 连续加工用 | 高硬度材料加工用CBN
连续加工用 | 高硬度材料加工用CBN
高性能、低价格、多用途的CBN
强化了高精度加工性能的CBN材质
强化了连续加工性能的CBN材质
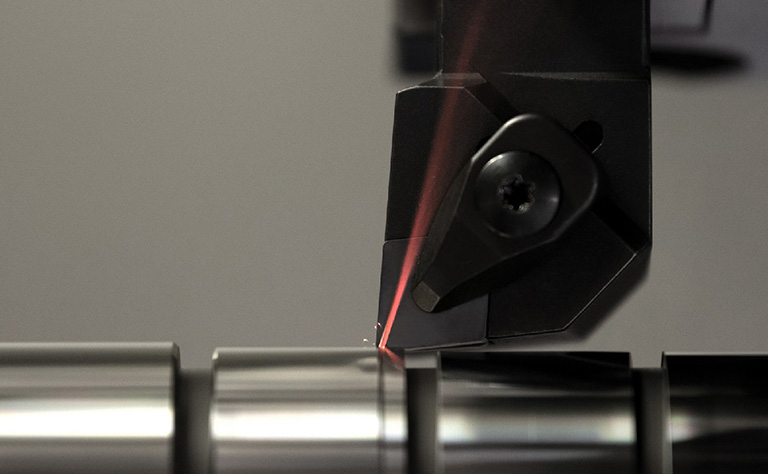
最适合HRC60以上的高硬度材料加工
介绍视频

性能
- 通过优化CBN含量,与特殊TiC粘结剂组合,得以发挥优秀的耐磨损性能
- 强化了连续加工性能的CBN材质
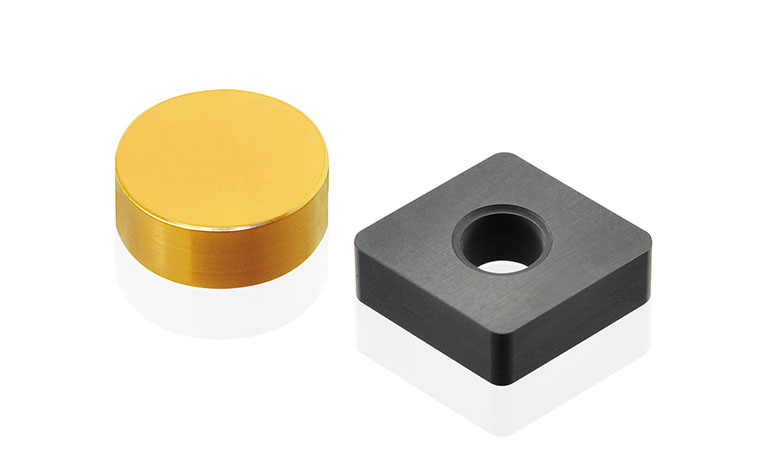
- B5K(涂层CBN):
凭借涂层处理,在对工件内层(低硬度层)加工时,抑制CBN和铁元素的化学反应
最适合去除淬火层的加工
B52(无涂层CBN):
最适合仅加工淬火层
适用场合
高硬度材料 连续加工 HRC60以上
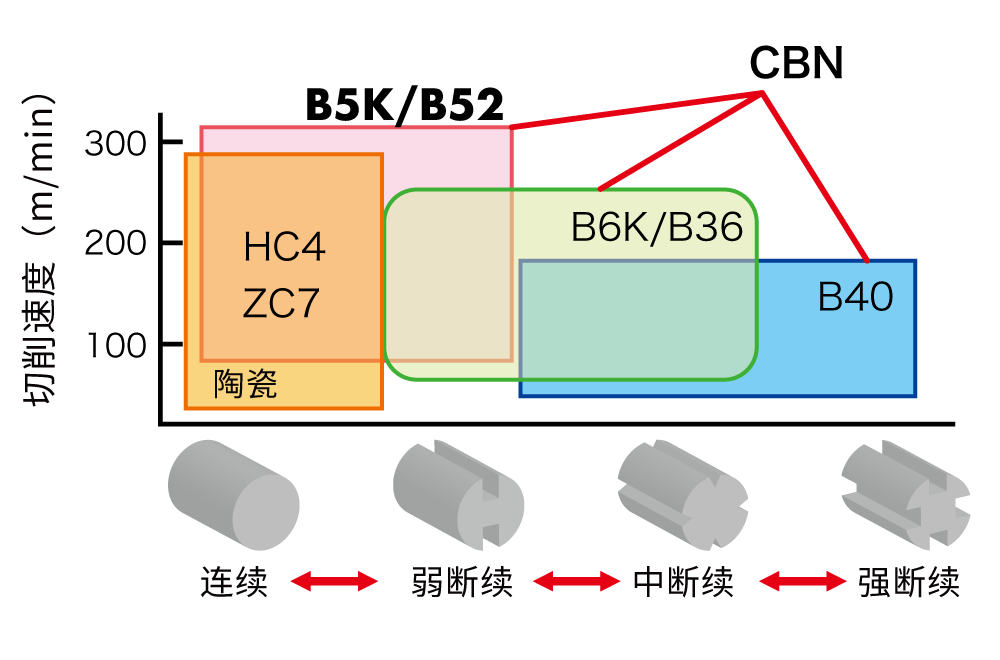
根据被切削材料的推荐材质
加工参数
横向滚动表格 →
| ●第一推荐 〇第二推荐 |
||||||||
| 材质 | 被切削材料 | 加工方法 | 工序 | 切削速度 (m/min) | 进给(mm/rev) | 切深(mm) | 干式加工 | 湿式加工 |
|---|---|---|---|---|---|---|---|---|
| B5K/B52 | 高硬度材料 (HRC60以上) | 车削 连续加工 | 精加工 | 100 - 300 | ~ 0.2 | ~ 0.5 | 〇 | ● |
根据加工用途的刃口处理
横向滚动表格 →
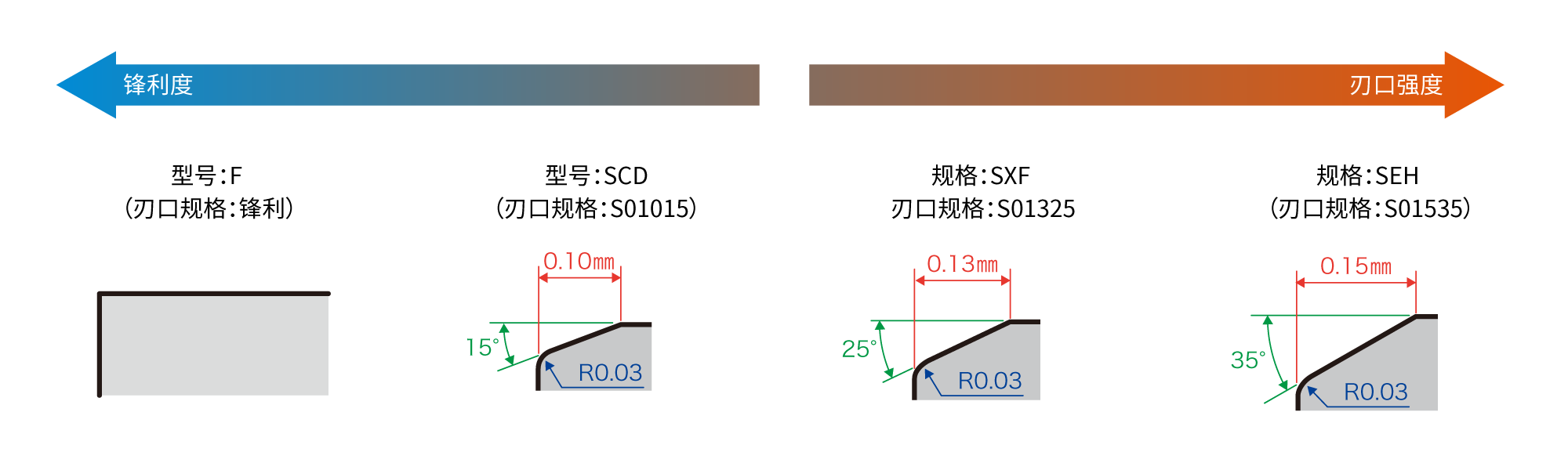
不同刃口处理的性能差异
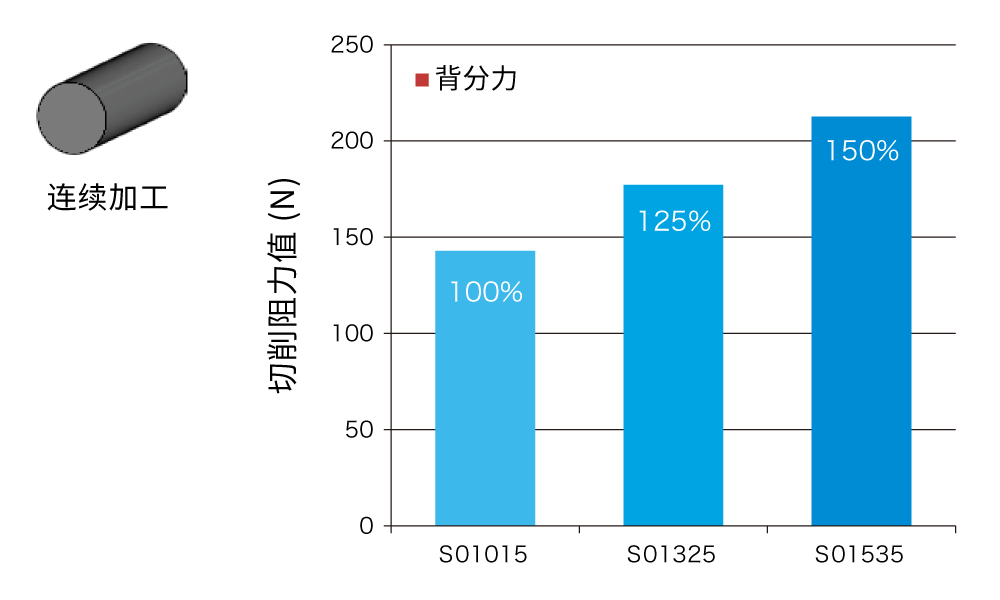
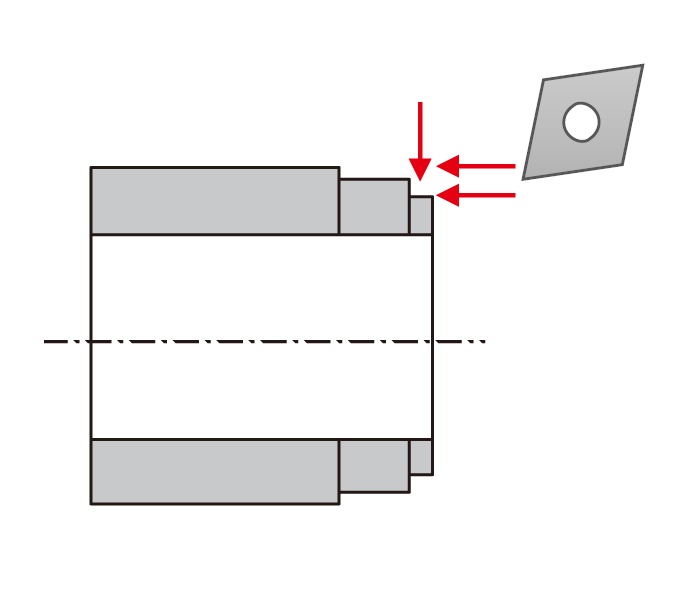
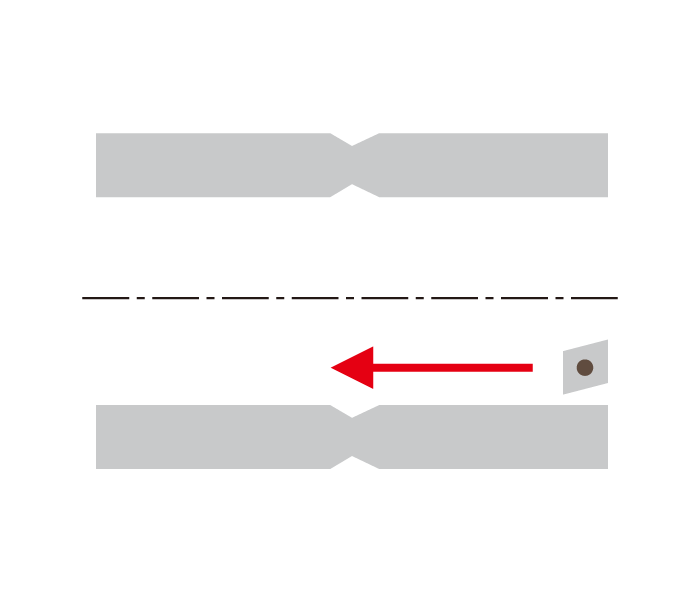
- 刃口处理越大,切削阻力越大。特别是对背分力的影响最大。
- [ 加工参数 ]
- SCM415(HRC63-65) vc=200m/min f=0.1mm/rev ap=0.2mm, 干式加工
- [ 刀片形状 ]
- TNGA160408
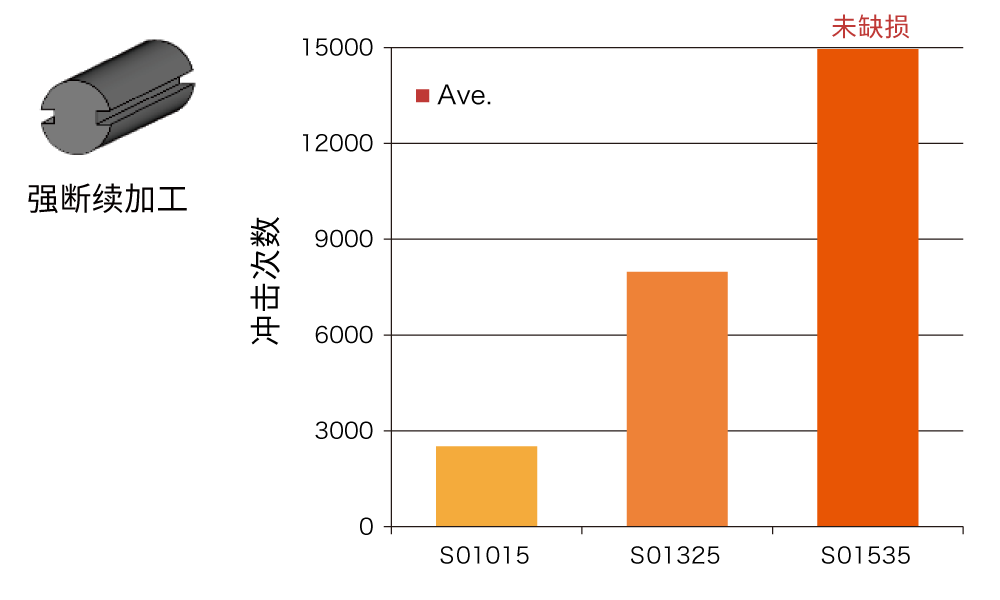
- 刃口处理越大,耐缺损性能越强
- [ 加工参数 ]
- SCM415(HRC63-65) vc=75m/min f=0.1mm/rev ap=0.3mm 干式加工
- [ 刀片形状 ]
- TNGA160408
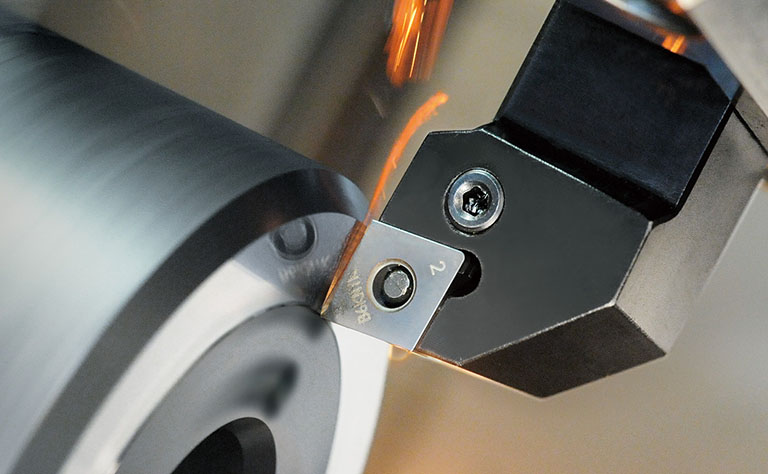
加工案例
| 轴类零件的外径加工 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| B5K | 6 个/刃 |
|
| 其他公司带涂层CBN | 3 个/刃 |
|
- 其他公司产品由于尺寸变化、加工面恶化等原因寿命低。
与此相比,B5K达到了其2倍寿命。
| 汽车零件的内径加工 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| B52 | 240 个/刃 |
|
| 其他公司带涂层CBN | 200 个/刃 |
|
- B52和其他公司产品相比,实现了其1.2倍的寿命。
产品阵容
请利用产品目录,查阅产品阵容