| 喷气发动机部件 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
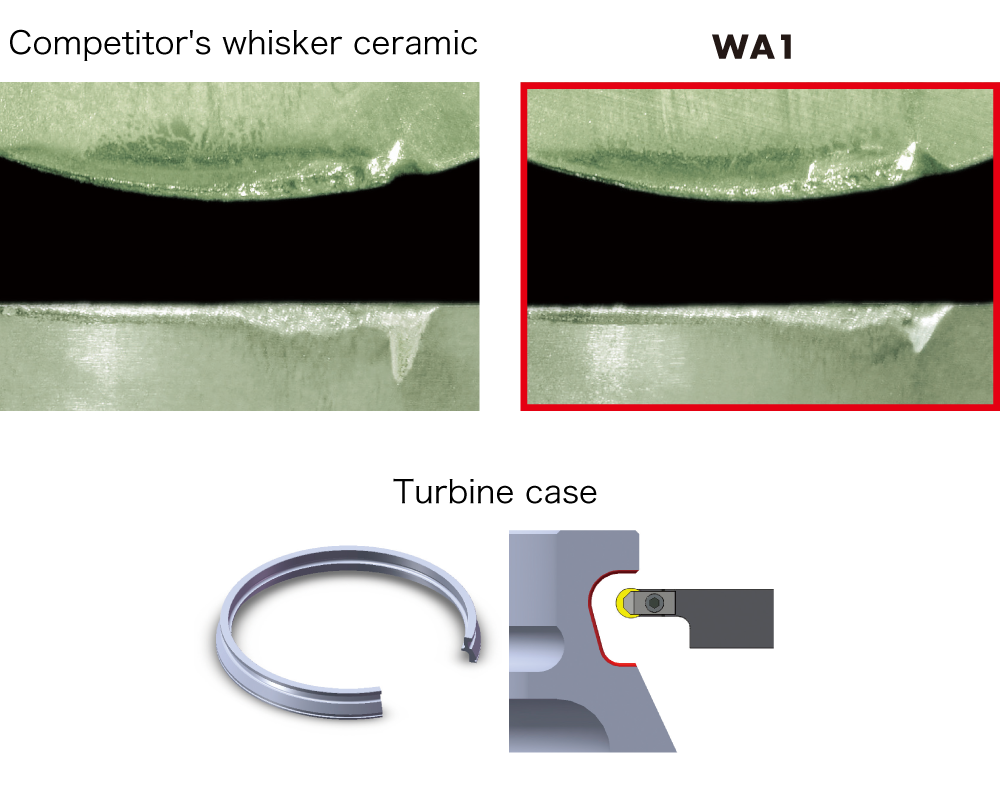
| WA5 |
80mm
3.15 inch
/角(性能稳定)
|
| 竞争对手的晶须陶瓷 |
80mm
3.15 inch
/角(部件表面可见条纹)
|
| 燃气轮机案例 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| WA1 |
1 次 = 2 分钟
|
| 竞争对手的硬质合金立铣刀 | 1 次 = 60 分钟 |