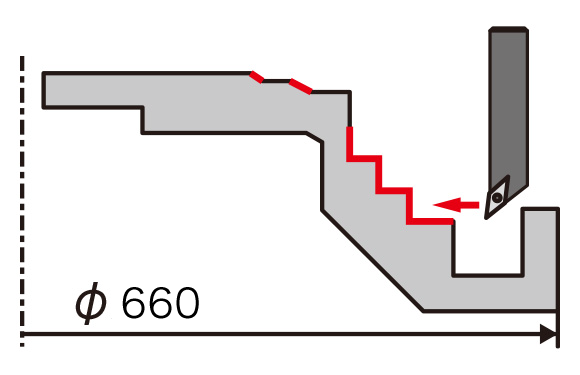
| 密封部件(精加工) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| SX7 |
7 分钟/部
|
| 竞争对手的胡须 |
15 分钟/部分
切割速度 :
200m/min
370 SFM
|
| 竞争对手的硬质合金 |
24 分钟/部分
切割速度 :
50m/min
170 SFM
|
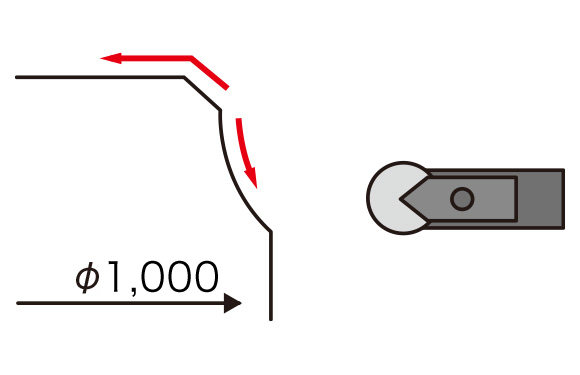
| 涡轮箱(半成品) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| SX7 |
7 分钟/部
|
| 竞争对手的胡须 |
5 分钟/部分破碎
|