
| ISO | Arbeitsmaterial | Sorte | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|
 |
Kohlenstoffstahl Legierter Stahl |
650 | 40 – 150 130 – 500 | 0.5 – 2.0 .020 – .080 | 0.05 – 0.2 .002 – .008 |
| DM4 | |||||
| TM4 | 40 – 90 130 – 300 | ||||
 |
Schwierig zu schneiden Freischneidender Edelstahl |
650 | 40 – 150 130 – 500 | 0.5 – 2.0 .020 – .080 | 0.05 – 0.2 .002 – .008 |
| ST4 | 40 – 180 130 – 600 | ||||
| DM4 | 40 – 100 130 – 330 | ||||
| TM4 | 40 – 90 130 – 300 | ||||
 |
HRSA Co-Cr-Legierung Titan |
650 | 20 – 80 70 – 260 | 0.5 – 2.0 .020 – .080 | 0.05 – 0.2 .002 – .008 |
| HRSA Co-Cr-Legierung |
DM4 | ||||
 |
Nichteisenmetall | TM4 | 40 – 180 130 – 600 | 0.5 – 2.0 .020 – .080 | 0.05 – 0.2 .002 – .008 |
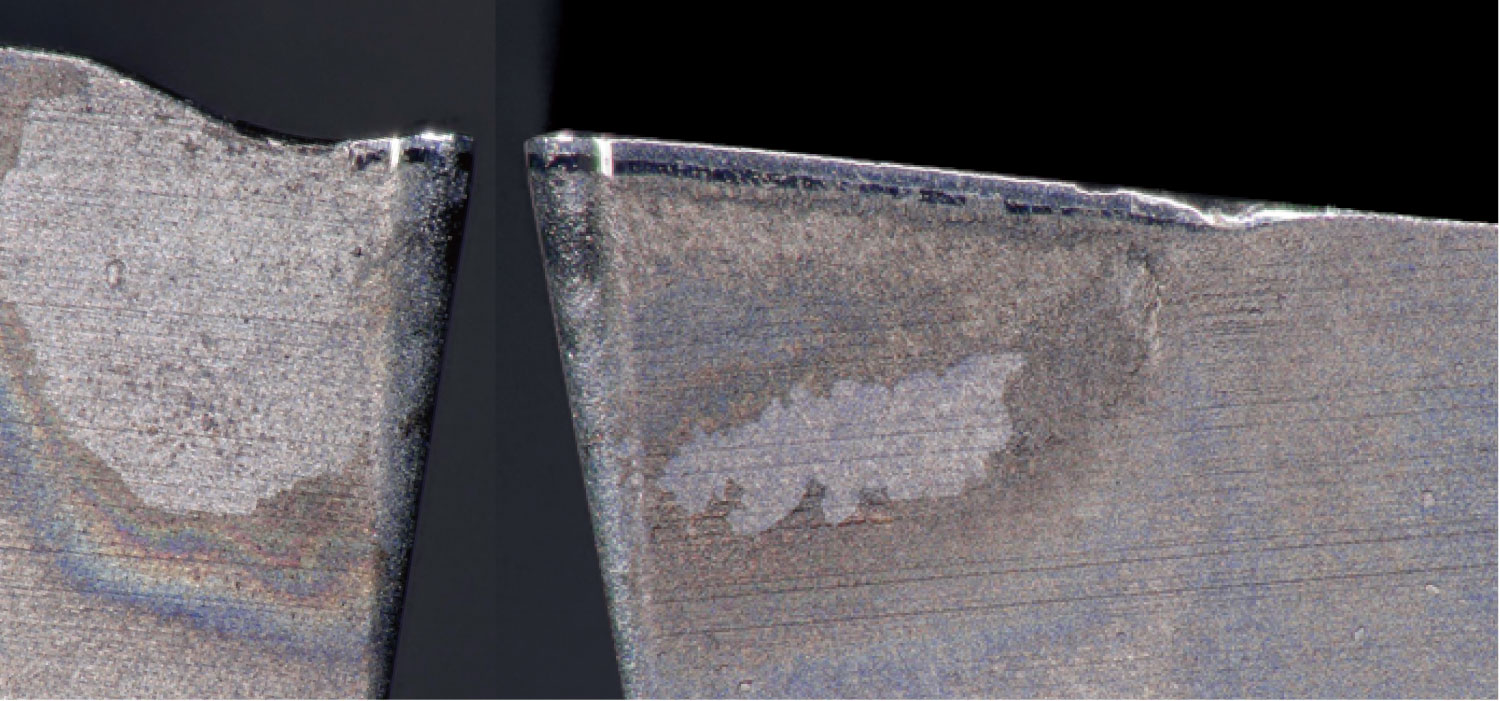
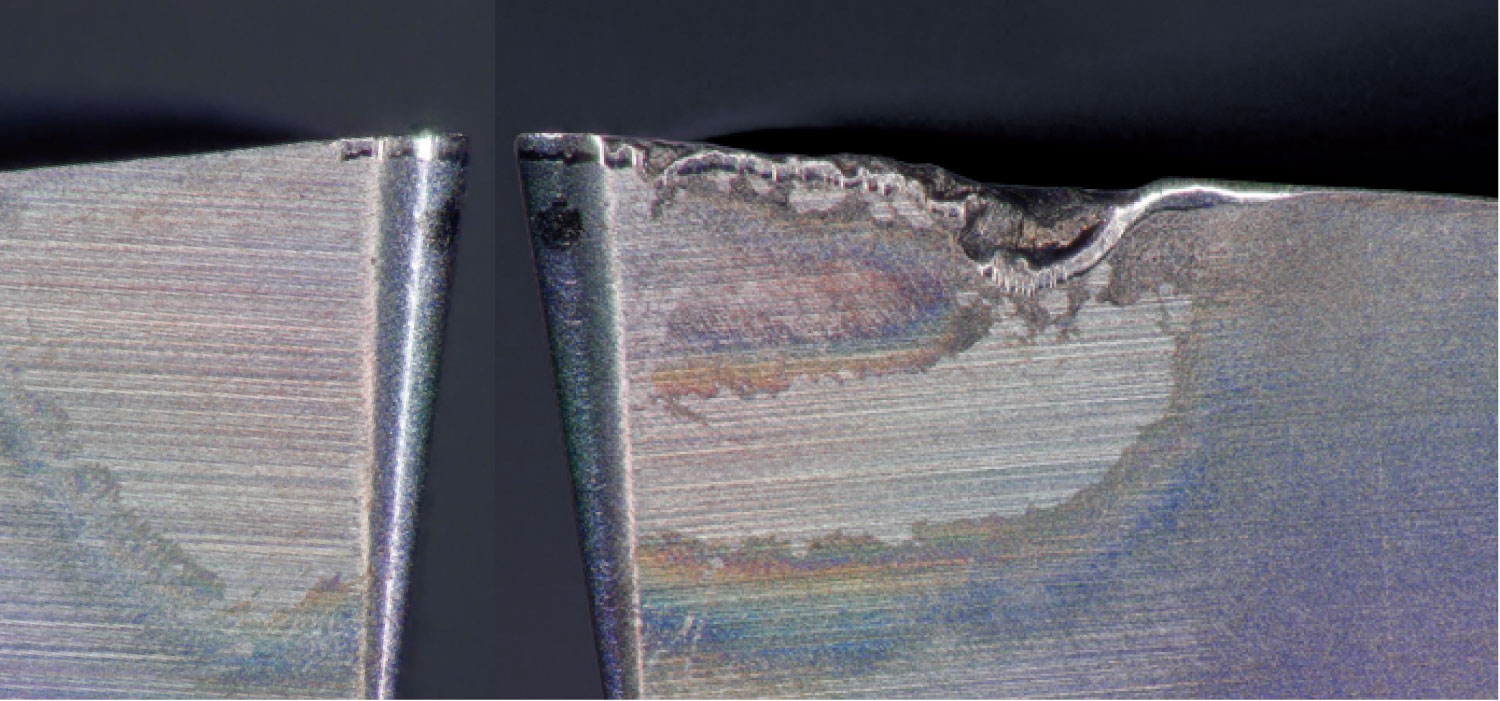
| TMV Spanbrecher | Mitbewerber | |
|---|---|---|
| Schneide Foto Bearbeitungsentfernung 8km |
 |
 |
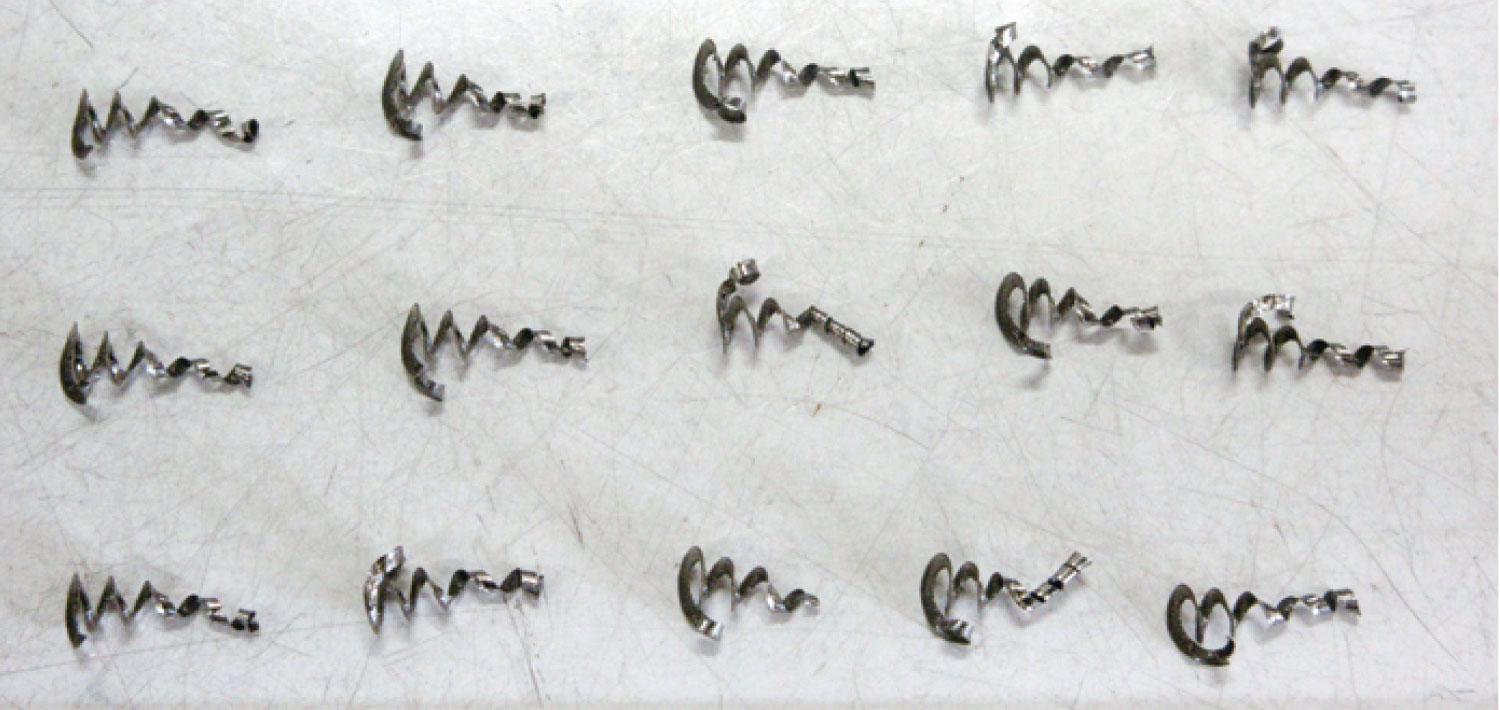
| Zustand des Chips |  |
 |
| Teile für Baumaschinen | |
|---|---|
|
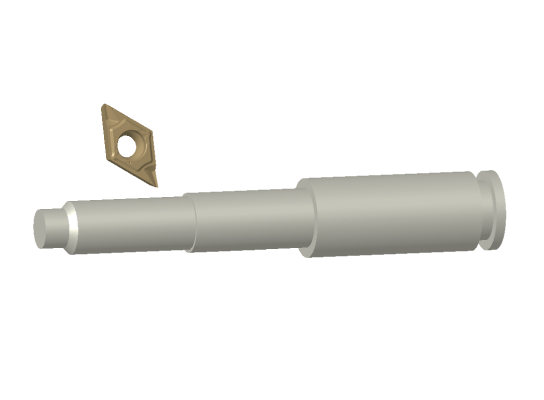 Bearbeitungsdurchmesser. :
⌀8 / 10.8 / 12
⌀.31” / .425” / .472” Bearbeitungsdurchmesser. :
⌀8 / 10.8 / 12
⌀.31” / .425” / .472”
|
|
|
|
|
|
|
|
|
| DM4 DCGT11T302MRTMV |
600Stück / Ecke
|
| PVD-Hartmetall von Wettbewerbern |
300Stück / Ecke
|
| Ventilteile | |
|---|---|
|
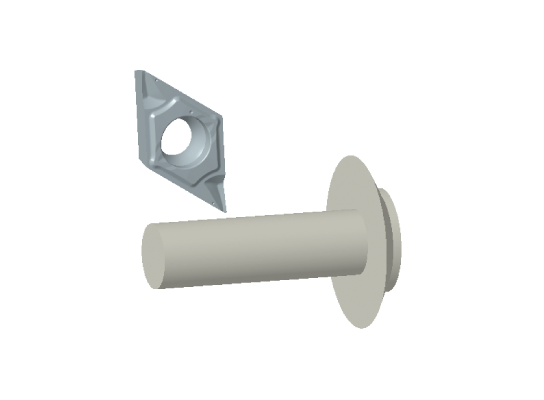 Bearbeitungsdurchmesser. :
⌀3.8
⌀.15” Bearbeitungsdurchmesser. :
⌀3.8
⌀.15”
|
|
|
|
|
|
|
|
|
| ST4 DCGT11T302MRTMV |
3.000 Stück / Ecke
|
| PVD-Hartmetall von Wettbewerbern |
2.200 Stück / Ecke
|