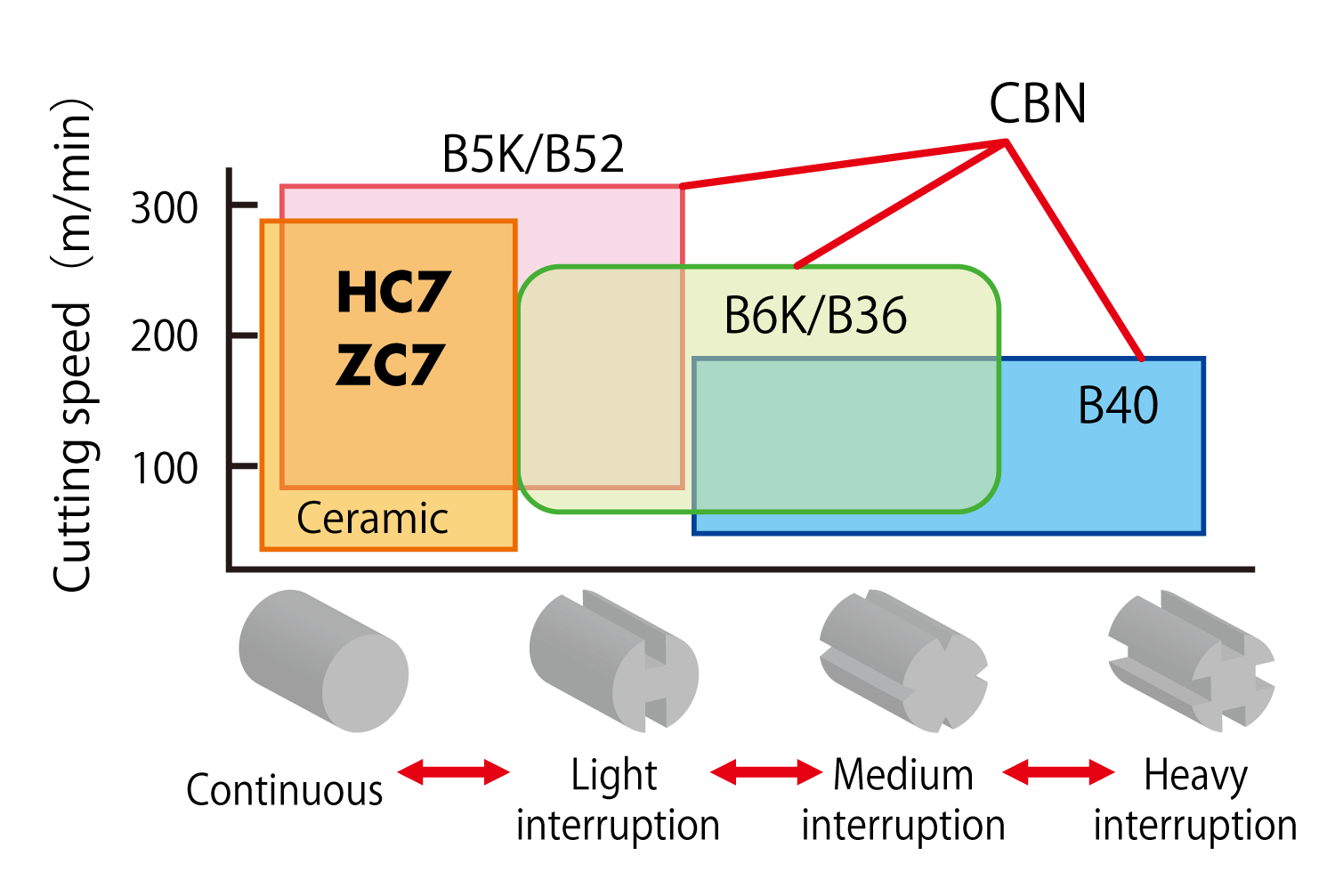
Für kontinuierliche Bearbeitung | Keramik für die Bearbeitung von Materialien 30 - 70 HRC
Gehärtetes Material
Kontinuierliches Fertigdrehen gehärteter Materialien 30-70HRC
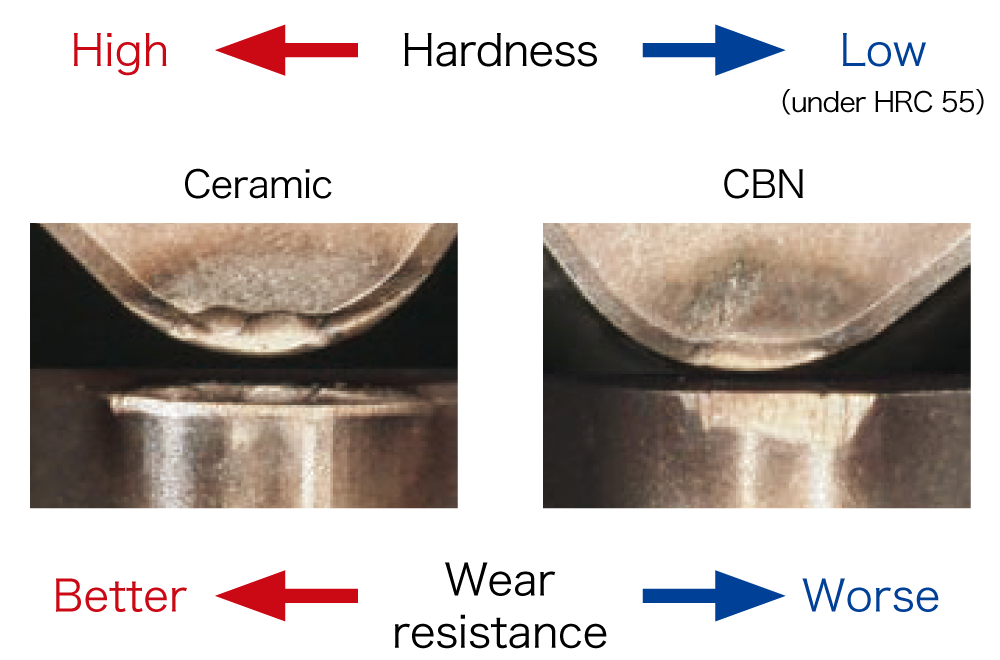
Die geringe Härte von CBN verringert seine Verschleißfestigkeit
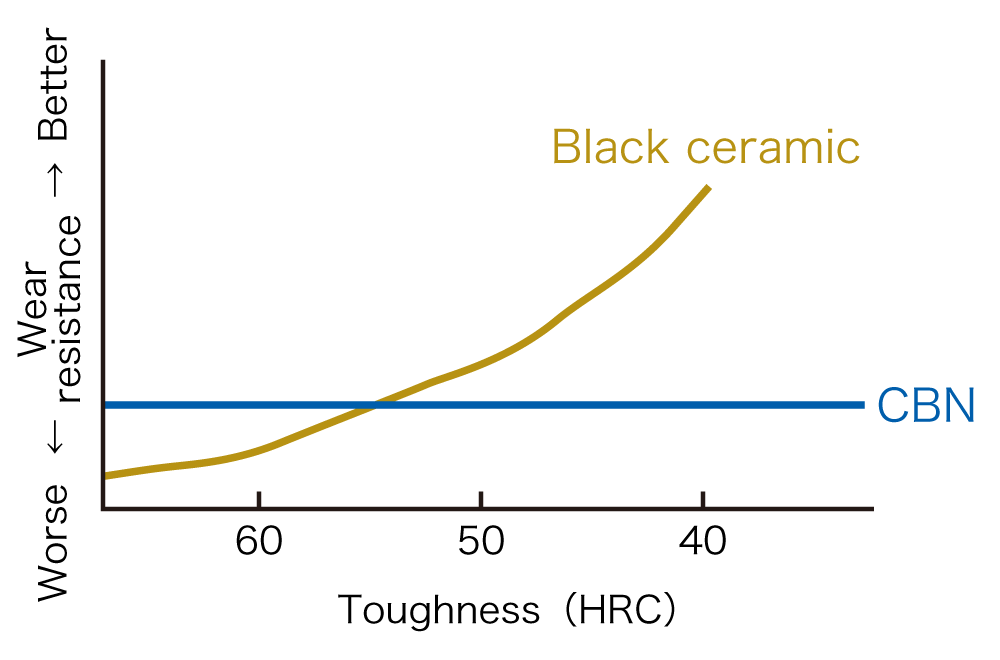
Keramik hat eine überlegene Verschleißfestigkeit im Vergleich zur CBN-Bearbeitung unter HRC55
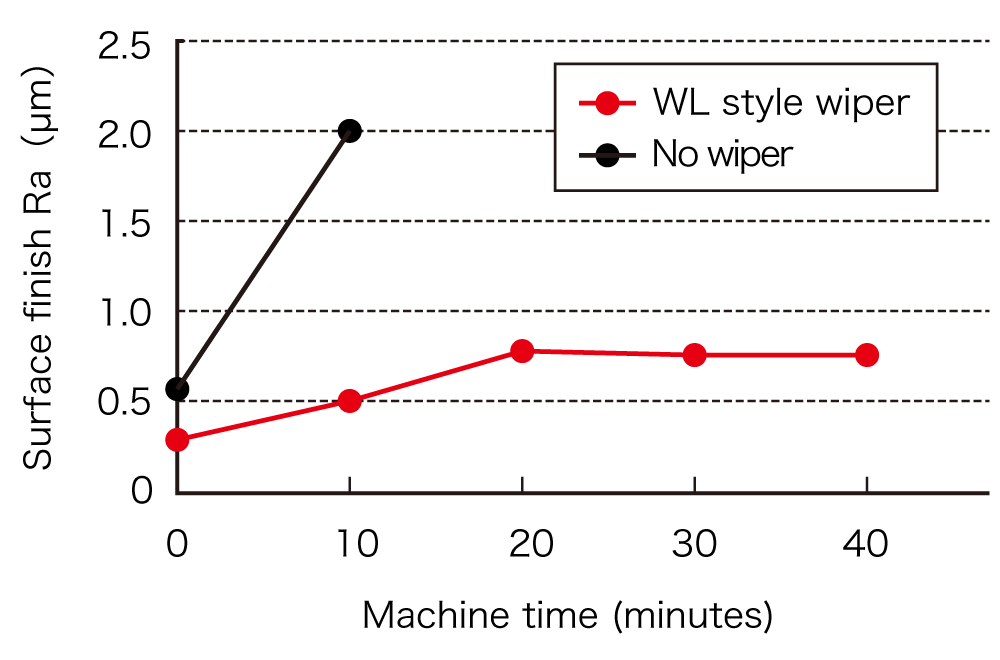
Auswirkung der Wiper-Flachstelle auf die Schnittkante
[ Schnittbedingungen ]
CNGA120412
Vc = 100m/min F = 0.1mm/rev ap = 0.5mm
330 SFM .004 IPR .020 DOC
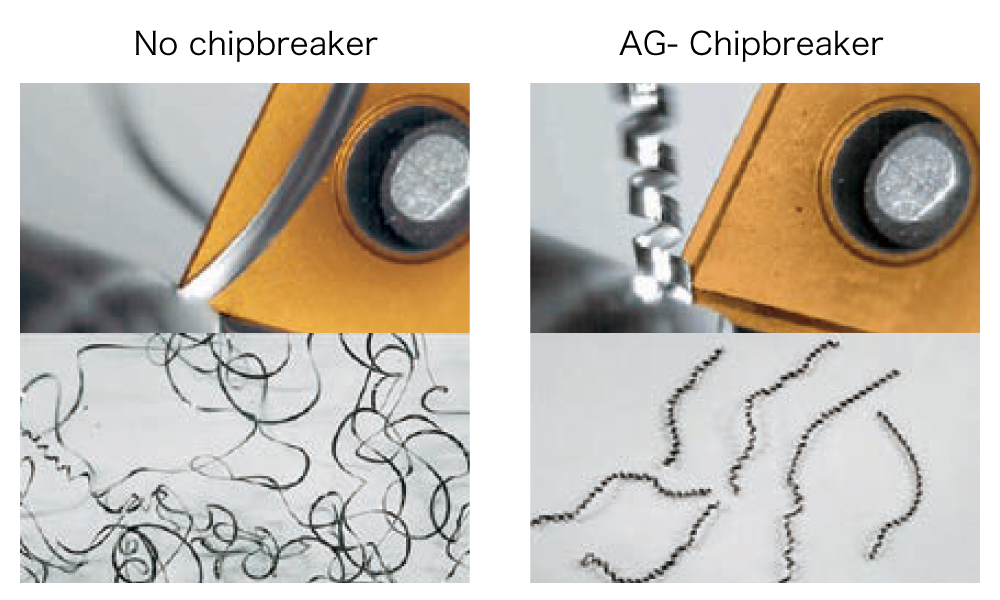
Die Verwendung einer ZC7-Wendeschneidplatte mit AG-Spanbrecher verbessert die Oberflächengüte und reduziert die Maschinenstillstandszeiten aufgrund von Spänewirbeln. Das Ergebnis ist eine höhere Produktivität.
| Klasse | Material | Operationstyp | Bearbeitung | Cutting speed (m/min) Cutting speed (SFM) | Feed(mm/rev) Feed(IPR) | DOC(mm) DOC(inch) | DRY | WET |
|---|---|---|---|---|---|---|---|---|
| ZC7 | Gehärtetes Material (HRC30-62) | Drehen Kontinuierliche Bearbeitung |
Fertigstellung | 40 – 200 130 – 670 | 0.08 – 0.20 .003 – .008 | 0.12 – 0.8 .005 – .030 | – | ● |
| HC7 | Gehärtetes Material (HRC55-70) |
| Ecke R | DOC (mm) DOC (inch) | Feed (mm /rev) Feed (IPR) |
|---|---|---|
| R0.4 R .016 | 0.15 0.007 | 0.05 ~ 0.08 .001 ~ .003 |
| R0.8 R .032 | 0.3 0.015 | 0.08 ~ 0.10 .003 ~ .004 |
| R1.2 R .047 | 0.4 0.02 | 0.10 ~ 0.13 .004 ~ .005 |
| R1.6 R .063 | 0.5 0.03 | 0.13 ~ 0.16 .005 ~ .006 |
| Runder Einsatz | 2.0 0.08 | 0.16 ~ 0.25 .006 ~ .010 |
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-E-Katalog, oder laden Sie den Katalog/Produktbericht herunter
Andere empfohlene Produkte