
| ISO | Material de trabajo | Grado | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|
 |
Acero al carbono Acero aleado |
650 | 40 – 150 130 – 500 | 0.5 – 2.0 .020 – .080 | 0.05 – 0.2 .002 – .008 |
| DM4 | |||||
| TM4 | 40 – 90 130 – 300 | ||||
 |
Difícil de cortar Acero inoxidable de corte libre |
650 | 40 – 150 130 – 500 | 0.5 – 2.0 .020 – .080 | 0.05 – 0.2 .002 – .008 |
| ST4 | 40 – 180 130 – 600 | ||||
| DM4 | 40 – 100 130 – 330 | ||||
| TM4 | 40 – 90 130 – 300 | ||||
 |
HRSA Aleación de Co-Cr Titanio |
650 | 20 – 80 70 – 260 | 0.5 – 2.0 .020 – .080 | 0.05 – 0.2 .002 – .008 |
| HRSA Aleación de Co-Cr |
DM4 | ||||
 |
Metal no férreo | TM4 | 40 – 180 130 – 600 | 0.5 – 2.0 .020 – .080 | 0.05 – 0.2 .002 – .008 |
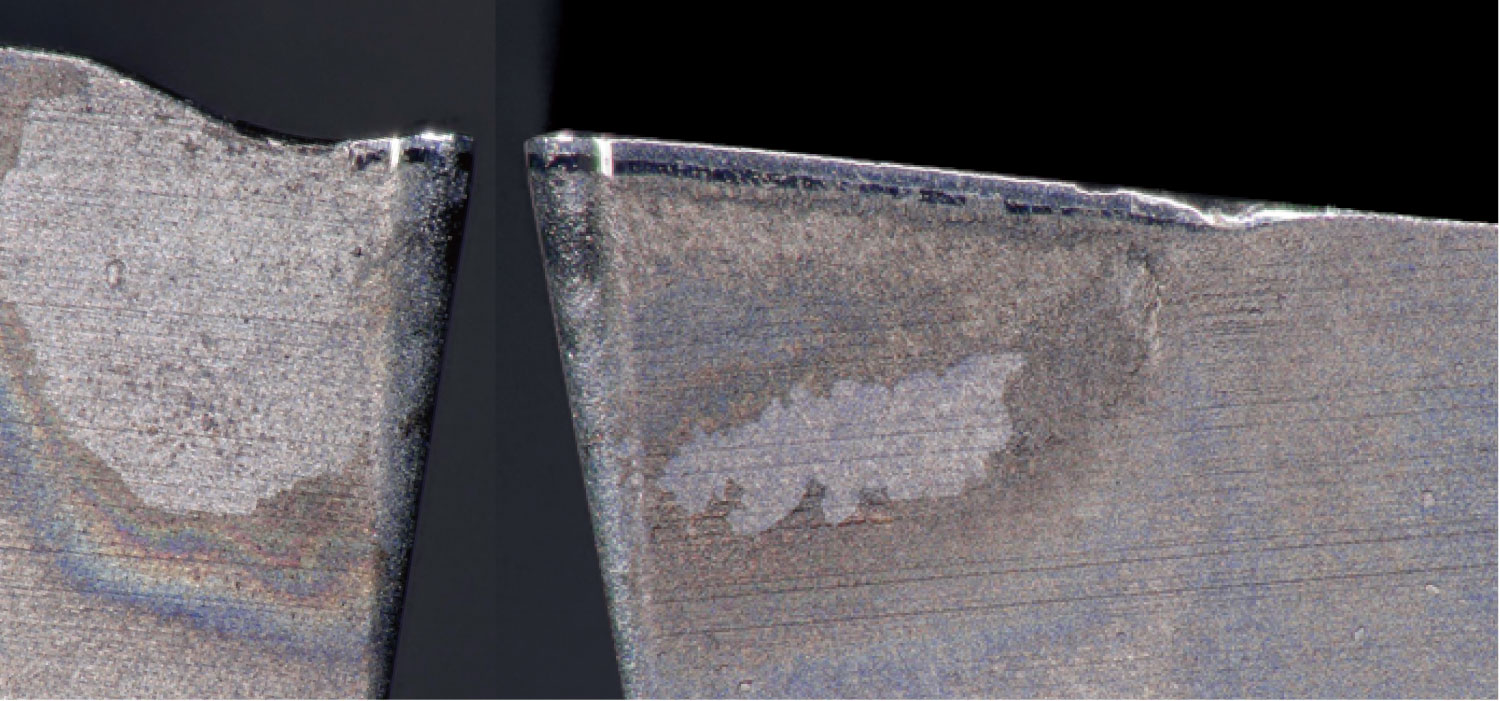
| Rompevirutas TMV | Competidor | |
|---|---|---|
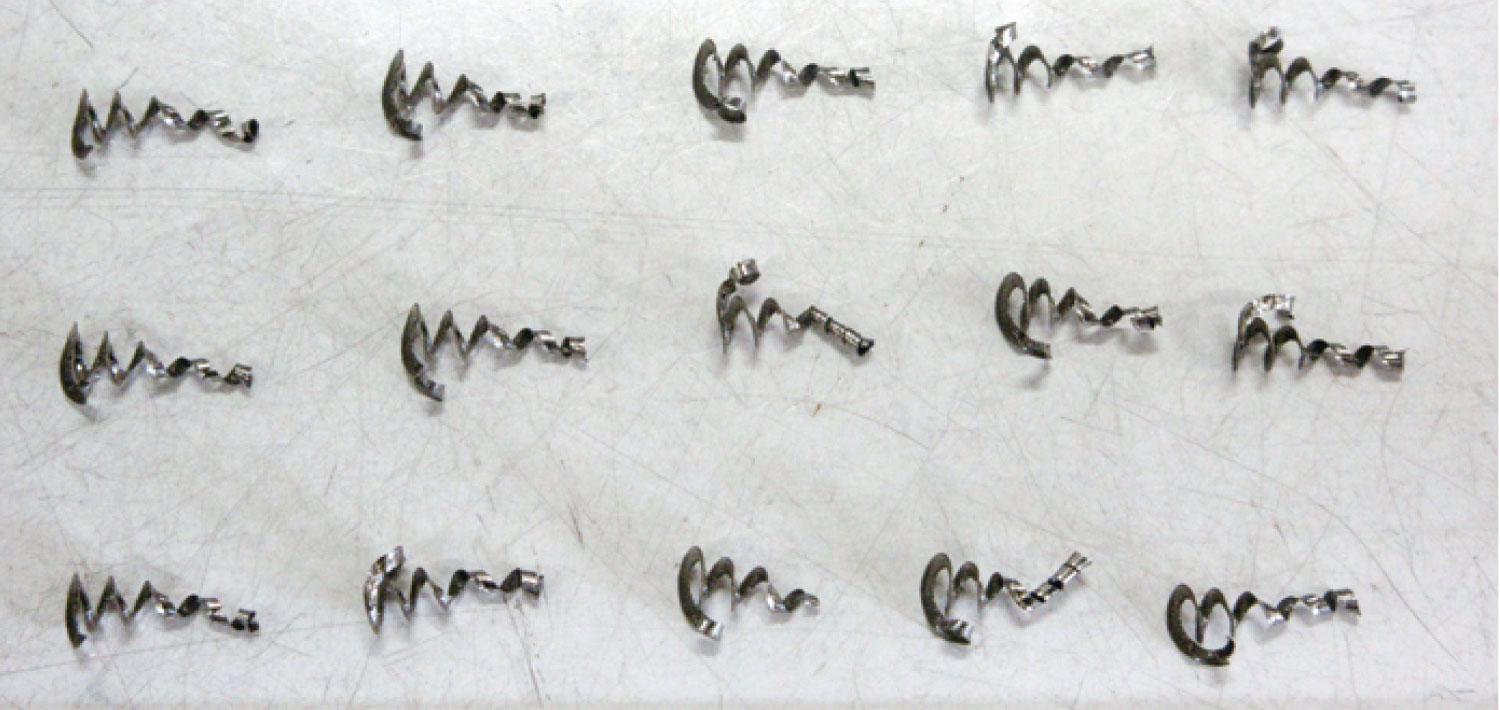
| Fotografía de corte Distancia de mecanizado 8km |
 |
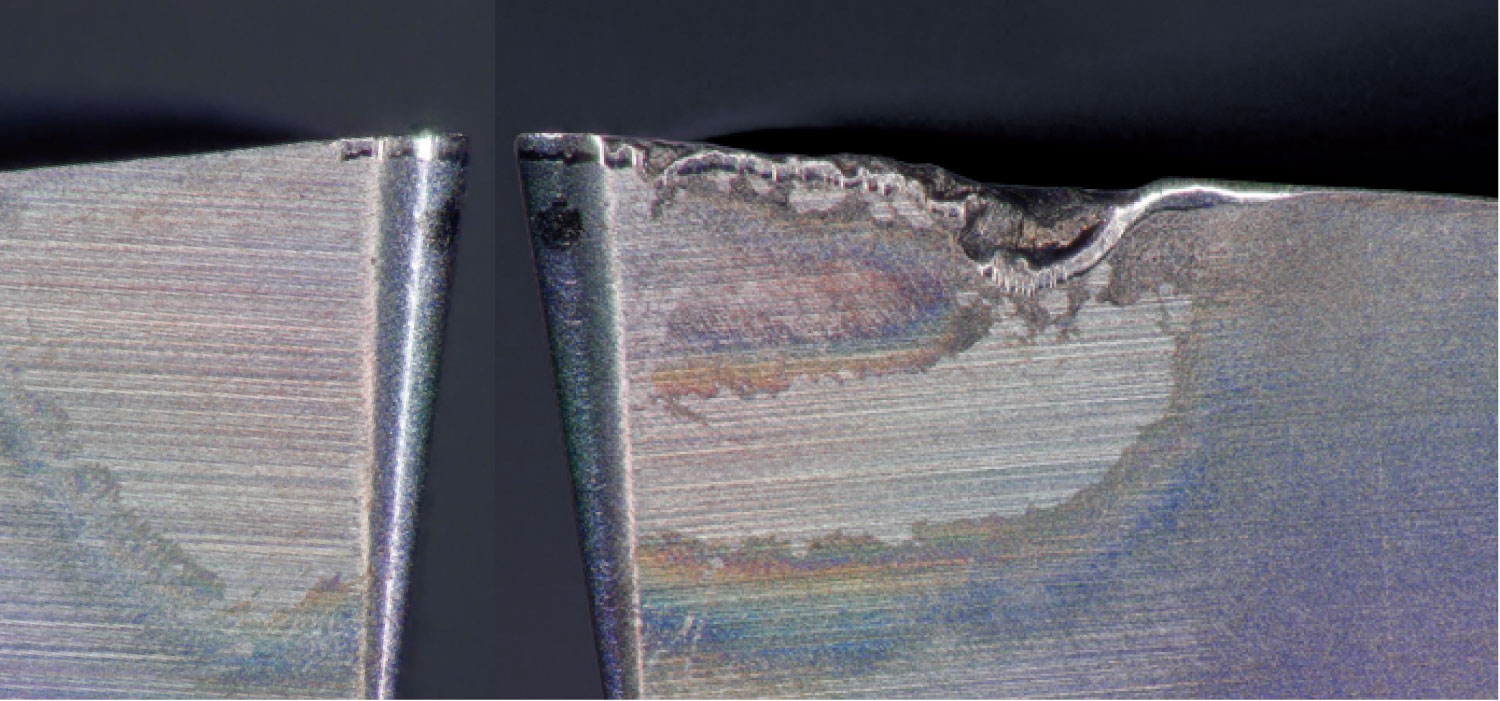 |
| Estado del chip |  |
 |
| Piezas de máquinas de construcción | |
|---|---|
|
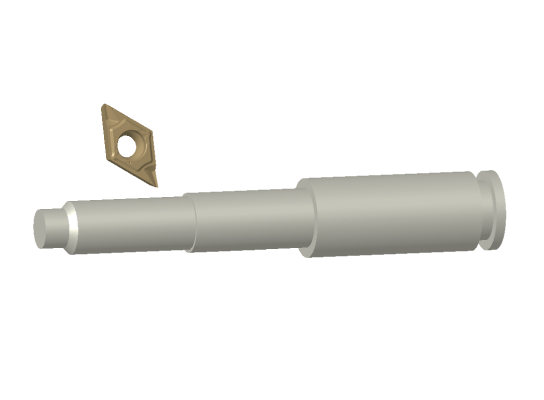 Machining dia. :
⌀8 / 10.8 / 12
⌀.31” / .425” / .472” Machining dia. :
⌀8 / 10.8 / 12
⌀.31” / .425” / .472”
|
|
|
|
|
|
|
|
|
| DM4 DCGT11T302MRTMV |
600 unidades / esquina
|
| Carburo PVD de la competencia |
300 unidades / esquina
|
| Piezas de válvulas | |
|---|---|
|
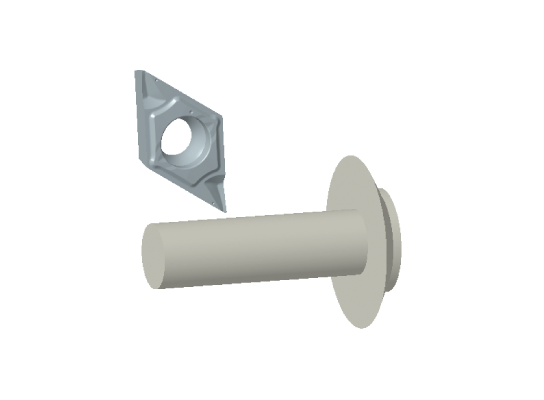 Machining dia. :
⌀3.8
⌀.15” Machining dia. :
⌀3.8
⌀.15”
|
|
|
|
|
|
|
|
|
| ST4 DCGT11T302MRTMV |
3.000 piezas / esquina
|
| Carburo PVD de la competencia |
2.200 unidades / esquina
|