Hochsteife Bohrstangen und Wendeschneidplatten, die die Späne vom Werkstück wegführen.
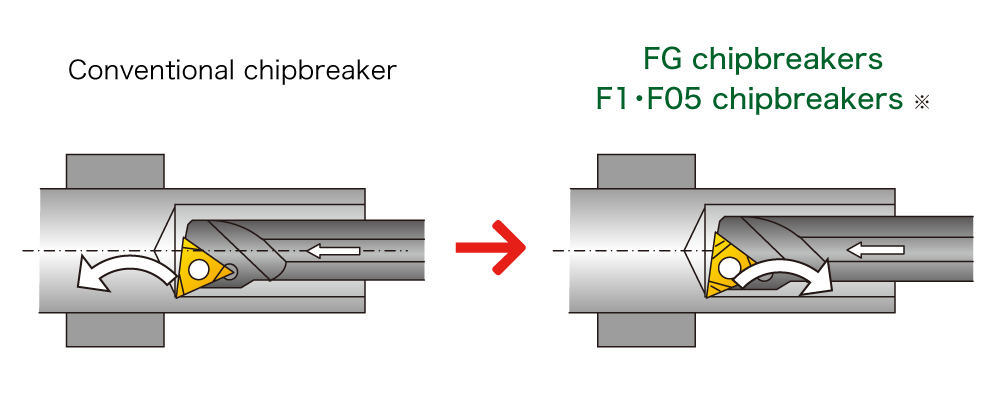
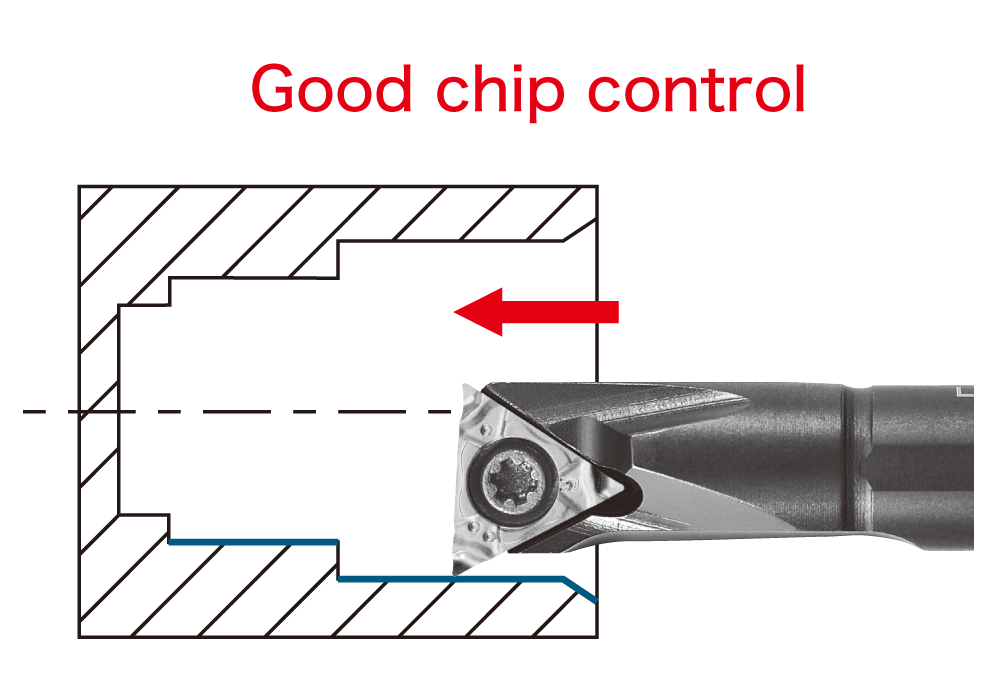
Das einzigartige Design der Bohrstange verbessert die Stabilität erheblich. In Kombination mit speziellen Spanbrechern wird die Richtung der Spanevakuierung während des Innendrehens optimal kontrolliert.
Eigenschaften
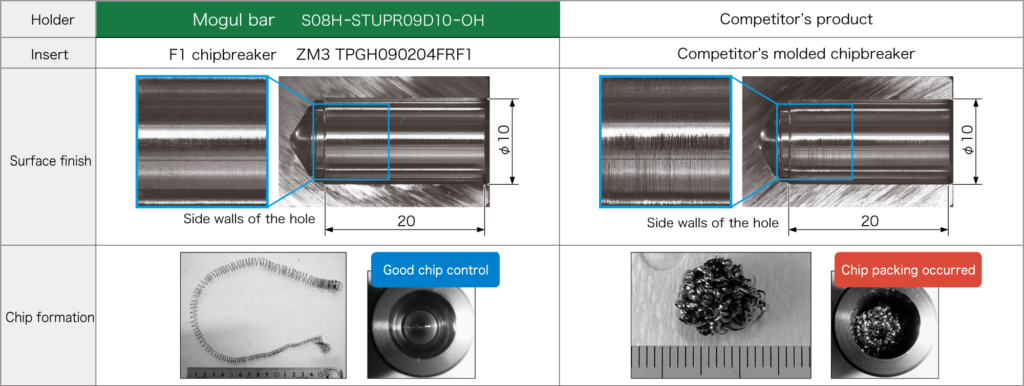
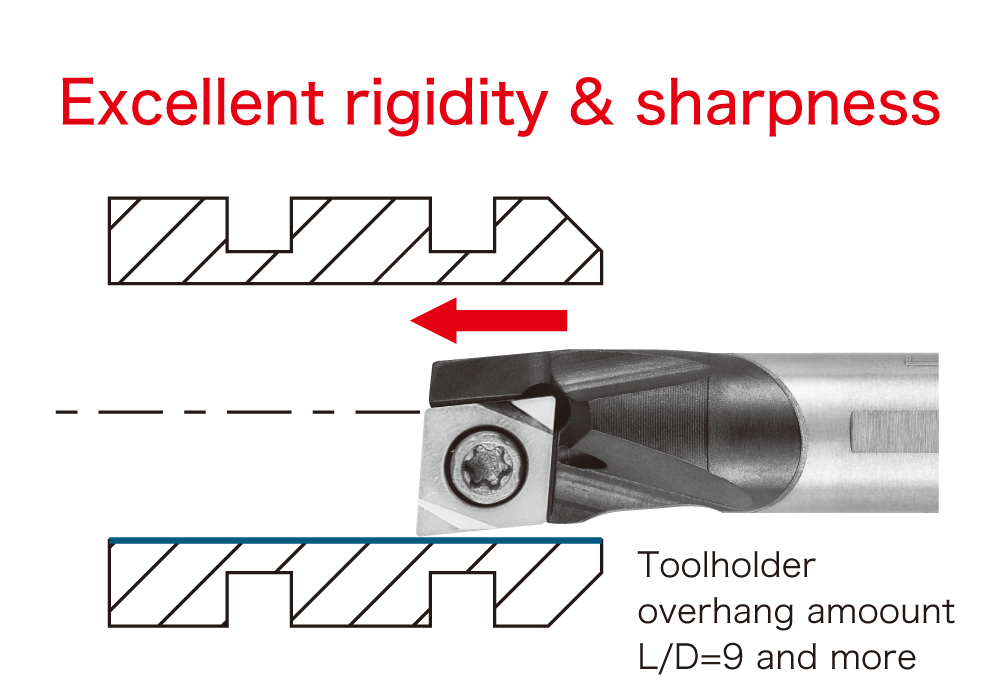
Die Halterung wurde entwickelt, um Steifigkeit zu gewährleisten und Vibrationen zu vermeiden.
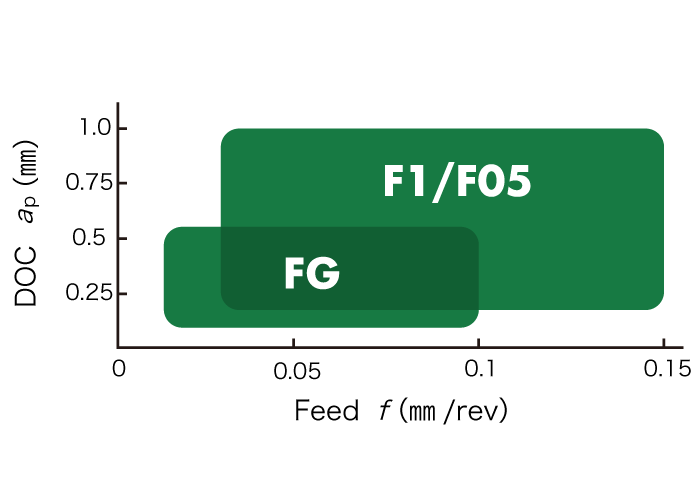
F1, F05, FG Spanbrecher wurden für Anwendungen in Sacklöchern entwickelt, um die Späne nach hinten und aus dem Loch zu leiten und so einen Spänestau zu verhindern.
Kühlmittel durch Bohrstangen zur Unterstützung der Spanabfuhr
F-Spänebrecher leiten die Späne nach hinten und aus dem Loch * Verwenden Sie einen rechtshändigen Einsatz mit einer rechtshändigen Bohrstange
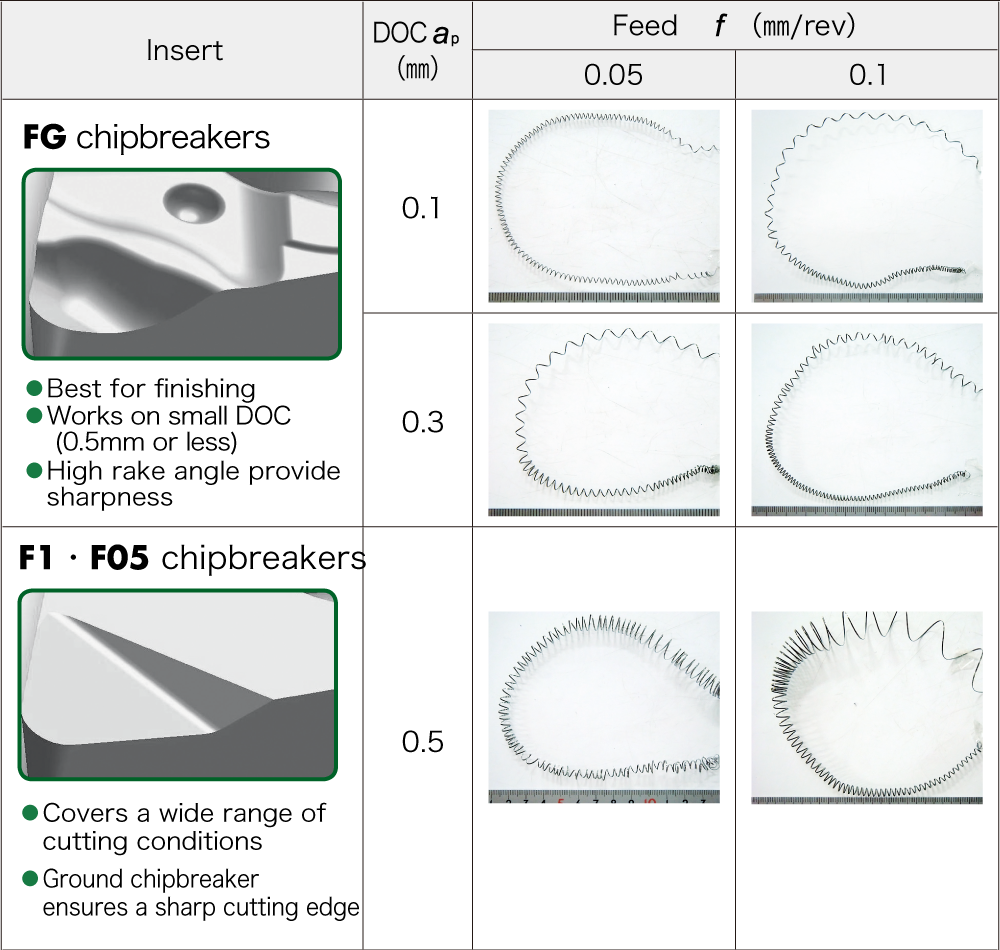
Merkmale der FG / F05 / F1 Spanbrecher
[ Schnittbedingungen ] Material : SCM415 part diameter ⌀12 Machining depth 20mm vc = 80m/minpart diameter ⌀.472” 260 SFM Depth of Bore : .787”WET(Externes Kühlmittel)
[ Verwendete Werkzeuge ] Halter : Stahlschaft S10KSTUPR11D12-OH Einsatz : TPGH110304 TypeTPGH221 *Bei Verwendung von FG, F1, F05 Spanbrechern – verwenden Sie einen rechtshändigen Einsatz mit einer rechtshändigen Bohrstange.
Schnittbedingungen
- - Blättern Sie in der Tabelle - - -
Beschichtete Sorte
Material
Operationstyp
Überhang Betrag
Cutting speed (m/min)Cutting speed (SFM)
Feed (mm/rev)Feed (IPR)
DOC (mm)DOC (inch)
ST4
Rostfrei
ID-Bohrungen
ID-Bohrungen Rückdrehen
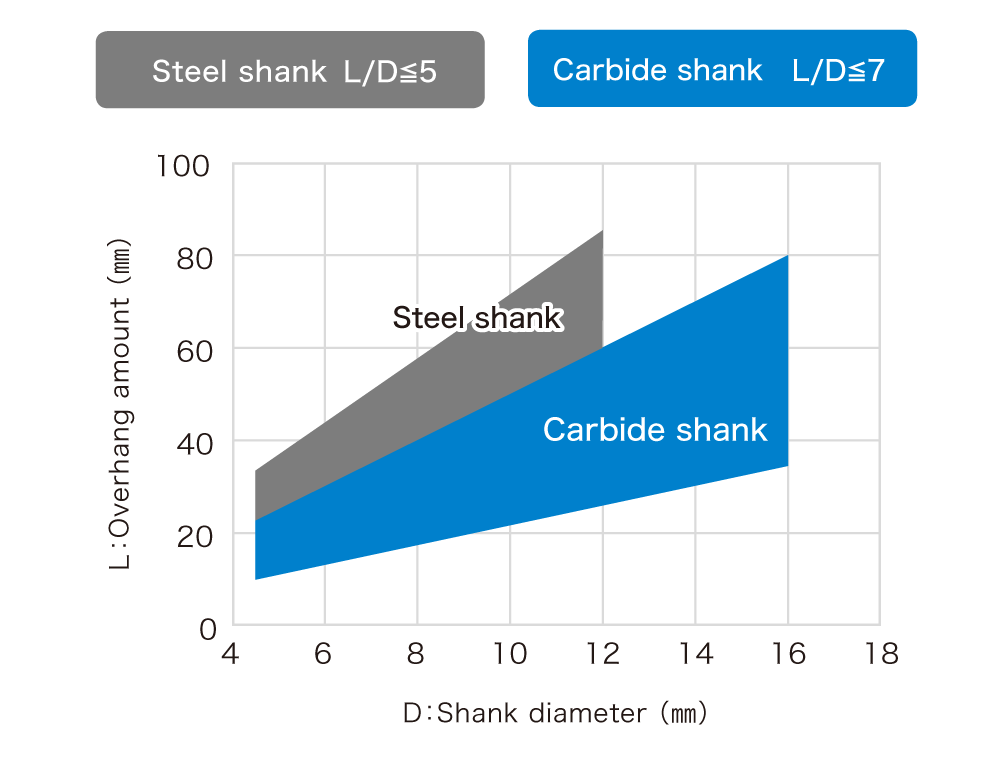
Stahl-Schaft ~5D
Hartmetall-Schaft ~7D
40 – 120130 – 400
0.02 – 0.2.0008 – .005
0.1 – 1.0.004 – .080
QM3
Legierter Stahl / Kohlenstoffstahl / gehärtetes Material
50 – 150150 – 500
DM4/DT4
Schwierig zu schneidendes Material / Titanlegierung / Hochtemperaturlegierungen
[ Verwendete Werkzeuge ] Halterung : S08H-STUPR09D10-OH Typ (minimum bore diameter of ⌀10) Shank diameter : ⌀8(minimum bore diameter of ⌀.39”) Shank diameter : ⌀.315”Einsatz : TPGH090204 Typ
Fallstudie
Ventilteile
Material :
SUS304304SS
Schnittgeschwindigkeit :
80 m/min270 SFM
Futtermittel :
0.05 mm/rev .002 IPR
DOC :
0.2 ~ 0.5 mm .008 ~ .020 inch
Halterung :
S08H-STUPR09D10-OH
Einsatz :
TPGH090202RFG
Mogulstäbe
+TM4 FGbreaker
1.500 Stück
Produkt eines Mitbewerbers
700 Stück
Die Standzeit des Konkurrenzprodukts war aufgrund der Späne nicht stabil. NTKs Mogulstange und Wendeschneidplatte mit FG Spanbrecher saugten die Späne aus dem Loch, was zu einer 2,1-fachen Erhöhung der Standzeit führte.
Ärmel
Material :
SUM43
Schnittgeschwindigkeit :
75 m/min250 SFM
Futtermittel :
0.05 mm/rev.002 IPR
DOC :
0.1 mm.0039 inch
Halterung :
C06H-SCLPR04D07-OH
Einsatz :
CPGH04102FRF1
Mogulstäbe
+TM4 F1breaker
900 Stück
Konventionelles Werkzeug
500 Stück
Die Bohrstange des Wettbewerbers wies aufgrund des großen Überhangs starke Vibrationen auf. Die Bohrstange von NTK beseitigte die Vibrationsprobleme und die Wendeschneidplatte mit F1 Spanbrecher erzielte eine 1,8-fach höhere Standzeit.