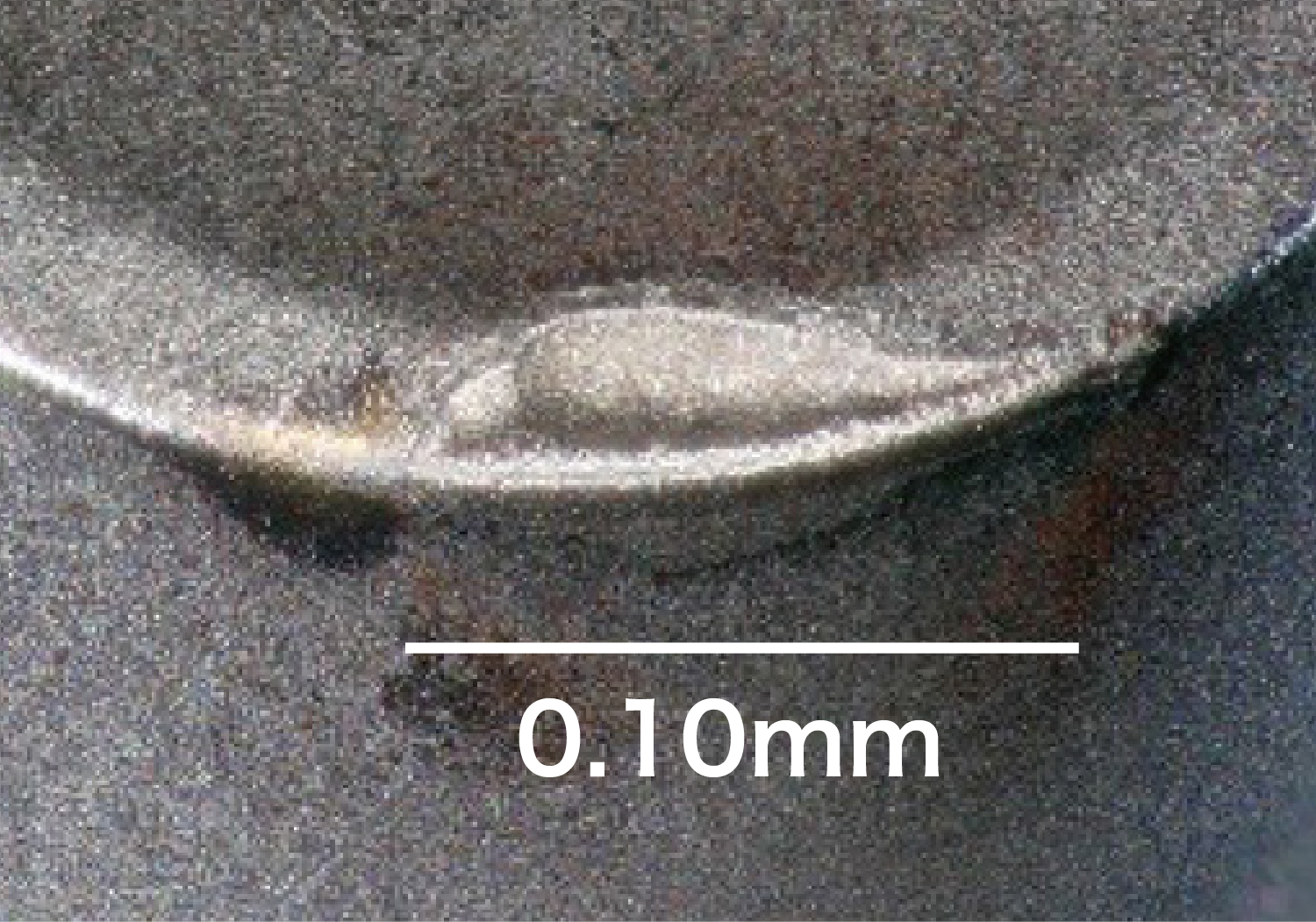
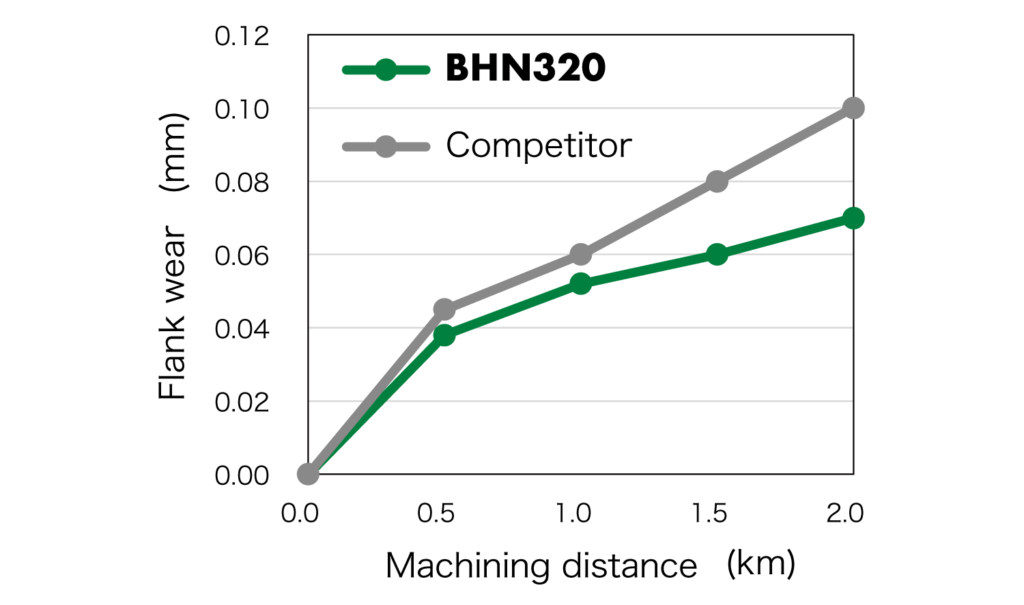
| BHN320 | Competitor |
|---|---|
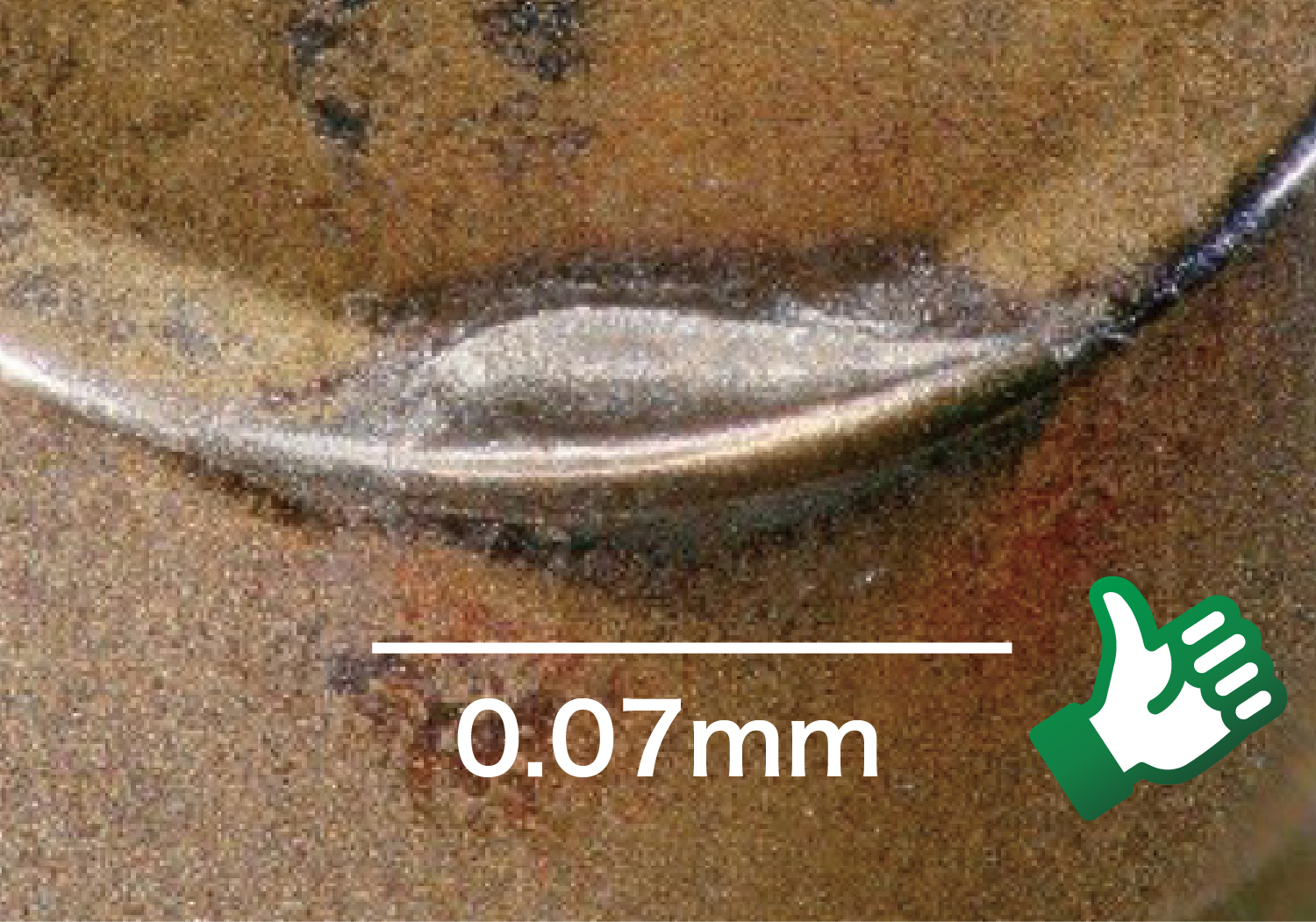 |
 |
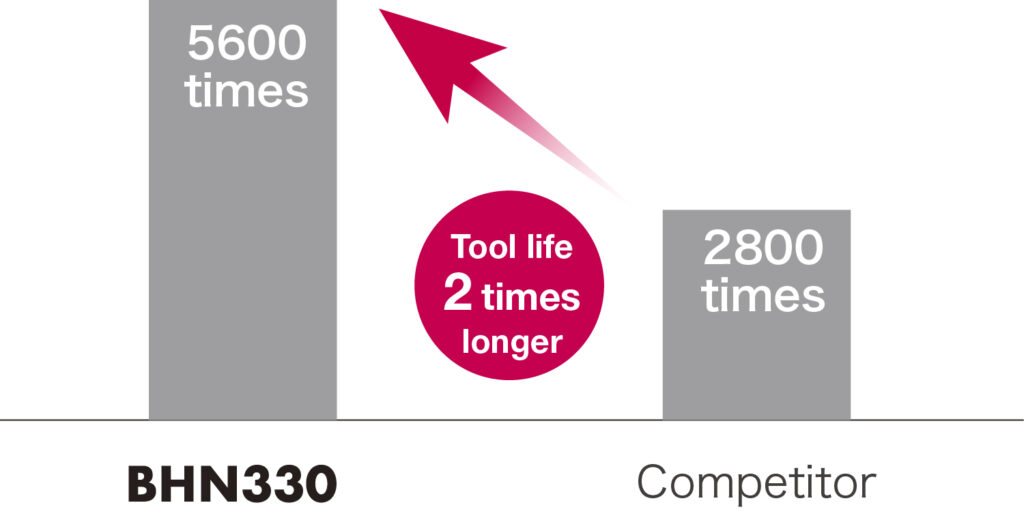
| BHN330 | Competitor |
|---|---|
 |
 |
| Number of impacts 2800 times | |
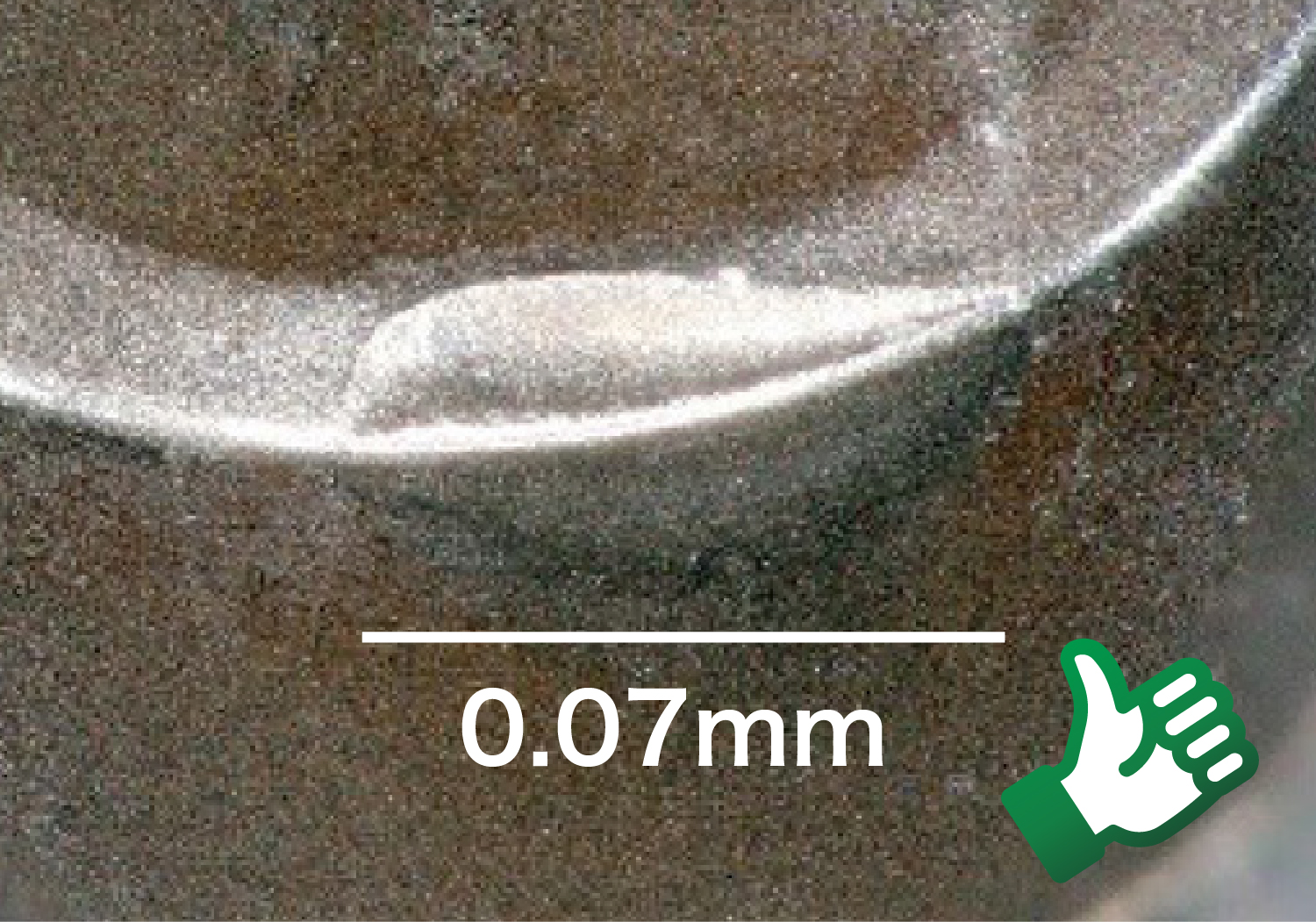
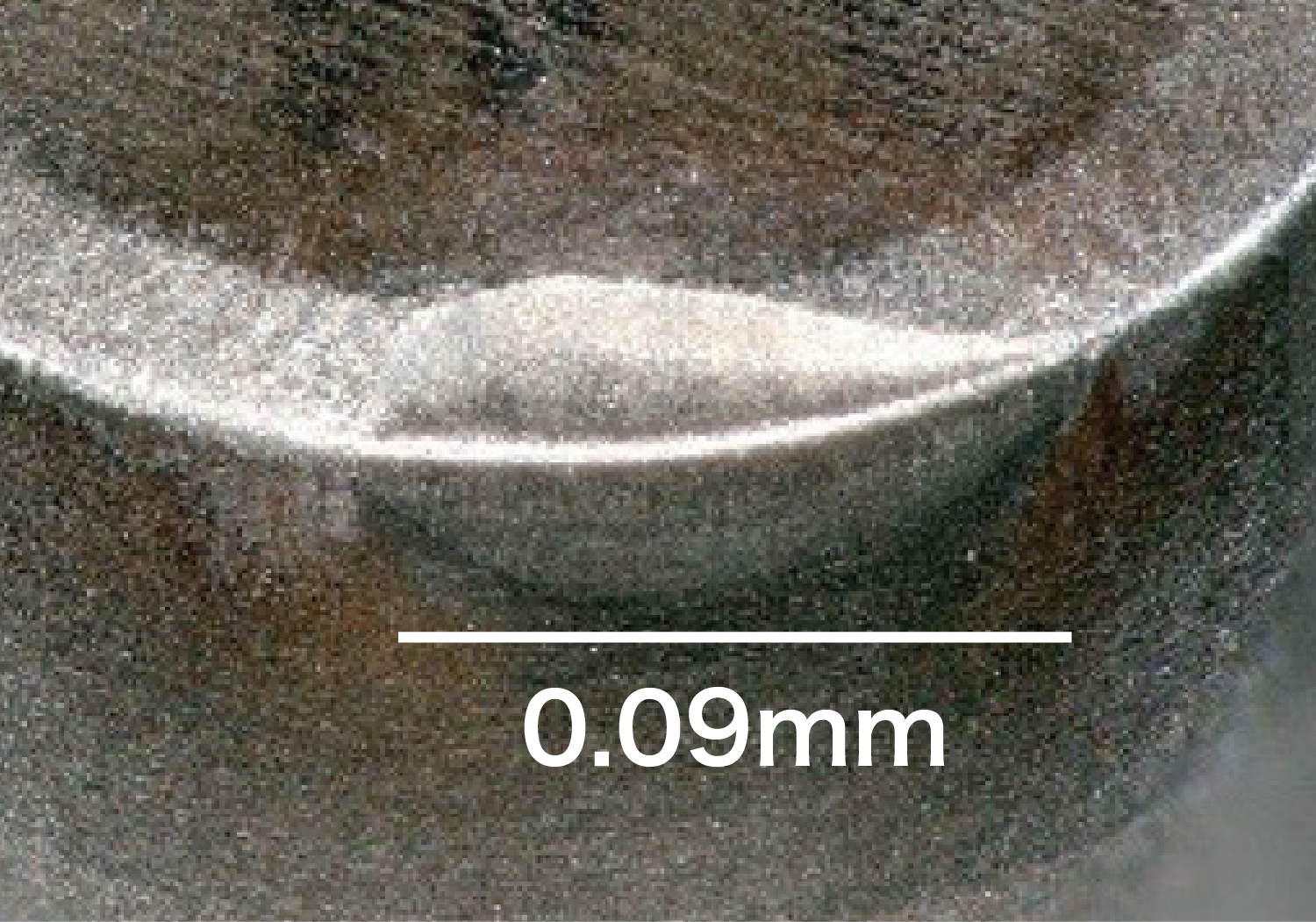
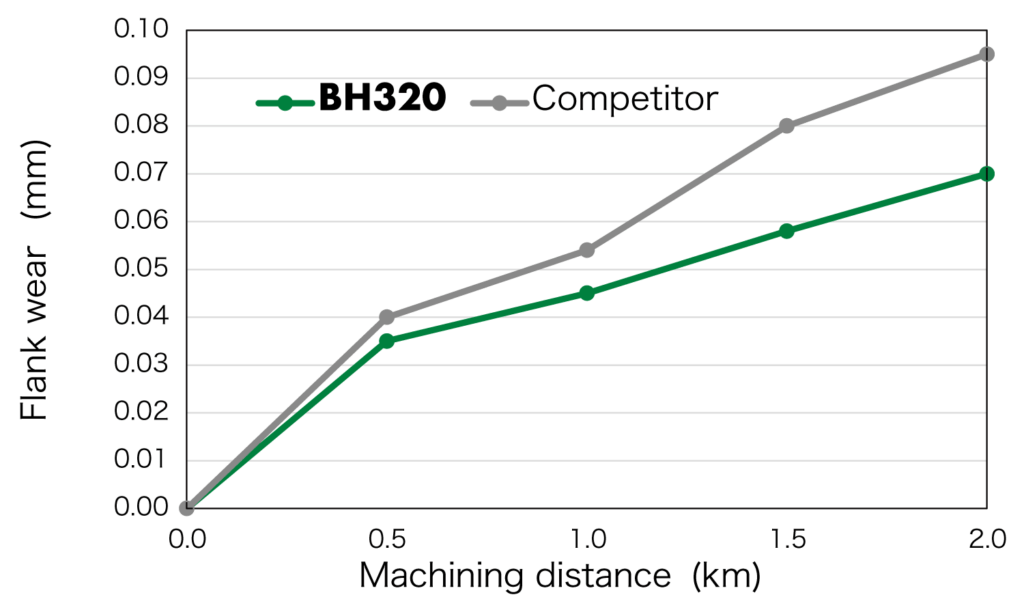
| BH320 | Competitor |
|---|---|
 |
 |
| BH330 | Competitor |
|---|---|
 |
 |
| BH330 | Competitor |
|---|---|
 |
 |
| Number of impacts 3500 times | |
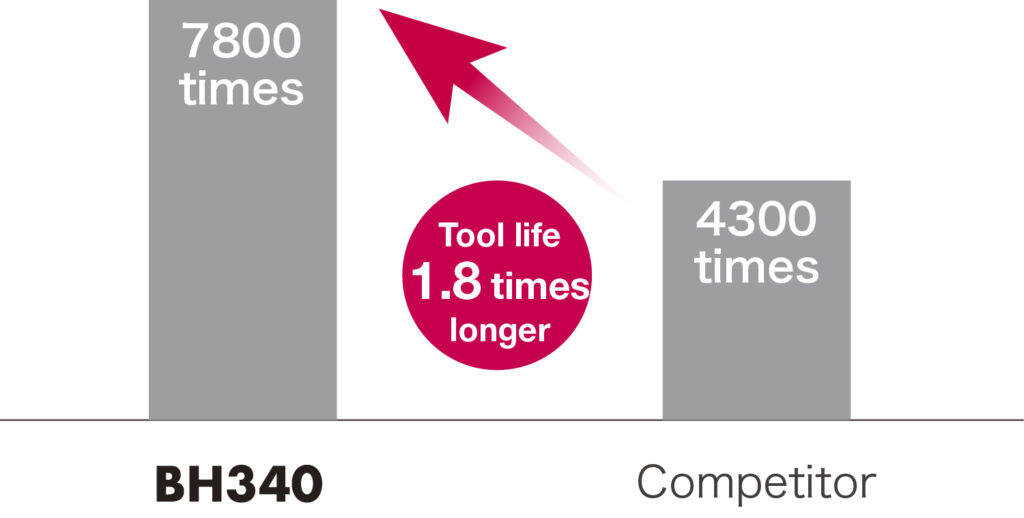
| BH340 | Competitor |
|---|---|
 |
 |
| Number of impacts 4300 times | |
| Automotive parts | ||
|---|---|---|
|  | |
| ||
| ||
| ||
| ||
| ||
| BHN320 | 400 pcs / corner | |
| Competitor’s CBN | 200 pcs / corner | |
| Automotive parts | ||
|---|---|---|
|  | |
| ||
| ||
| ||
| ||
| ||
| BH340 | 140 pcs / corner | |
| Competitor’s CBN | 100 pcs / corner | |