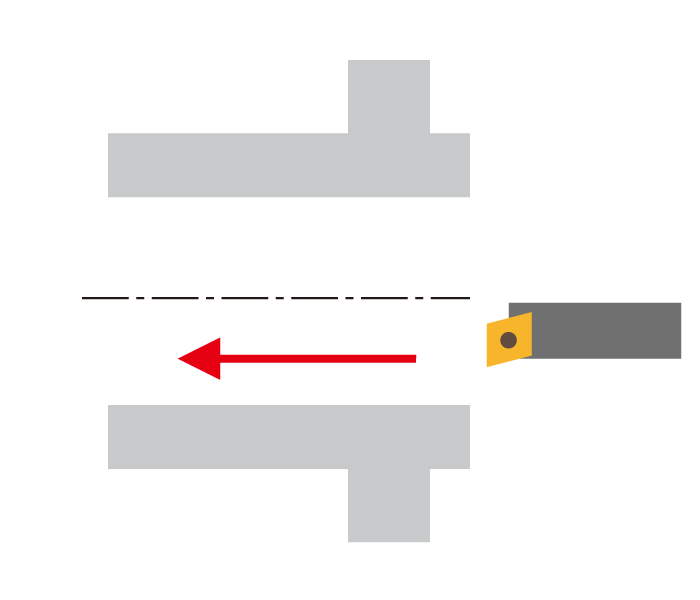
| ID-Bohrung des Gehäuseteils | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| CP1 |
110 Stück / Ecke
|
|
| CVD-beschichtetes Hartmetall von Wettbewerbern |
50 Stück / Ecke
|
|
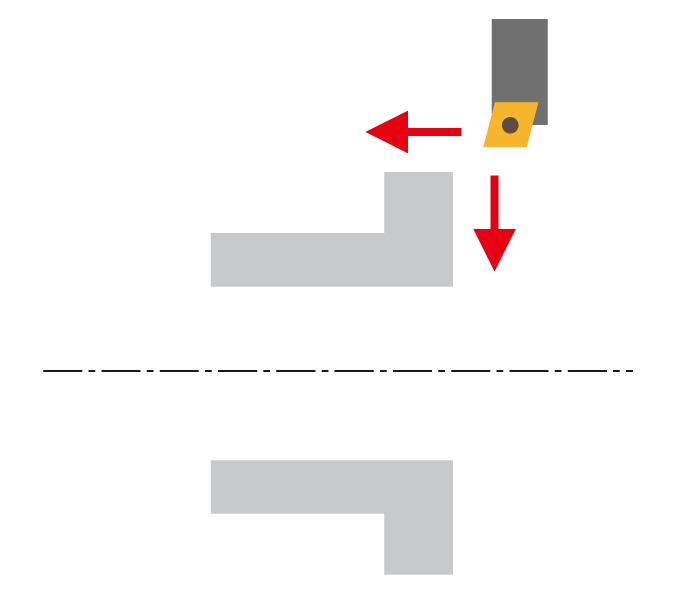
| OD-Bearbeitung von Wasserrohrteilen | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| CP1 |
60 Stück / Ecke
|
|
| CVD-beschichtetes Hartmetall von Wettbewerbern |
8 Stück / Ecke |
|