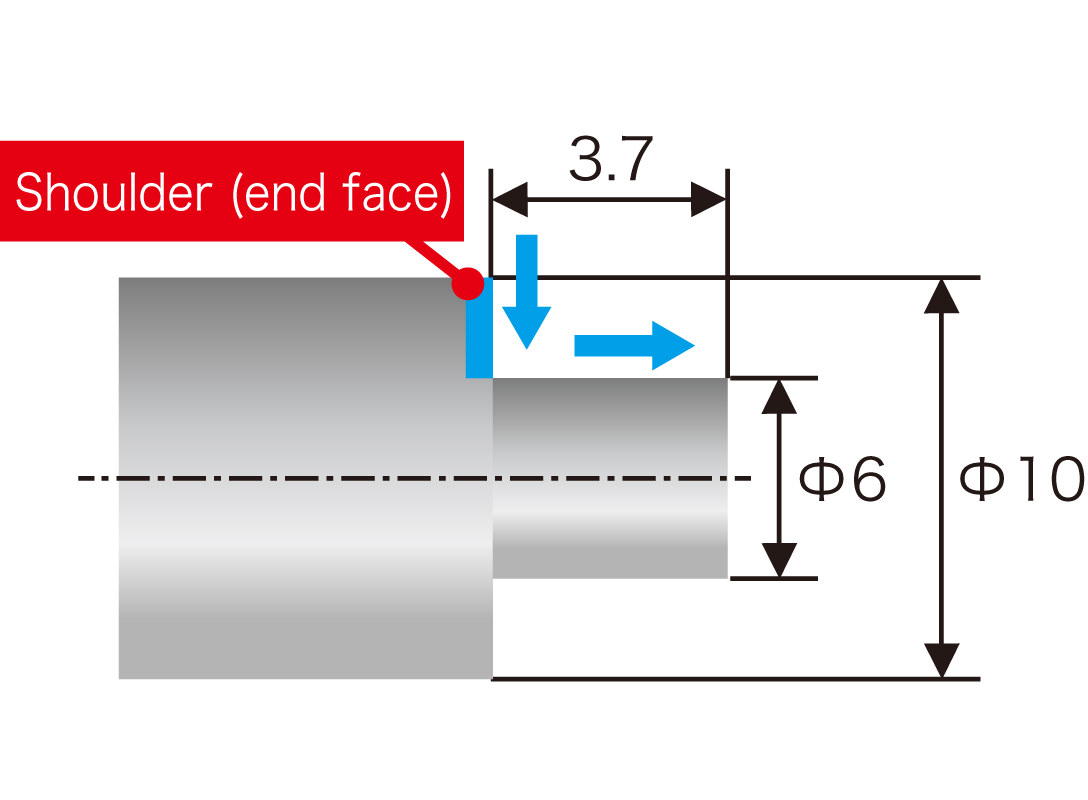
NTK 的 BM 型断屑槽实现了单程操作,缩短了周期时间。由于断屑槽的设计可将切屑排出工件,因此外径和肩部的加工质量很高。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告