| Teil eines Düsentriebwerks | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| WA5 |
80mm
3.15 inch
/ Schneide (Konsistente Leistung)
|
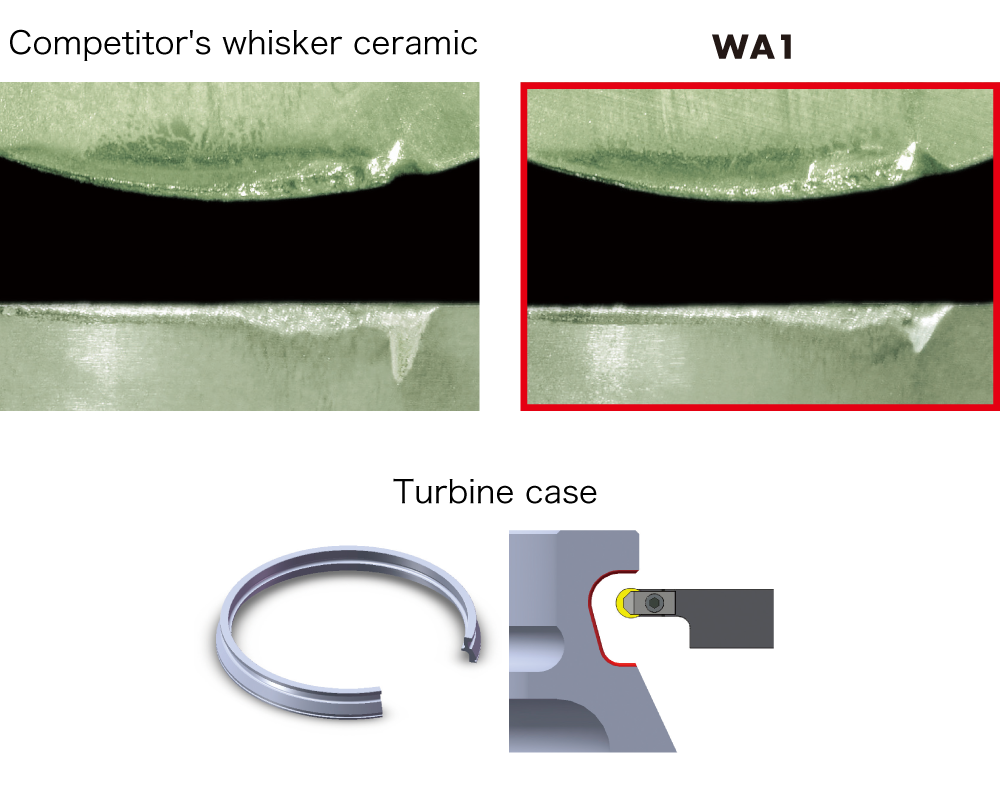
| Whisker-Keramik des Wettbewerbers |
80mm
3.15 inch
/ Schneide (Schlieren auf der Oberfläche des Teils sichtbar)
|
| Gasturbine | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| WA1 |
1 Durchgang = 2min
|
| Hartmetall-Schaftfräser des Wettbewerbers | 1 Durchgang = 60min |