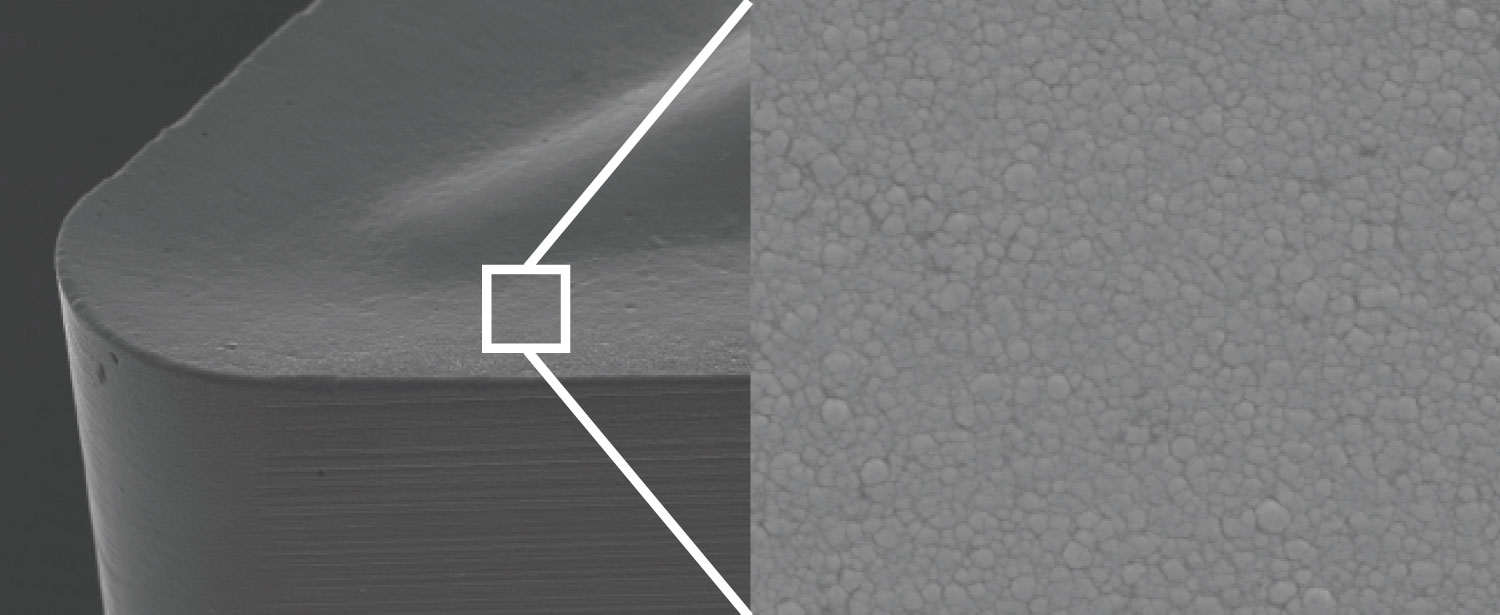
| NTK650 | Konventionelle PVD-Beschichtung |
|---|---|
 |
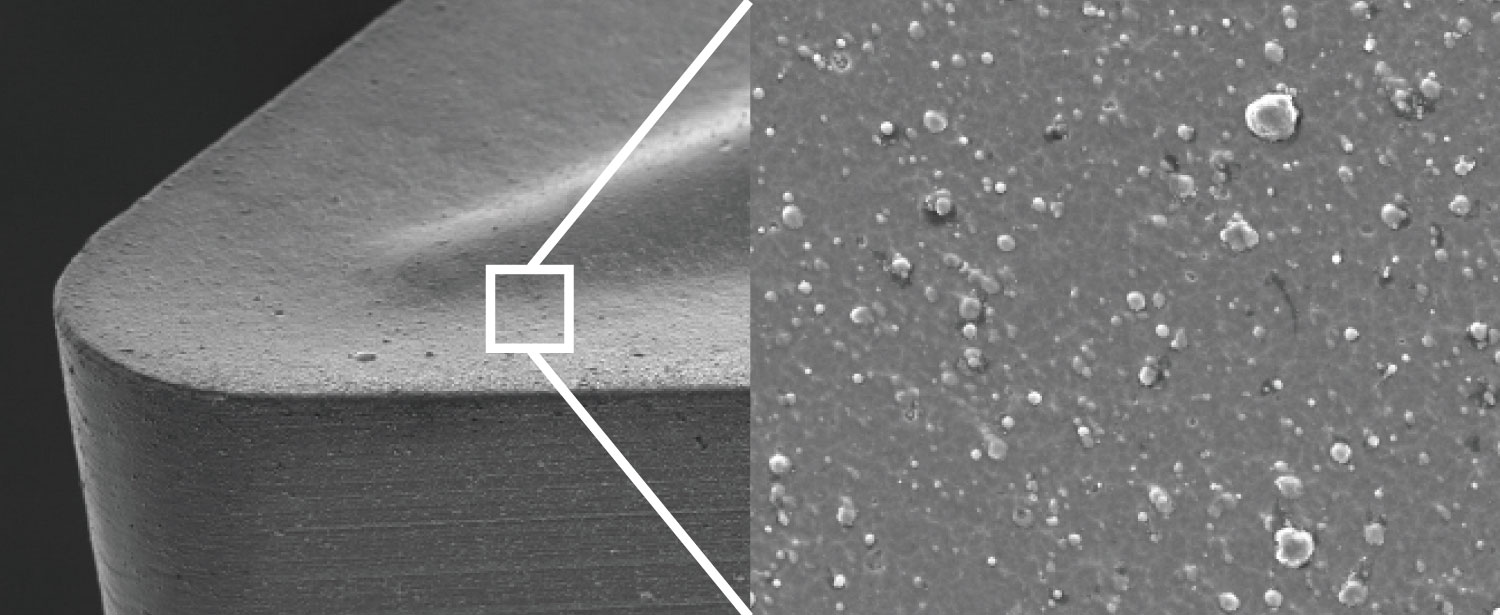 |
| NTK650 | Mitbewerber |
|---|---|
 |
 |
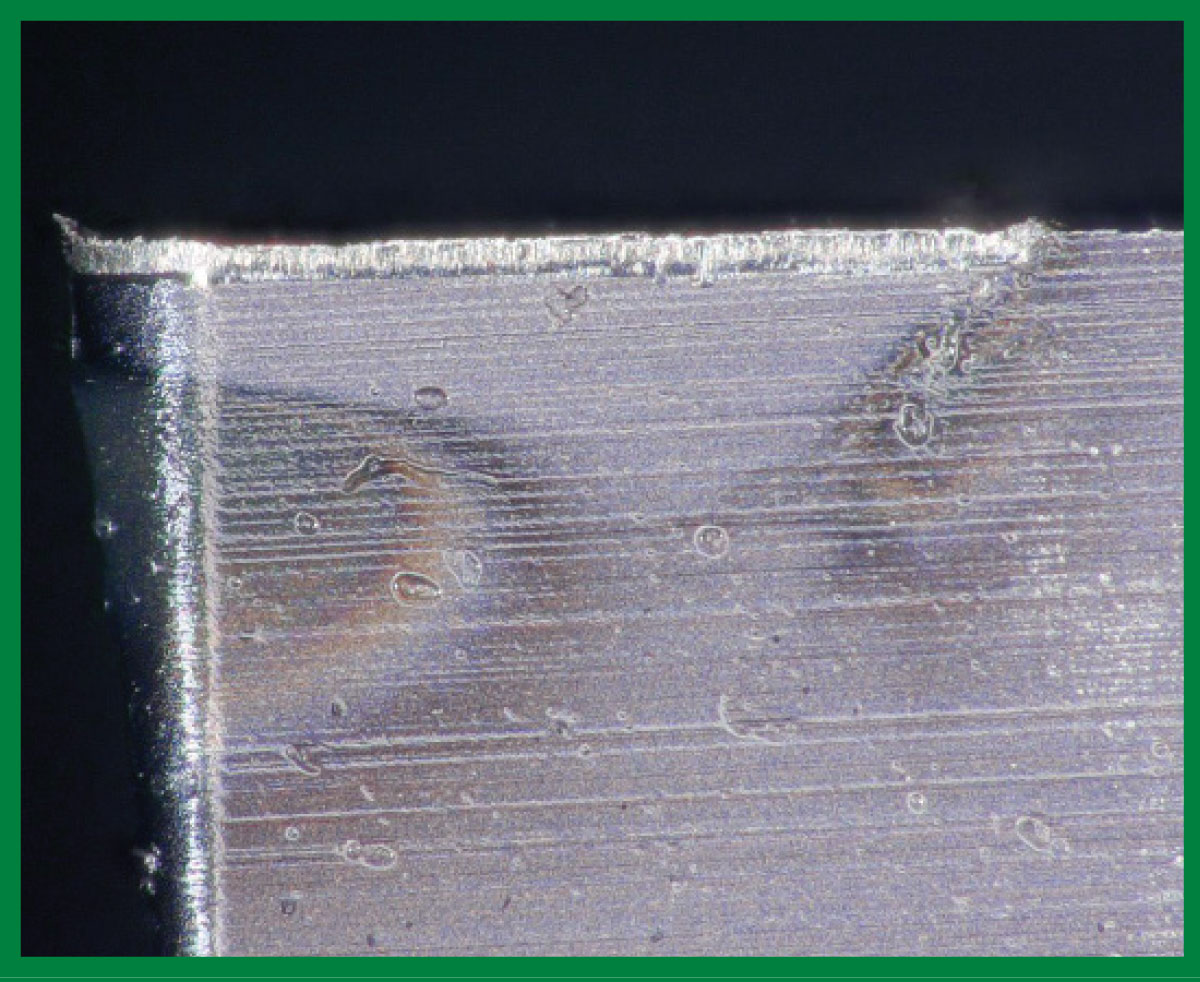
| NTK650 | Mitbewerber |
|---|---|
 |
 |
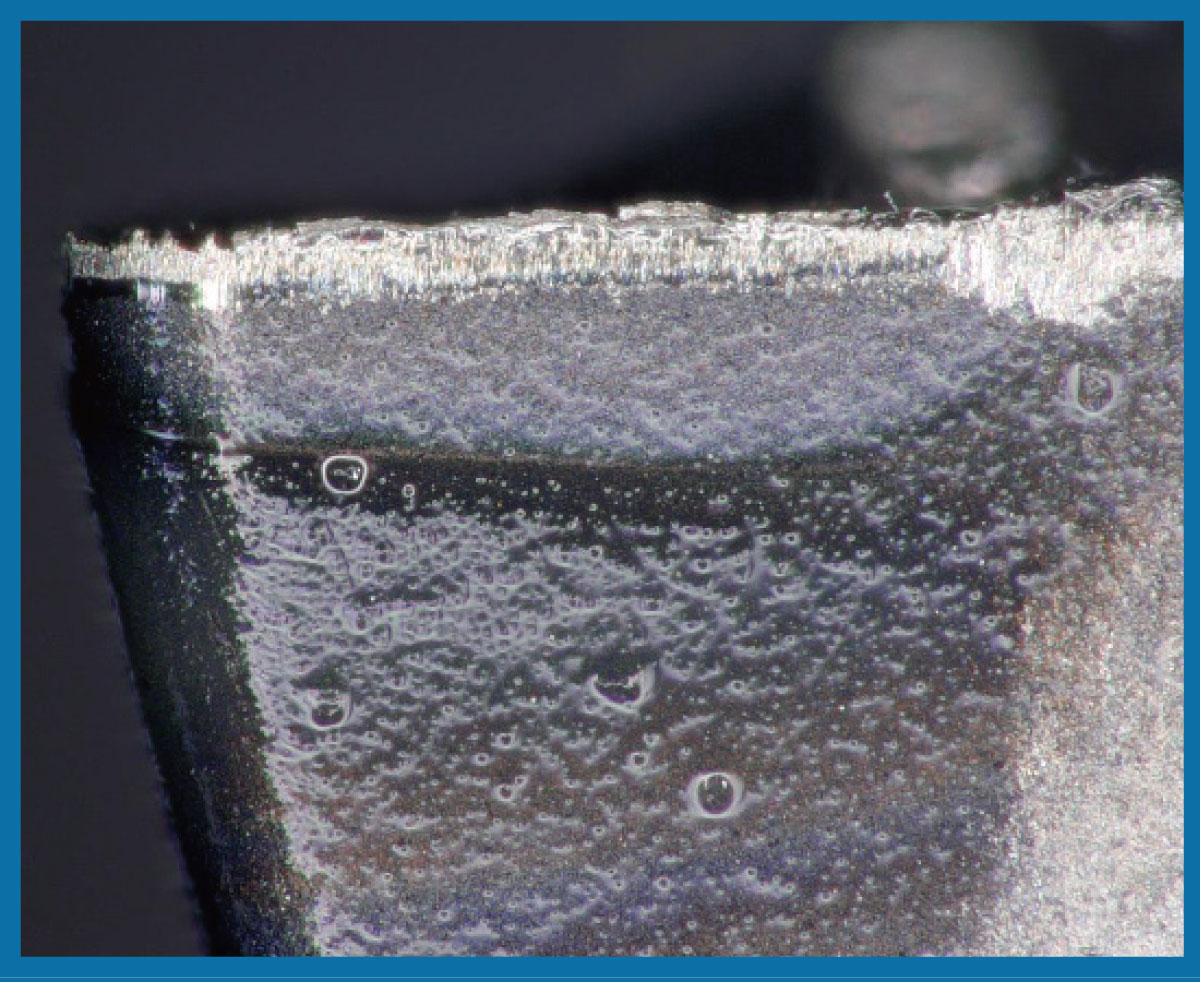
| NTK650 | Mitbewerber |
|---|---|
 |
 |
| ISO | Werkstoffe | Chipbreaker | Sorte | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
Kohlenstoffstahl Legierter Stahl |
AMX | 650 | 40 – 150 130 – 500 | 0.05 – 0.3 .002 – .012 | 0.03 – 0.1 .001 – .004 |
| TMV | 0.5 – 2.0 .020 – .080 | 0.05 – 0.2 .002 – .008 | ||||
| YL | 0.3 – 2.5 .012 – .100 | 0.02 – 0.15 .001 – .006 | ||||
 |
Schwierig zu schneiden Freischneidender Edelstahl |
AMX | 40 – 150 130 – 500 | 0.05 – 0.3 .002 – .012 | 0.03 – 0.1 .001 – .004 | |
| TMV | 0.5 – 2.0 .020 – .080 | 0.05 – 0.2 .002 – .008 | ||||
| YL | 0.3 – 2.5 .012 – .100 | 0.02 – 0.15 .001 – .006 | ||||
 |
HRSA Co-Cr-Legierung Titan |
AMX | 20 – 80 70 – 260 | 0.05 – 0.3 .002 – .012 | 0.03 – 0.1 .001 – .004 | |
| TMV | 0.5 – 2.0 .020 – .080 | 0.05 – 0.2 .002 – .008 | ||||
| YL | 0.3 – 2.5 .012 – .100 | 0.02 – 0.15 .001 – .006 |
| Halbleiter-Komponente | |
|---|---|
|
 |
|
|
|
|
|
|
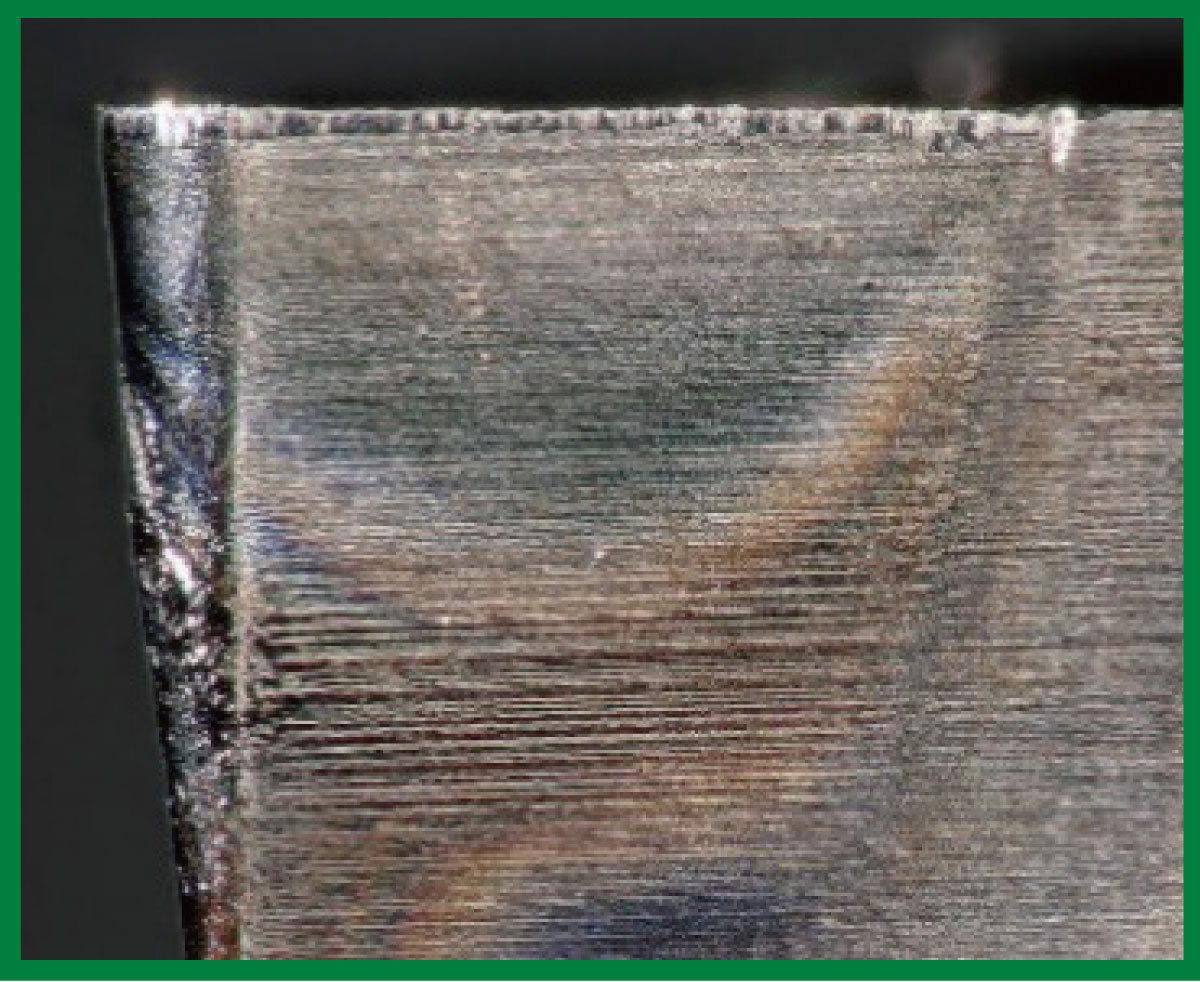
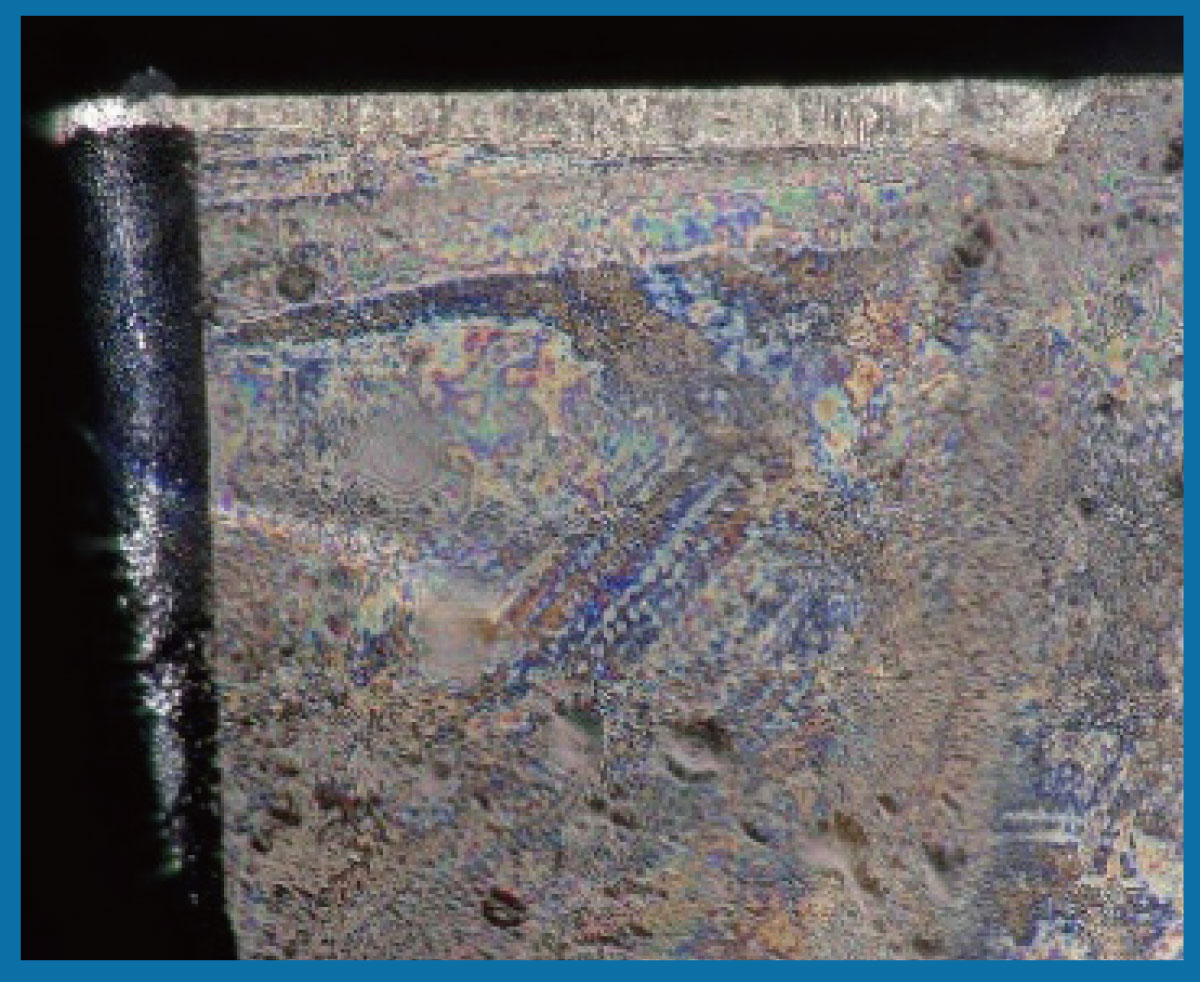
| NTK650 |
400 Stück / Schneide
|
| Konventionelles Werkzeug (Hartmetall beschichtet) |
|
| Gemeinsame Komponente für Kraftwerk | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
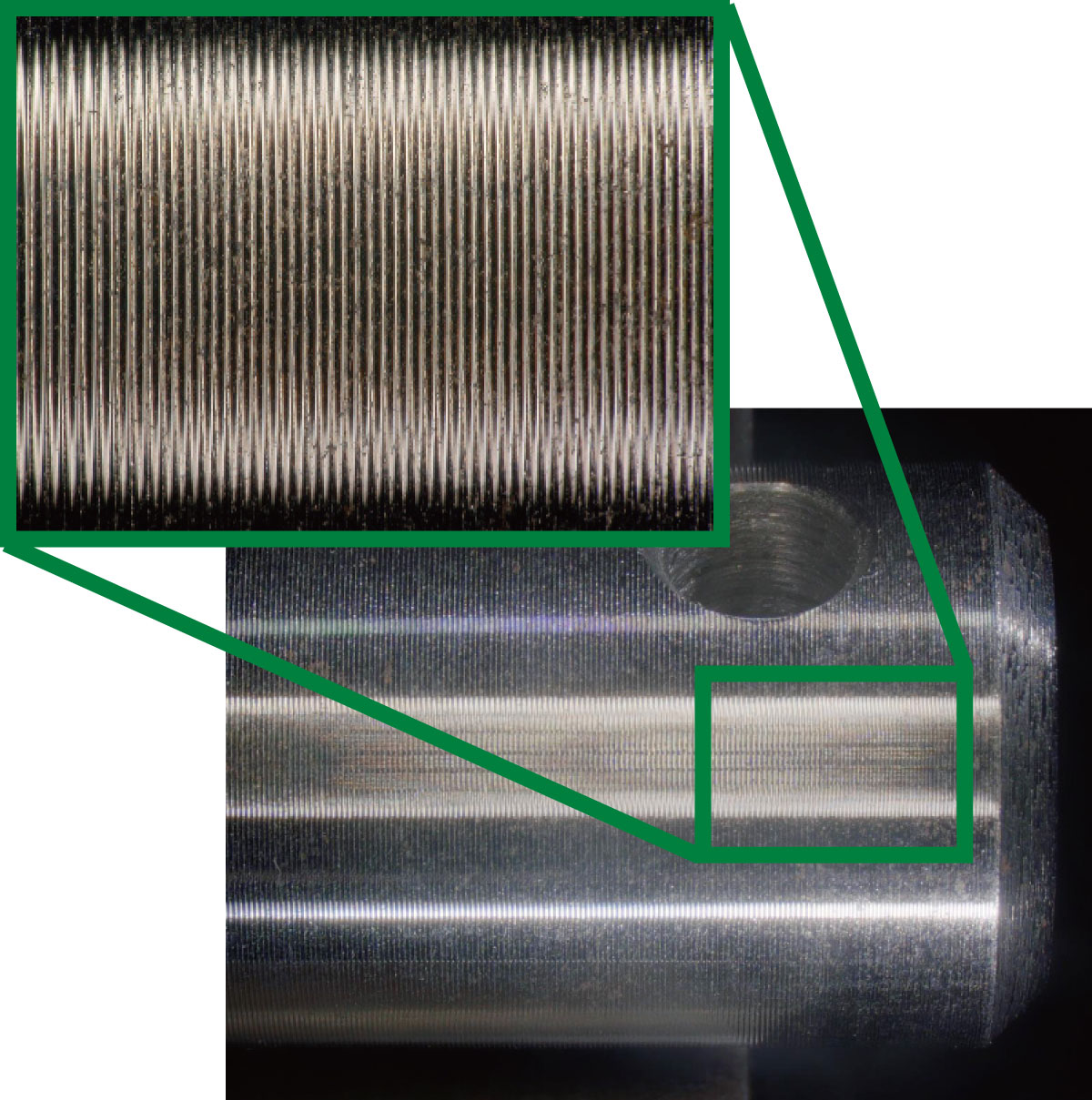
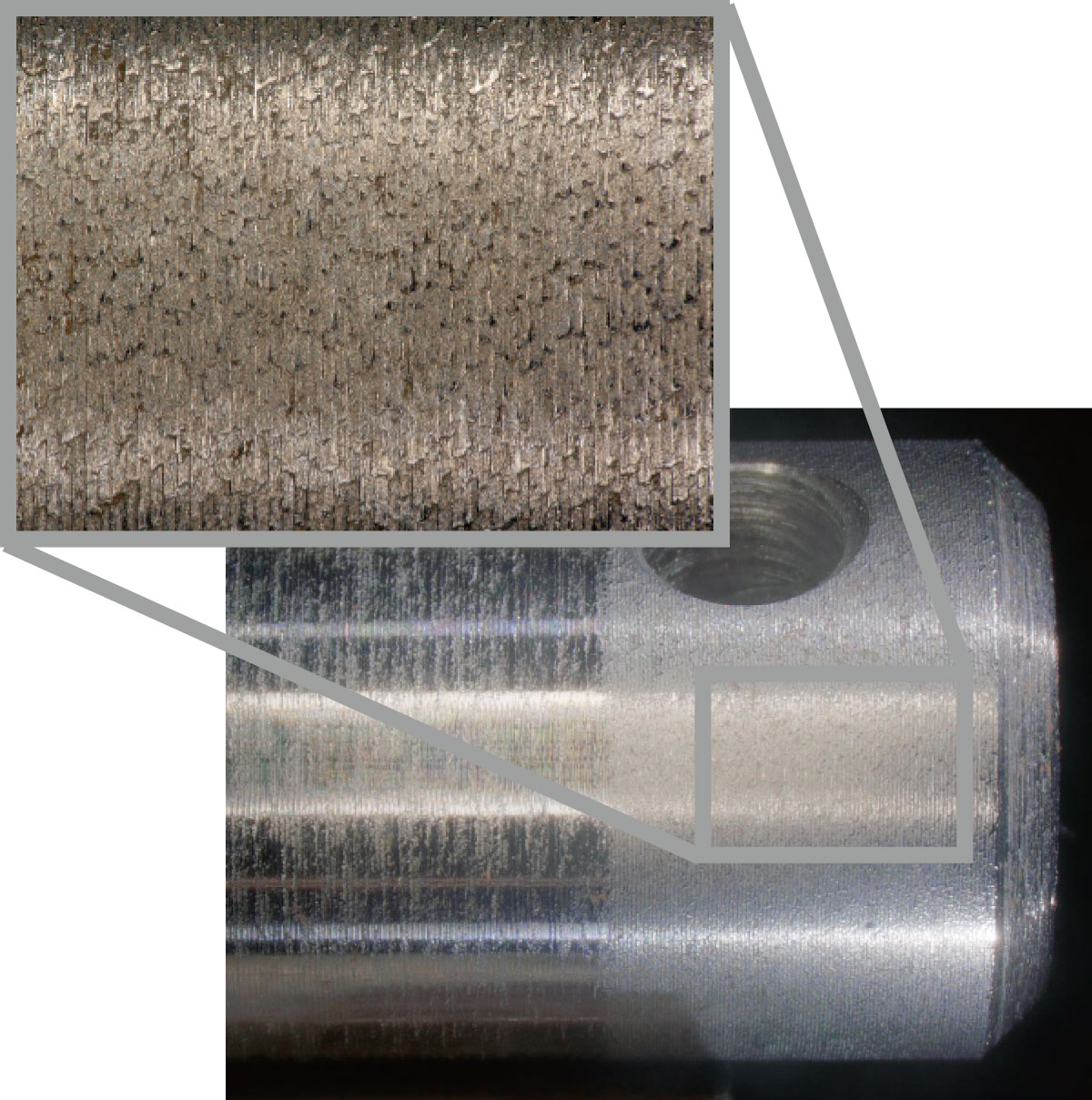
| NTK650 |
420 Stück / Ecke
|
| Konventionelles Werkzeug (Beschichtetes Hartmetall) |
210 Stück / Ecke
|
| Stift | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| NTK650 |
9,800 Stück / Ecke
|
| Konventionelles Werkzeug (PVD-beschichtetes Hartmetall) |
5,500 Stück / Ecke
|
| Bolzen | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| NTK650 |
500 Stück / Ecke
|
| Konventionelles Werkzeug (PVD-beschichtetes Hartmetall) | 100 Stück / Ecke |