Zum Gewindeformen| Schweizer CNC-Drehmaschinen

Schweizer CNC-Drehmaschinen Gewindeschneiden
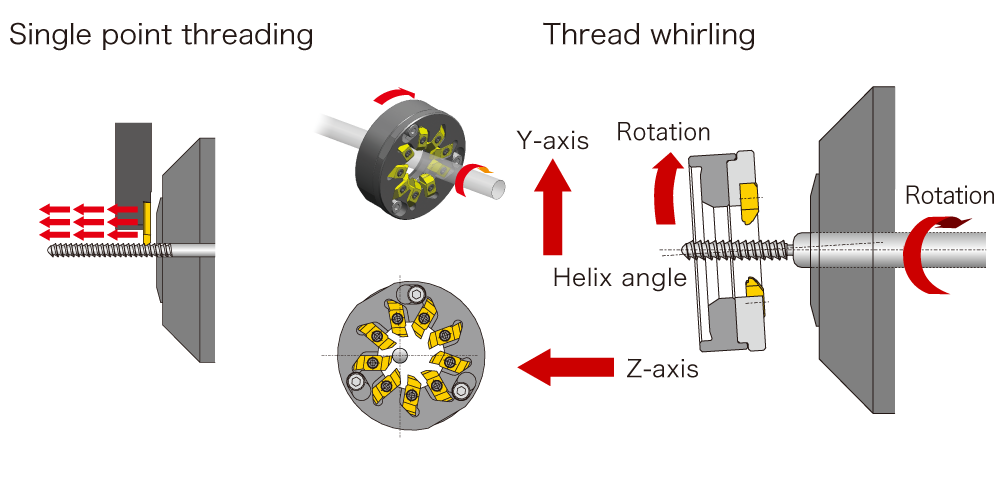
Beim Gewindewirbeln wird der Wirbelkopf auf einen bestimmten Schrägungswinkel gekippt, der Fräser wird mit hoher Geschwindigkeit gedreht, das Stangenmaterial (c-Achse) wird mit niedriger Geschwindigkeit gedreht und die Steigung (z-Achse) ist der Vorschub.
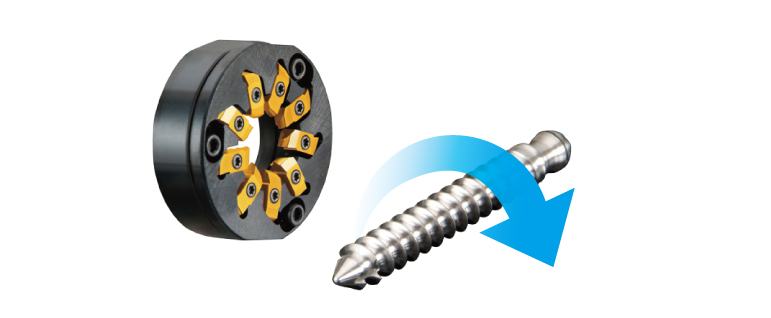
Die Einsätze scheren das Material, was das Gewindeschneiden in einem Durchgang ermöglicht.
Die Bearbeitung von mehrstufigen Profilen stellt viele Anforderungen an den Prozess.
Daher ist es wichtig, dass Sie sich mit uns in Verbindung setzen, um folgende Punkte zu besprechen: mechanische Spezifikationen, Spindelspezifikationen, Spezifikationen für Wendeschneidplatten, Werkzeugspezifikationen.
 |
 |
| Left hand Screw | Right hand Screw |
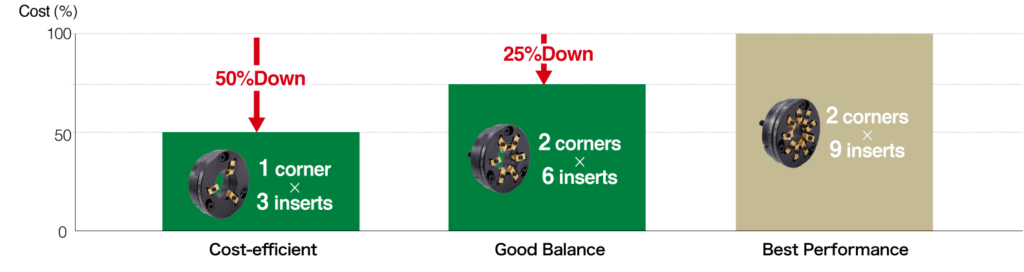
The number of inserts can now be selected according to the balance between machining time and cost.
 |
 |
 |
| 3 inserts | 6 inserts | 9 inserts |
| Emphasis on cost | Balance | Emphasis on machining efficiency |
The number of corners can now be selected according to the number of workpieces produced.
 |
 |
| 1 corner type | 2 corner type |
| For prototyping and small-lot, high-mix production | For mass production |
| Conditions / No. of teeth | 9 | 6 | 3 | |
|---|---|---|---|---|
| Main spindle | min-1 | 10 – 40 | 10 – 25 | 5 – 12 |
| Whirling cutter | min-1 | 1,500 – 4,000 | ||
| Feed rate | Same as thread lead = pitch | |||
| Bar stock | mm | -⌀10 | -⌀10 | -⌀10 |
| Work Material | Ti-6Al-4V EL / SUS316 / 17-4PH / Titanium / Brass etc. | |||
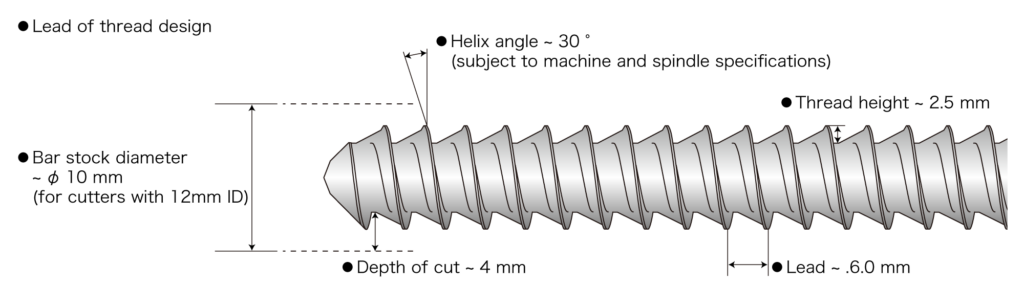
| Durchmesser des Werkstücks | Werkstoffe |
|---|---|
| Für Fräser mit einem ID von ⌀12mm ⌀.472inch | Reines Titan, Titanlegierungen, SUS316, usw. |
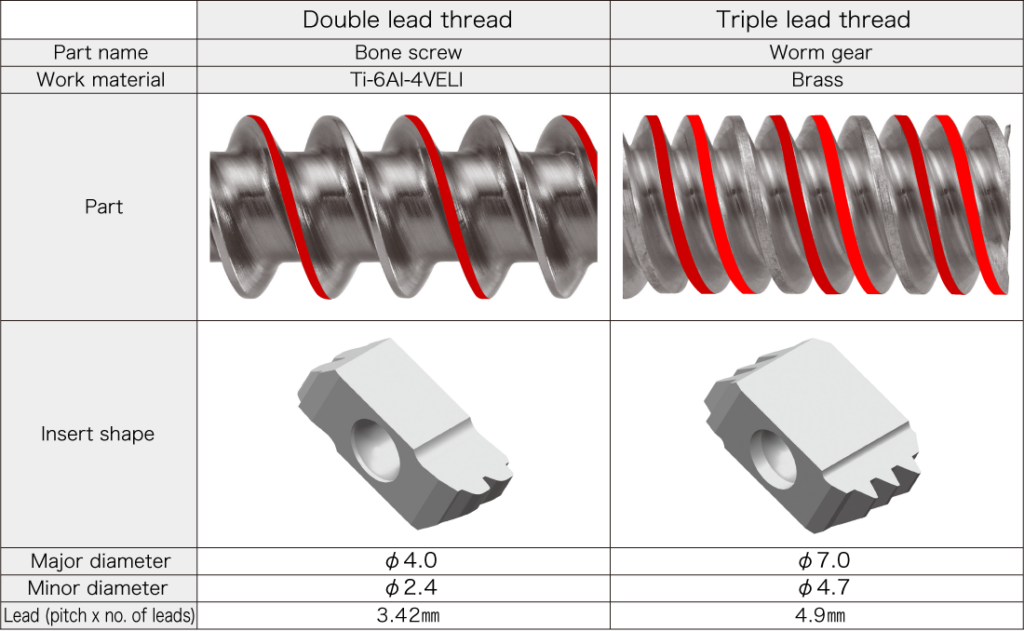
| Schneckengetriebe | ||
|---|---|---|
| Werkstoff: | Messing | |
| Durchmesser des Stangenmaterials : ⌀7 ⌀.276” | Großer Durchmesser : ⌀6 ⌀.236” | Kleiner Durchmesser : ⌀4 ⌀.157” |
| Anzahl der Starts : 2 | Spiralwinkel : 10.1° | Gewindegang: links |
| Drehzahl der Hauptspindel : | 30min -1 | |
| Geschwindigkeit des Wirbelwerkzeugs: | 3.200min -1 | |
| Blei = Vorschub : | 2.8mm/rev .110 IPR | |
| NTK Gewindewirbler 9 Zähne |
25 Sekunden
|
|
| Einzelner Punkt |
50 Sekunden
|
|
Durch das Ersetzen der Einzelpunkt-Gewindewerkzeuge durch ein Gewindewirbelsystem wird die Maschinenzeit für den Gewindeschneidvorgang stark reduziert und die Gesamtzykluszeit für das Teil um 50% verringert.
| Stift | ||
|---|---|---|
| Arbeitsmaterial : | Hastelloy | |
| Durchmesser des Stangenmaterials : ⌀3 ⌀.118” | Großer Durchmesser : ⌀1.5 ⌀.059” | Kleiner Durchmesser : ⌀1.1 ⌀.043” |
| Anzahl der Starts: 1 | Spiralwinkel : 4.3° | Gewindegang: rechts |
| Drehzahl der Hauptspindel : | 20min -1 | |
| Geschwindigkeit des Wirbelwerkzeugs : | 2.250min -1 | |
| Blei = Vorschub: | 0.3mm/rev .012 IPR | |
| NTK Gewindewirbler 9 Zähne |
600 Stück / Schneide
|
|
| Einzelner Punkt | 100 Stück / Schneide | |
Durch den Ersatz des Gewindeschneidsystem wurde die Standzeit bei der Bearbeitung des schwer zu schneidenden Hastelloy-Materials erheblich verbessert.
| Knochenschraube | ||
|---|---|---|
| Arbeitsmaterial : | SUS316 | |
| Durchmesser des Stangenmaterials : ⌀8 ⌀.314” | Großer Durchmesser : ⌀3.45 ⌀.135” | Kleiner Durchmesser : ⌀2.67 ⌀.105” |
| Anzahl der Starts: 2 | Spiralwinkel : 7.5° | Gewindegang: rechts |
| Drehzahl der Hauptspindel : | 23min -1 | |
| Geschwindigkeit des Wirbelwerkzeugs: | 2.000min -1 | |
| Blei = Vorschub : | 1.24mm/rev .048 IPR | |
| NTK Gewindewirbler 9 Zähne |
2.600 Stück / Schneide
|
|
| Wirbelwerkzeug des Wettbewerbs mit 6 Zähnen |
1.000 Stück / Schneide
|
|
NTK Gewindewirbeleinsätze erreichen eine 2,6-fach höhere Standzeit im Vergleich zu den Gewindewirbeleinsätzen der Mitbewerber.
| Knochenschraube | ||
|---|---|---|
| Arbeitsmaterial : | SUS316 | |
| Durchmesser des Stangenmaterials : ⌀6.35 ⌀.250” | Großer Durchmesser : ⌀3.23 ⌀.127” | Kleiner Durchmesser : ⌀2.2 ⌀.086” |
| Anzahl der Starts: 1 | Spiralwinkel : 8.5° | Gewindegang: rechts |
| Drehzahl der Hauptspindel : | 15min -1 | |
| Geschwindigkeit des Wirbelwerkzeugs : | 2.250min -1 | |
| Blei = Vorschub: | 1.27mm/rev .005 IPR | |
| NTK Gewindewirbler 9 Zähne |
1.200 Stück / Schneide
|
|
| Wirbelwerkzeug des Wettbewerbs mit 12 Zähnen |
1.000 Stück / Schneide
|
|
| Wirbelwerkzeug des Wettbewerbs mit 3 Zähnen | 400 Stück / Schneide | |
NTK-Wirbeleinsätze erreichen im Vergleich zur Konkurrenz eine 1,2 bis 3 Mal längere Standzeit.
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-E-Katalog, oder laden Sie den Katalog/Produktbericht herunter