关于NTK
解决方案和产品
目录
技术资料与新闻
陶瓷材质快速选择指南
Quick Selection Guide for Miniature Machining
电子目录
网上商店
Linkedin
Facebook
Instagram
Youtube
简体中文
English
Deutsch
日本語
Español
mm
inch
Search
NTK切削工具
Search
简体中文
English
Deutsch
日本語
Español
HC4/ZC4
用于连续加工 | 氧化铝 TiC 陶瓷
最适合钢件硬车的超细晶粒结构
首页
/
淬火材料 - 等级
/
HC4/ZC4
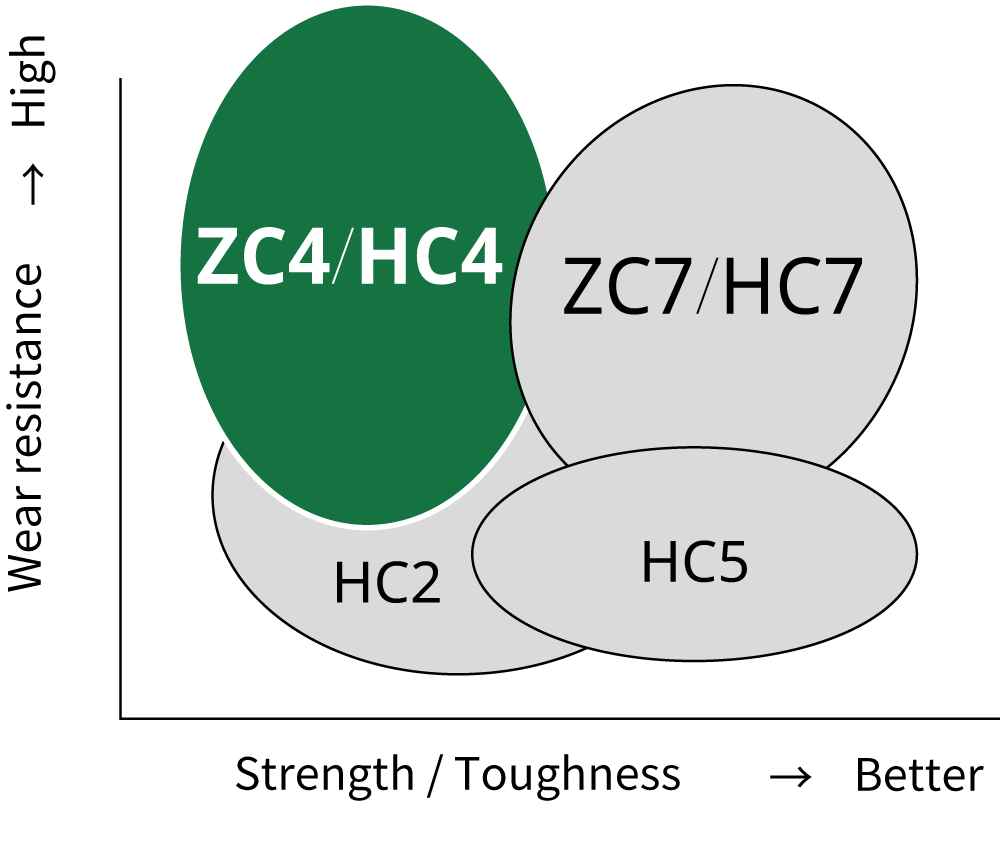
最适合高硬材料加工的陶瓷材料
通过提高刀片基材的硬度和强度实现卓越性能。 适用于 HRC 55-70 范围内的高硬材料
特点
对机加工硬化材料具有出色的耐磨性
最适合硬度为 55-70 HRC 的高硬材料精加工
金色涂层可轻松检测边缘磨损
工具应用
高硬材料的连续加工
材质特征
高硬材料 - 精加工
切削参数
- - - 滚动表格 - - -
材质
被加工材料
加工方式
工序
Cutting speed (m/min)
Cutting speed (SFM)
Feed(mm/rev)
Feed (IPR /IPT)
DOC(mm)
DOC(inch)
冷却液
ZC4
高硬材料
前扫
精加工
40 – 210
130 -690
0.07 – 0.2
.003 – .008
0.1 – 0.7
.004 – .028
干/湿
HC4
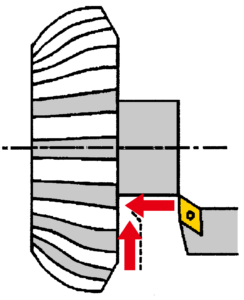
案例分析
齿轮加工
被加工材料 :
渗碳淬火钢(HRC 63)
切削速度 :
121 m/min
397 SFM
进给 :
0.03 – 0.04 mm/rev
.001 – .002 IPR
切深 :
0.15 mm
.006 inch
冷却液 :
干式
ZC4
60 件/角
竞争对手的黑瓷
30 件/角
与竞争对手的工具相比,ZC4 具有出色的耐磨性,工具寿命延长了一倍。
相关新闻
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告
电子目录(毫米)
电子目录(英制)
目录
立即联系我们
返回列表
About
关于 NTK 刀具
全球分布
公司信息
关于 NTK 刀具
全球分布
公司信息
Solutions & Products
Miniature Machining
耐热合金加工
铸铁/球墨铸铁加工
高硬材料加工
有色金属材料加工
轧辊加工
摩擦搅拌焊接
耐热合金加工
铸铁/球墨铸铁加工
高硬材料加工
有色金属材料加工
轧辊加工
摩擦搅拌焊接
材质
前扫 & 后扫
切槽 & 切断
螺纹
内径 & 多边孔
立铣刀
工具系统
材质
前扫 & 后扫
切槽 & 切断
螺纹
内径 & 多边孔
立铣刀
工具系统
Search
About
关于 NTK 刀具
全球分布
公司信息
隐私政策
ISO 证书
安全数据表
Conflict Minerals Policy
关于 NTK 刀具
全球分布
公司信息
隐私政策
ISO 证书
安全数据表
Conflict Minerals Policy
Solutions & Products
小零件加工
耐热合金加工
铸铁/球墨铸铁加工
高硬材料加工
有色金属材料加工
轧辊加工
摩擦搅拌焊接
小零件加工
耐热合金加工
铸铁/球墨铸铁加工
高硬材料加工
有色金属材料加工
轧辊加工
摩擦搅拌焊接
目录
技术资料与新闻
电子目录
陶瓷材质快速选择指南
Quick Selection Guide for Miniature Machining
网上商店
联系方式&常见问题
目录
技术资料与新闻
电子目录
陶瓷材质快速选择指南
Quick Selection Guide for Miniature Machining
网上商店
联系方式&常见问题
Linkedin
Facebook
Instagram
Youtube
mm
inch
关于
关于 NTK 刀具
全球分布
公司信息
关于 NTK 刀具
全球分布
公司信息
解决方案和产品
小零件加工
耐热合金加工
铸铁/球墨铸铁加工
高硬材料加工
有色金属材料加工
轧辊加工
摩擦搅拌焊接
耐热合金加工
铸铁/球墨铸铁加工
高硬材料加工
有色金属材料加工
轧辊加工
摩擦搅拌焊接
材质
前扫 & 后扫
切槽 & 切断
螺纹
内径 & 多边孔
立铣刀
工具系统
材质
前扫 & 后扫
切槽 & 切断
螺纹
内径 & 多边孔
立铣刀
工具系统
Search
About
关于 NTK 刀具
全球分布
公司信息
隐私政策
ISO 证书
安全数据表
Conflict Minerals Policy
关于 NTK 刀具
全球分布
公司信息
隐私政策
ISO 证书
安全数据表
Conflict Minerals Policy
Solutions & Products
小零件加工
耐热合金加工
铸铁/球墨铸铁加工
高硬材料加工
有色金属材料加工
轧辊加工
摩擦搅拌焊接
小零件加工
耐热合金加工
铸铁/球墨铸铁加工
高硬材料加工
有色金属材料加工
轧辊加工
摩擦搅拌焊接
目录
技术资料与新闻
电子目录
陶瓷材质快速选择指南
Quick Selection Guide for Miniature Machining
网上商店
联系方式&常见问题
目录
技术资料与新闻
电子目录
陶瓷材质快速选择指南
Quick Selection Guide for Miniature Machining
网上商店
联系方式&常见问题
Linkedin
Facebook
Instagram
Youtube
mm
inch