| ISO | Arbeitsmaterial | Sorte | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) | ||
|---|---|---|---|---|---|---|---|
| TBP-BM | TBPA-BM | X-Richtung | Z-Richtung | ||||
 |
Kohlenstoffstahl Legierter Stahl |
DM4 | 30 – 120 100 – 400 | 0.5 – 3.5 .020 – .140 | 0.5 – 5.5 .020 – .220 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.08 .0012 – .0031 |
 |
Rostfreier Stahl | ST4 | 50 – 120 160 – 400 | 0.5 – 3.5 .020 – .140 | 0.5 – 5.5 .020 – .220 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.04 .0012 – .0016 |
| Schwierig zu schneidendes Material | DM4 | 30 – 120 100 – 400 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.08 .0012 – .0031 | |||
 |
Titanlegierung Hochtemperatur-Legierungen |
DM4 | 30 – 120 100 – 400 | 0.5 – 3.5 .020 – .140 | 0.5 – 5.5 .020 – .220 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.08 .0012 – .0031 |
 |
Gehärtetes Material | DM4 | 30 – 120 100 – 400 | 0.5 – 3.5 .020 – .140 | 0.5 – 5.5 .020 – .220 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.08 .0012 – .0031 |
 |
Nichteisenmetalle Aluminium Kunststoff für allgemeine Zwecke |
TM4 | 50 – 180 160 – 600 | 0.5 – 3.5 .020 – .140 | 0.5 – 5.5 .020 – .220 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.08 .0012 – .0031 |
| Stift | |
|---|---|
|
 |
|
|
|
|
|
|
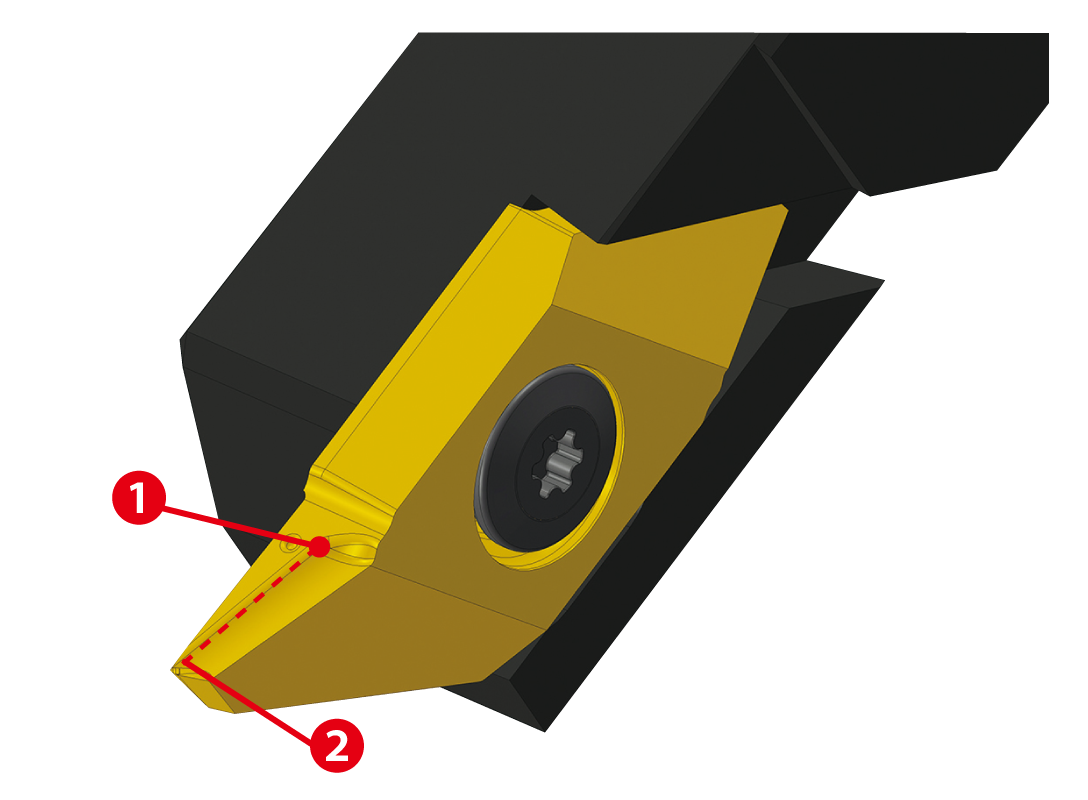
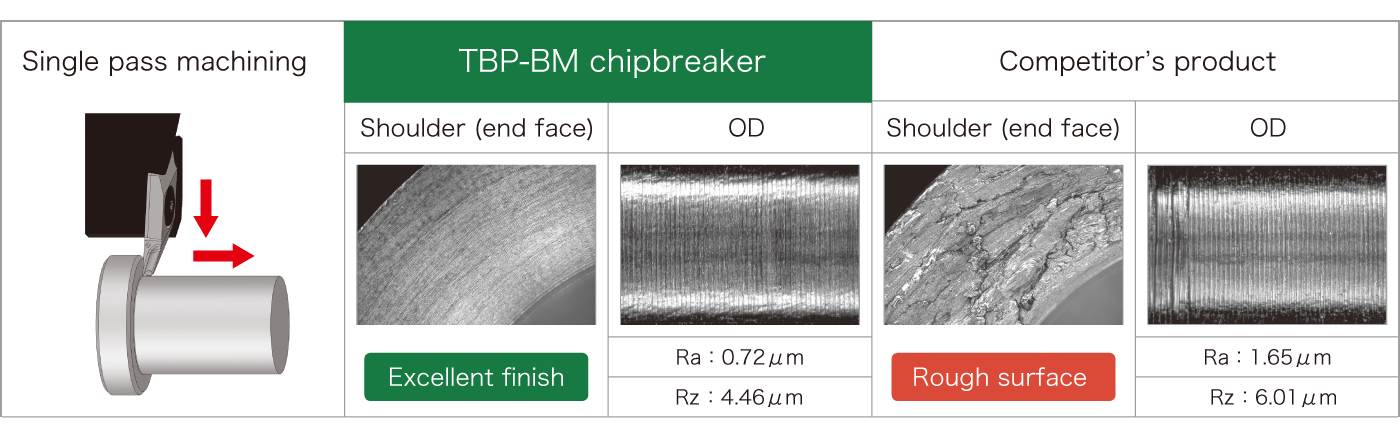
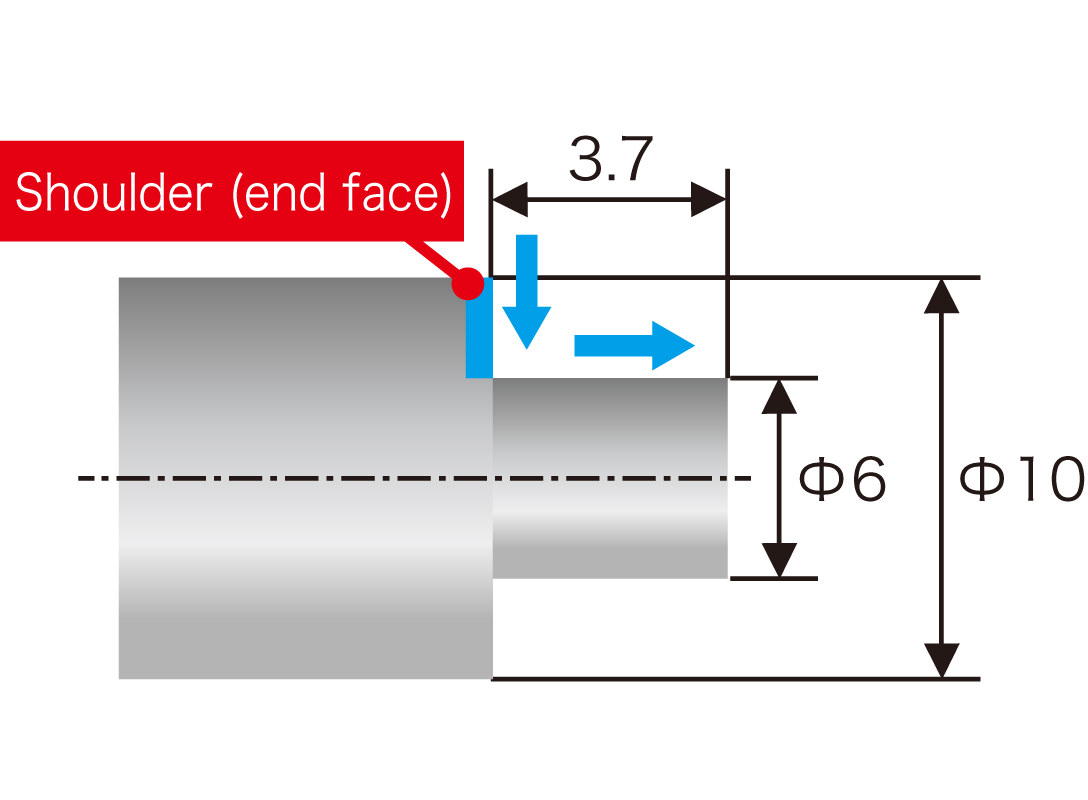
| TBP-BM | ①1-Durchgang-Bearbeitung * keine zusätzlichen Arbeitsgänge erforderlich |
| Produkt eines Wettbewerbers | ①Stechen als Schruppen ②Hinterbunddrehen als Schlichten |