 Bester Schneidstoff für die Bearbeitung von Edelstahl | PVD beschichtete Hartmetallsorte für Präzisions CNC-Drehmaschinen
Bester Schneidstoff für die Bearbeitung von Edelstahl | PVD beschichtete Hartmetallsorte für Präzisions CNC-Drehmaschinen
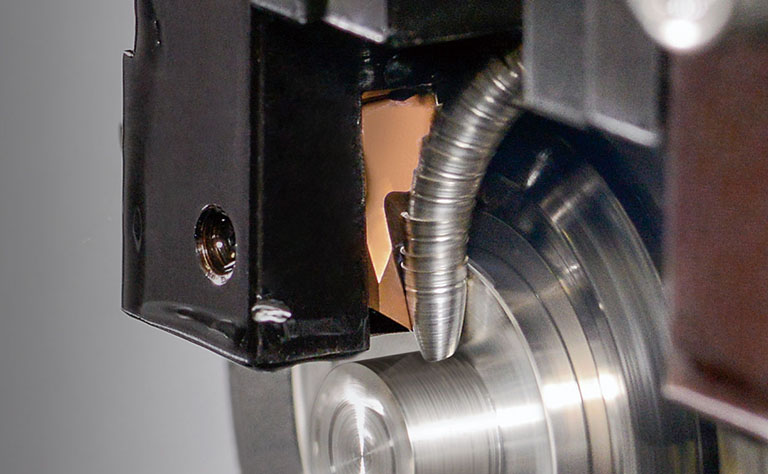
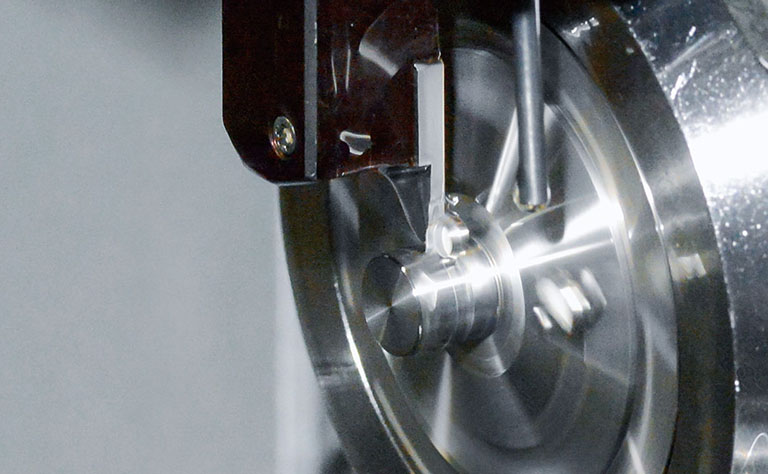
Probleme beim Bearbeiten von Edelstahl ? - ST4 löst das Problem
Außergewöhnliche Werkzeugstandzeit bei der Bearbeitung schwieriger rostfreier Stähle (1.4301)
und Stähle mit ST4; PVD-beschichtete Hartmetallsorte
ST4 beschichtete Wendeschneidplatten lösen häufige Bearbeitungsprobleme wie zum Beispiel schlechte Werkzeugstandzeiten, Dimensionsänderungen und Späneverhedderung.
Produktvideo

Eigenschaften
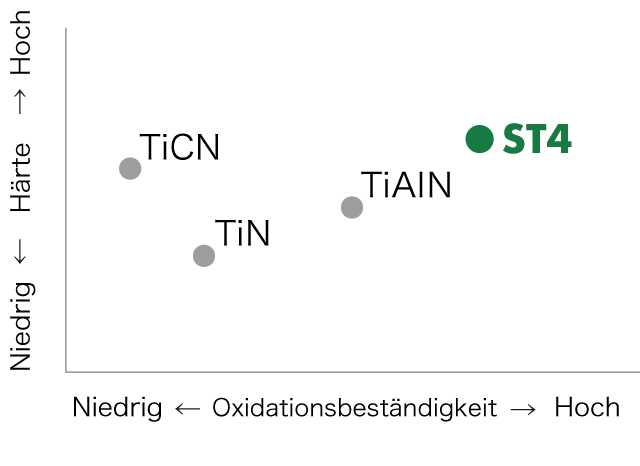
- Hohe Härte und Oxidationsbeständigkeit
- Hervorragende Standzeit und effiziente Bearbeitung von schwer zerspanbaren Edelstählen und Stählen
- Verbesserte Beschichtungshaftkraft und Oberflächenglätte
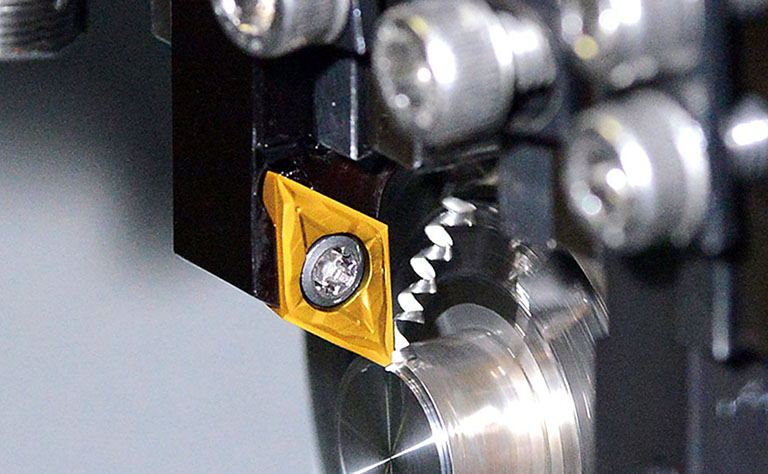
Verhindert Aufbauschneiden, die beim Bearbeiten von rostfreien Stählen häufig vorkommen und erzielt eine stabile Bearbeitung
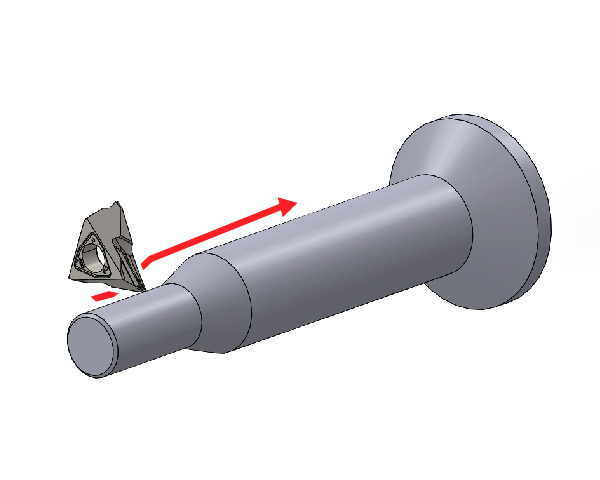
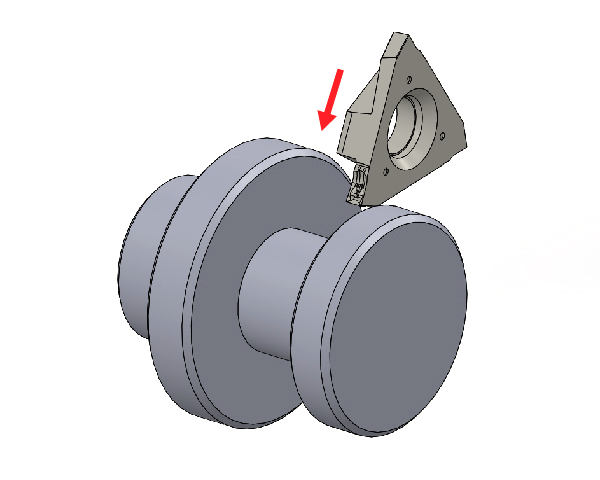
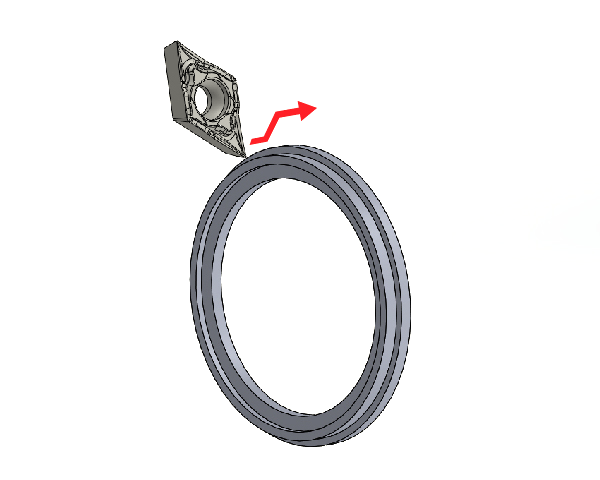
Werkzeuganwendung
Für Edelstähle und Stähle
Plandrehen / Hinterbunddrehen / Einstechen / Innenausdrehen / Abstechen
Beschichtungsverschleiß- und Oxidationstabelle
NTK vs. Wettbewerber (Ausgebrochnen Schneide)
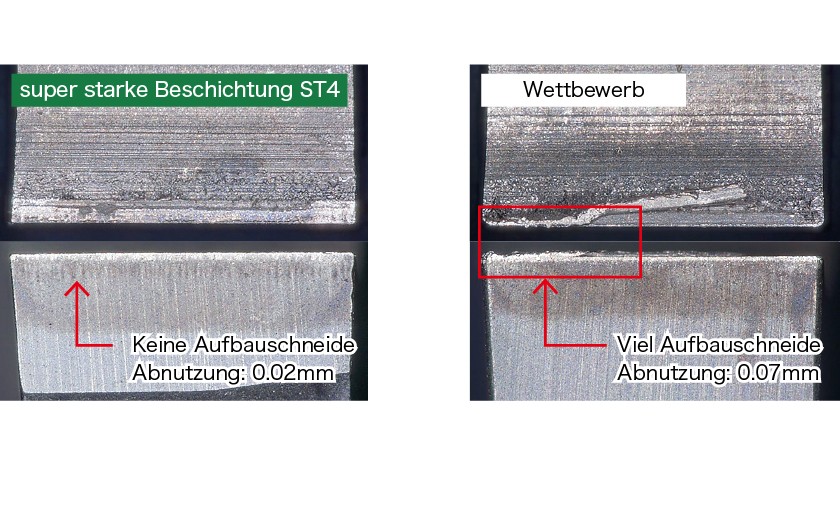
- [ Schnittbedingungen ]
- Material : 1.4301 φ11 vc=80m/min f=0.03㎜ /rev nach 200 Stk.
Messung (Kratztest auf Lackschicht)
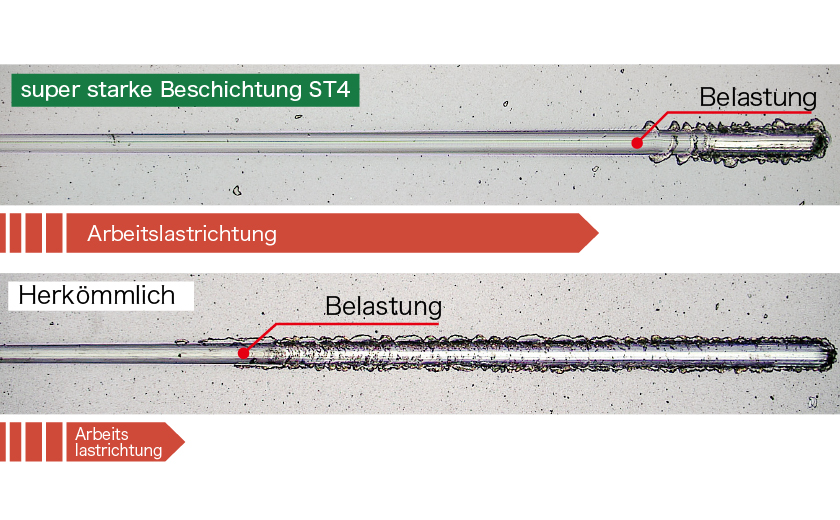
- Die neue PVD-Beschichtungstechnologie von NTK verbesserte die Haftkraft und Glätte bei ST4 Sie beseitigt Anhaftungsprobleme und verbessert die Leistung der Wendeschneidplatten
Anwendungsbeispiel
| Medizinische Teile | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| ST4 | |
| Konventionelles Werkzeug (PVD-Hartmetall) | C/T About 5.0 min / Teil |
Die Wendeschneidplatte der TFX-Serie mit ST4 erreichte eine etwa 3,7-mal kürzere Zykluszeit als die Wendeschneidplatte des Mitbewerbers.
| Rohrteil | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| ST4 | 2,000 stück / schneidkante |
| Konventionelles Werkzeug (PVD-Hartmetall) | 1000 stück / schneidkante |
ST4 erhöhte die Standzeit um das 2-fache der Wendeschneidplatte des Mitbewerbers.
| Maschinenteile | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| ST4 | 6,000 stück / schneidkante |
| Konventionelles Werkzeug (PVD-Hartmetall) | 3,500 stück / schneidkante |
ST4 erhöhte die Standzeit im Vergleich zum Wettbewerb um das 1,7-fache.
| Ausrüstungsteile | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| ST4 | 4000 stück / schneidkante |
| Konventionelles Werkzeug (PVD-Hartmetall) | 2000 stück / schneidkante |
ST4 erreichte die 2-fache Standzeit der Wendeschneidplatte des Mitbewerbers.
Werkzeug Übersicht
Übersicht der Produkte
Andere empfohlene Produkte
-
YL-SpanbrecherFür Plandrehanwendungen | Präzisions CNC-Drehmaschinen
Erste Empfehlung für das Plandrehen
-
The Front MaxFür Plandrehanwendungen | Präzisions CNC-Drehmaschinen
Im Einzelschnitt ist eine Bearbeitung mit bis zu 5,0 mm Schnitttiefe möglich
-
CTP/CTPA-TH-Spanbrecher For cut-off operations for diameters up to 16mm| Präzisions CNC-Drehmaschinen
Spezielle Entwicklung für das Abstechen von Edelstahlbauteilen
-

SPLASH SerieKühlmittelzufuhr durch den Werkzeughalter | Präzisions CNC-Drehmaschinen
Große Auswahl an Halterformen und Haltergrössen
Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
Warning: include(/home/ntk-cuttingtools/www/home2/de/products/cnc/st4/../../../../assets/_inc/column.html): failed to open stream: No such file or directory in /home/ntk-cuttingtools/www/home2/de/products/cnc/st4/index.html on line 607
Warning: include(): Failed opening '/home/ntk-cuttingtools/www/home2/de/products/cnc/st4/../../../../assets/_inc/column.html' for inclusion (include_path='.:/usr/local/php/7.4/lib/php') in /home/ntk-cuttingtools/www/home2/de/products/cnc/st4/index.html on line 607