| Acabado | ||||||||||||||||
| ↑Alta VELOCIDAD |
|
|||||||||||||||
| Acabado | |||||||||||||
| ↑Alta VELOCIDAD |
|
||||||||||||
| ap (mm) (inch) | |||||||||||||
| Acabado | |||||||||||||
| ↑Alta VELOCIDAD |
|
||||||||||||
| ap (mm) (inch) | |||||||||||||
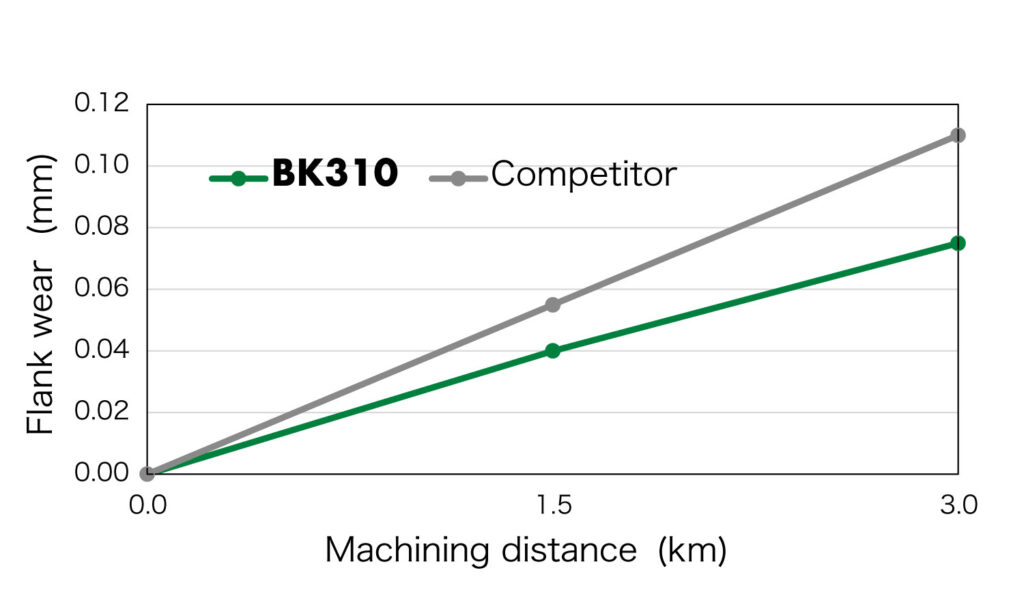
| BK310 | Competidor |
|---|---|
 |
 |
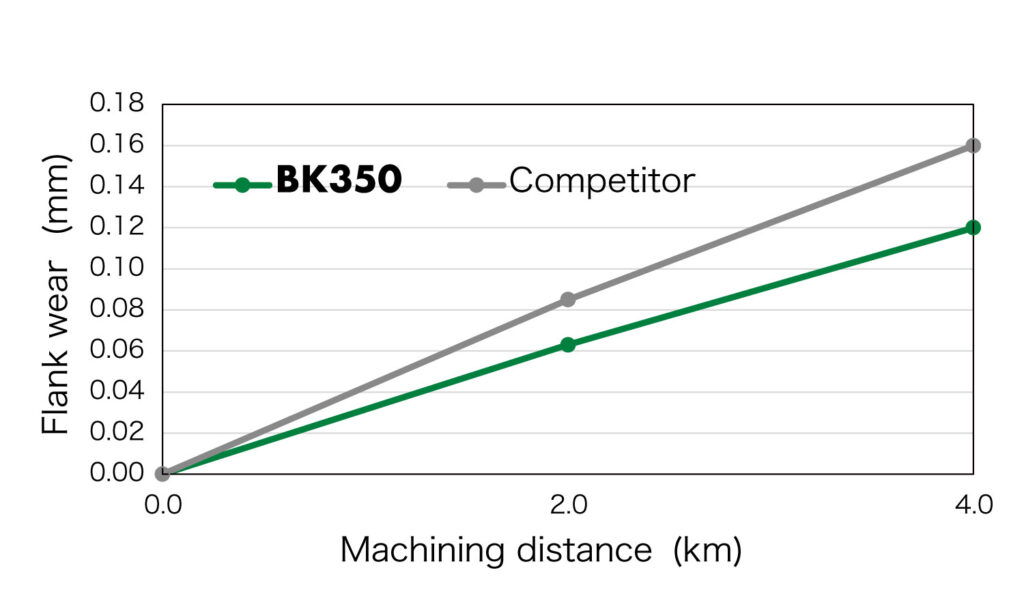
| BK350 | Competidor |
|---|---|
 |
 |

| ISO | Material de trabajo | Refrigerante | Grado | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
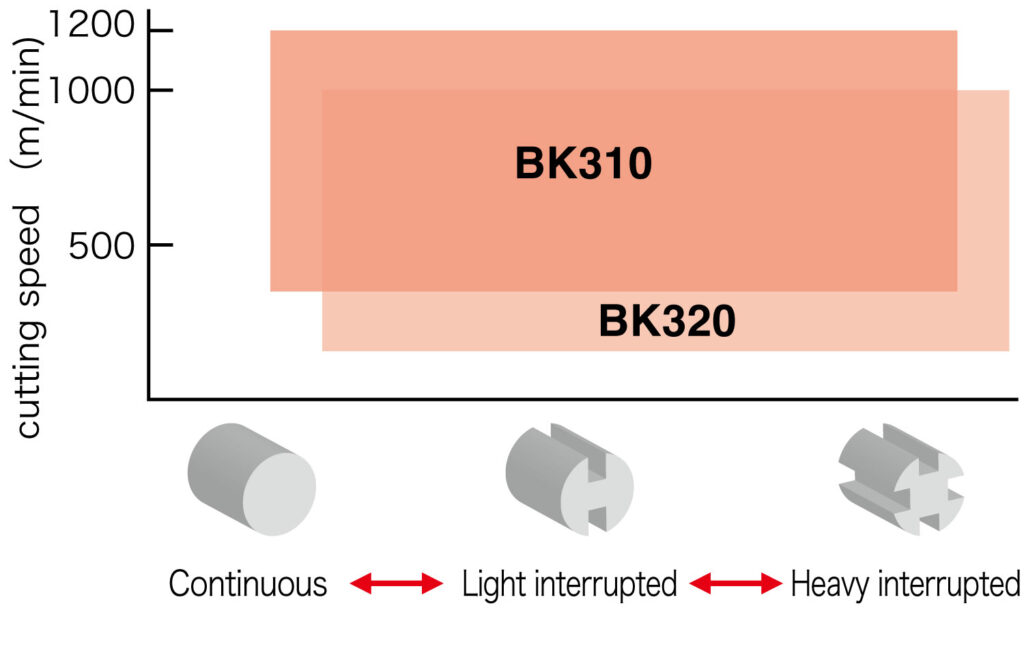
Hierro fundido Acabado Torneado |
MOJADO | BK310 BK320 |
400 – 1200 1300 – 4000 | – 2.0 – .080 | – 0.5 – .020 |
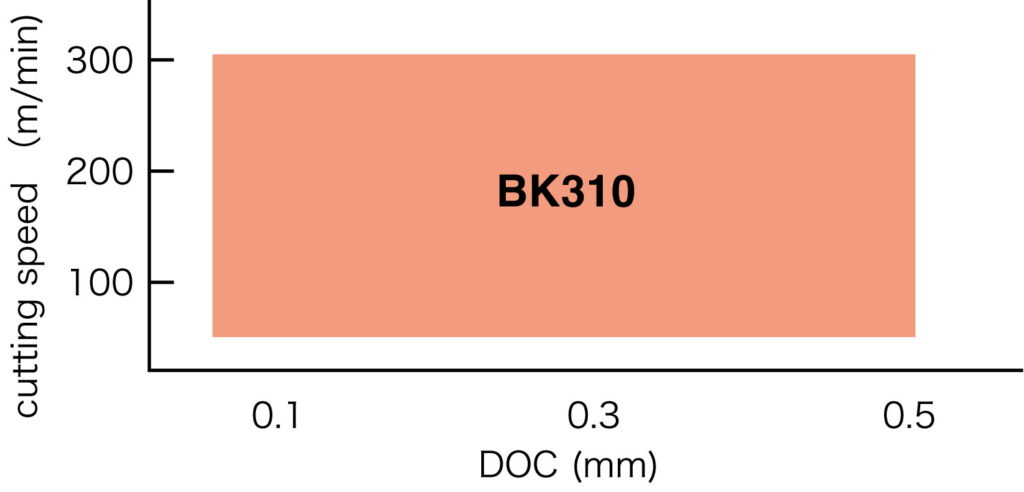
| Aleación sinterizada Acabado Torneado |
BK310 | 40 – 300 130 – 1000 | – 0.5 – .020 | – 0.5 – .020 | ||
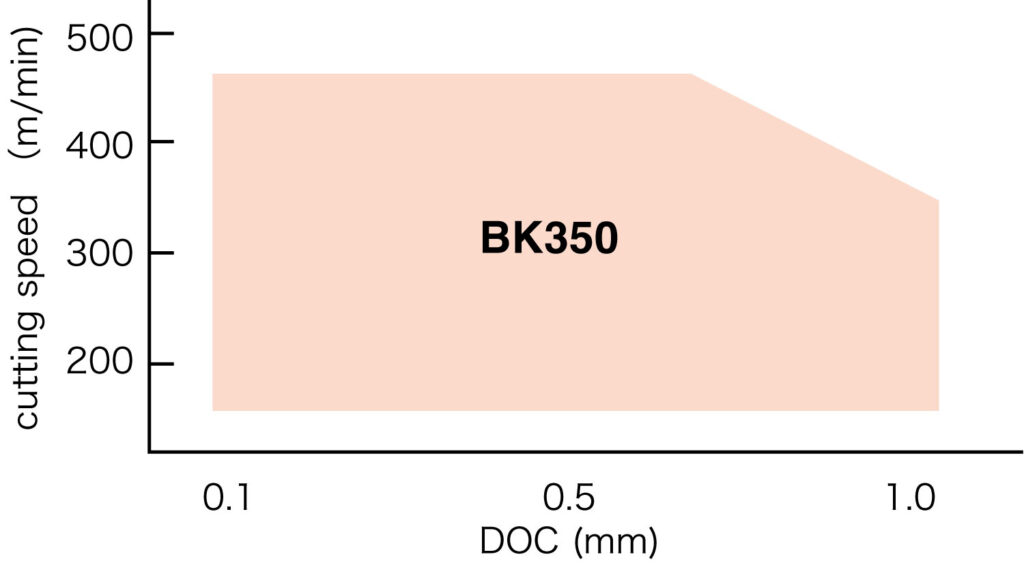
| Dúctil Acabado Torneado |
SECO | BK350 | 100 – 450 300 – 1500 | – 1.0 – .040 | – 0.4 – .016 |
| Componente agrícola | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
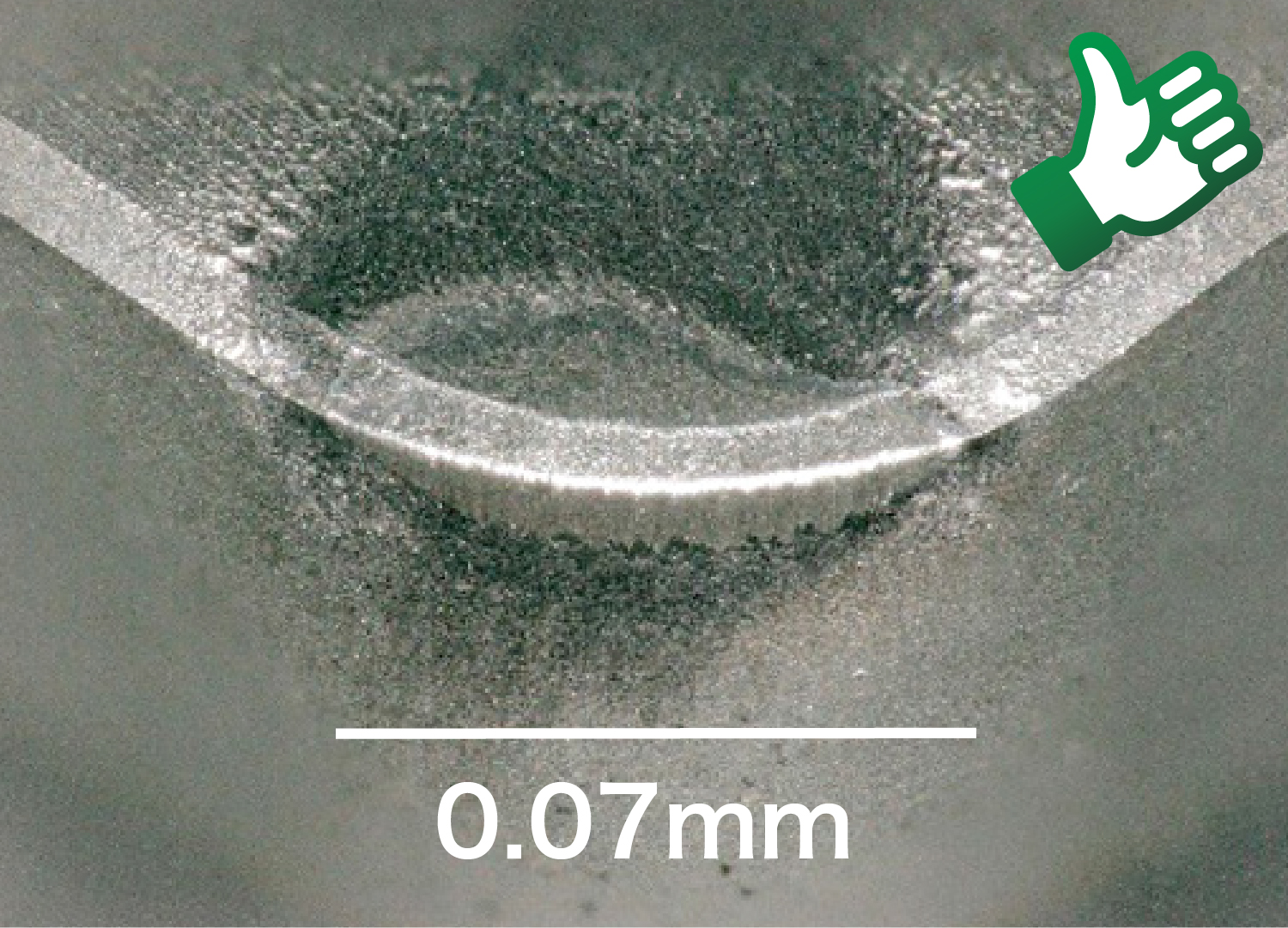
| BK310 |
150 unidades / esquina |
|
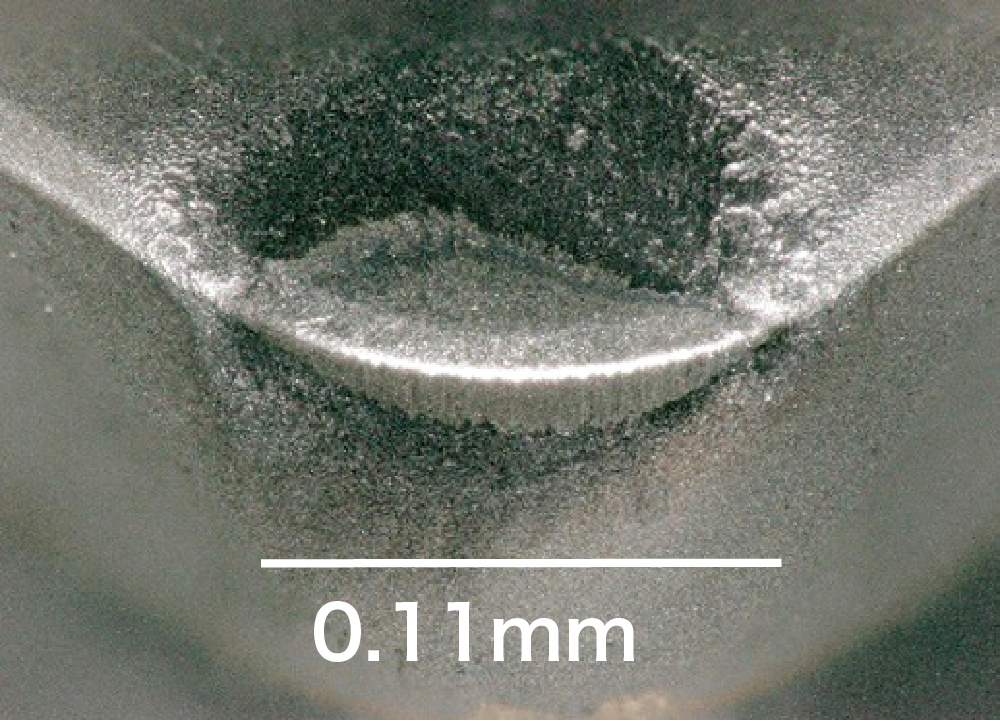
| CBN del competidor |
100 unidades / esquina |
|
| Componente de maquinaria | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
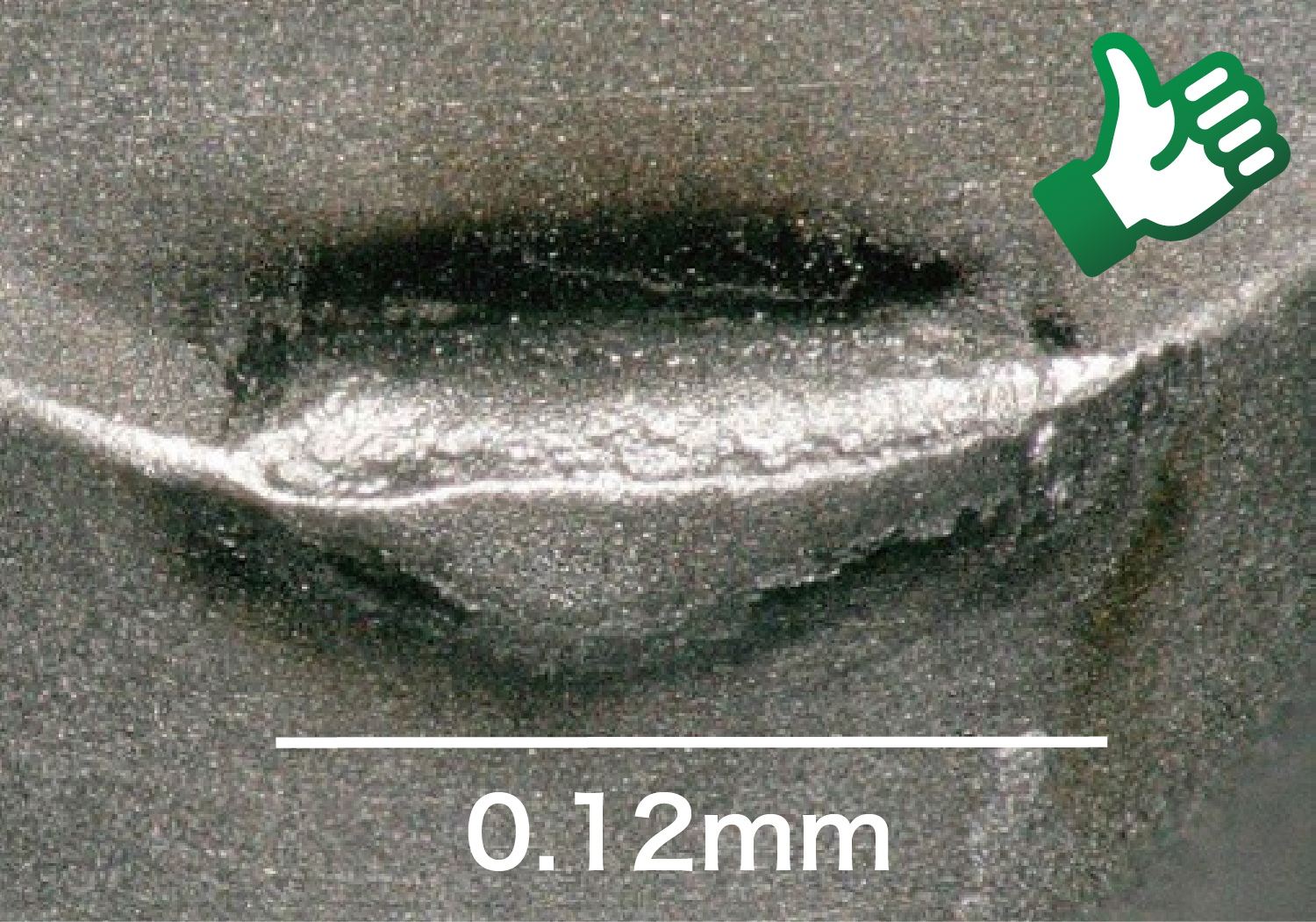
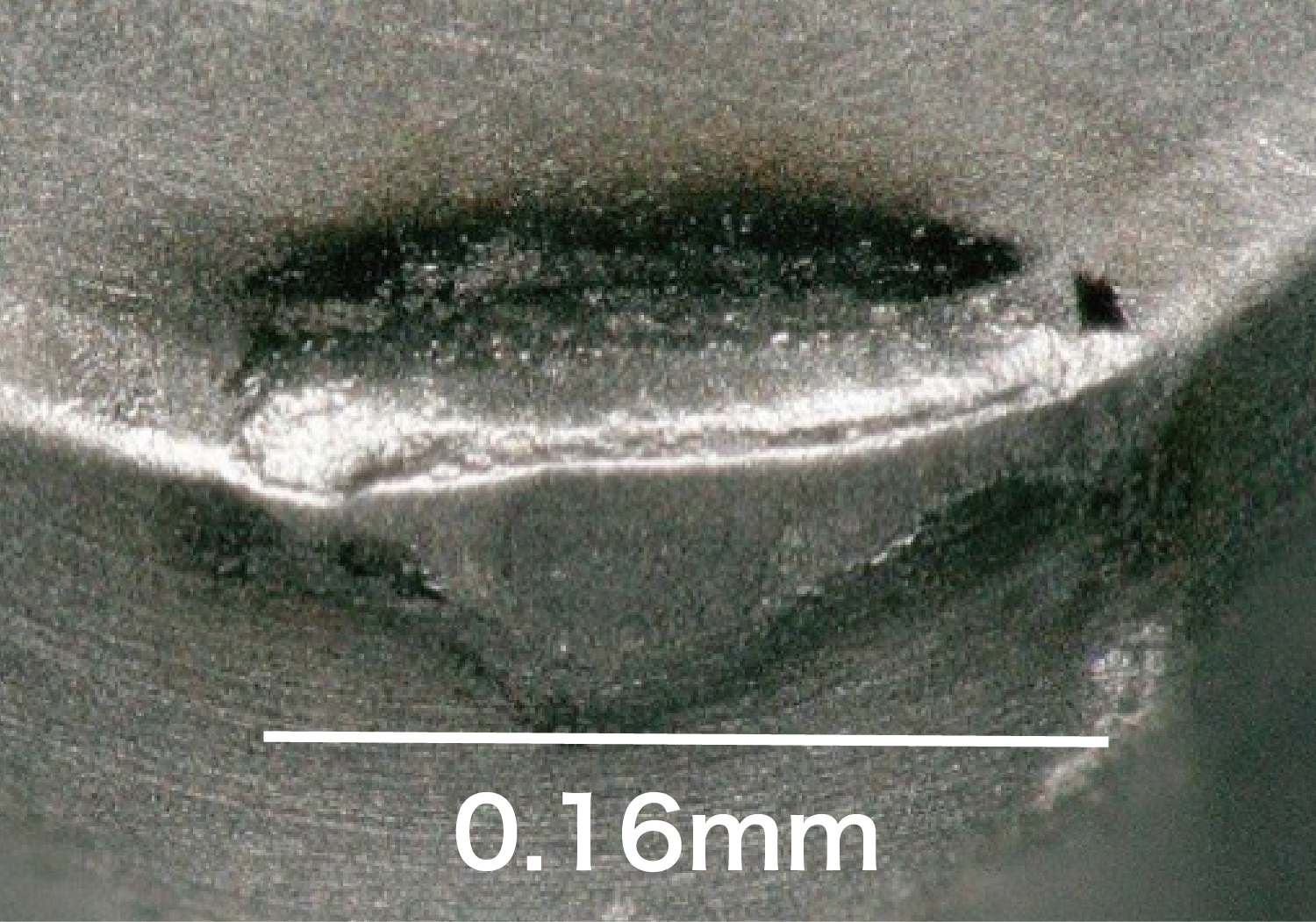
| BK350 |
100 unidades / esquina |
|
| CBN del competidor |
50 unidades / esquina |
|