| Corte del soporte del eje de balancines | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| PD1 |
15.000 unidades / esquina (En curso) |
| PCD del competidor |
8000 piezas / esquina |
| Corte del soporte inferior | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
| PD1 |
24.000 unidades / esquina (En curso)
|
|
| PCD del competidor ⌀ 50 2” ×4 |
10000 unidades / esquina
|
|
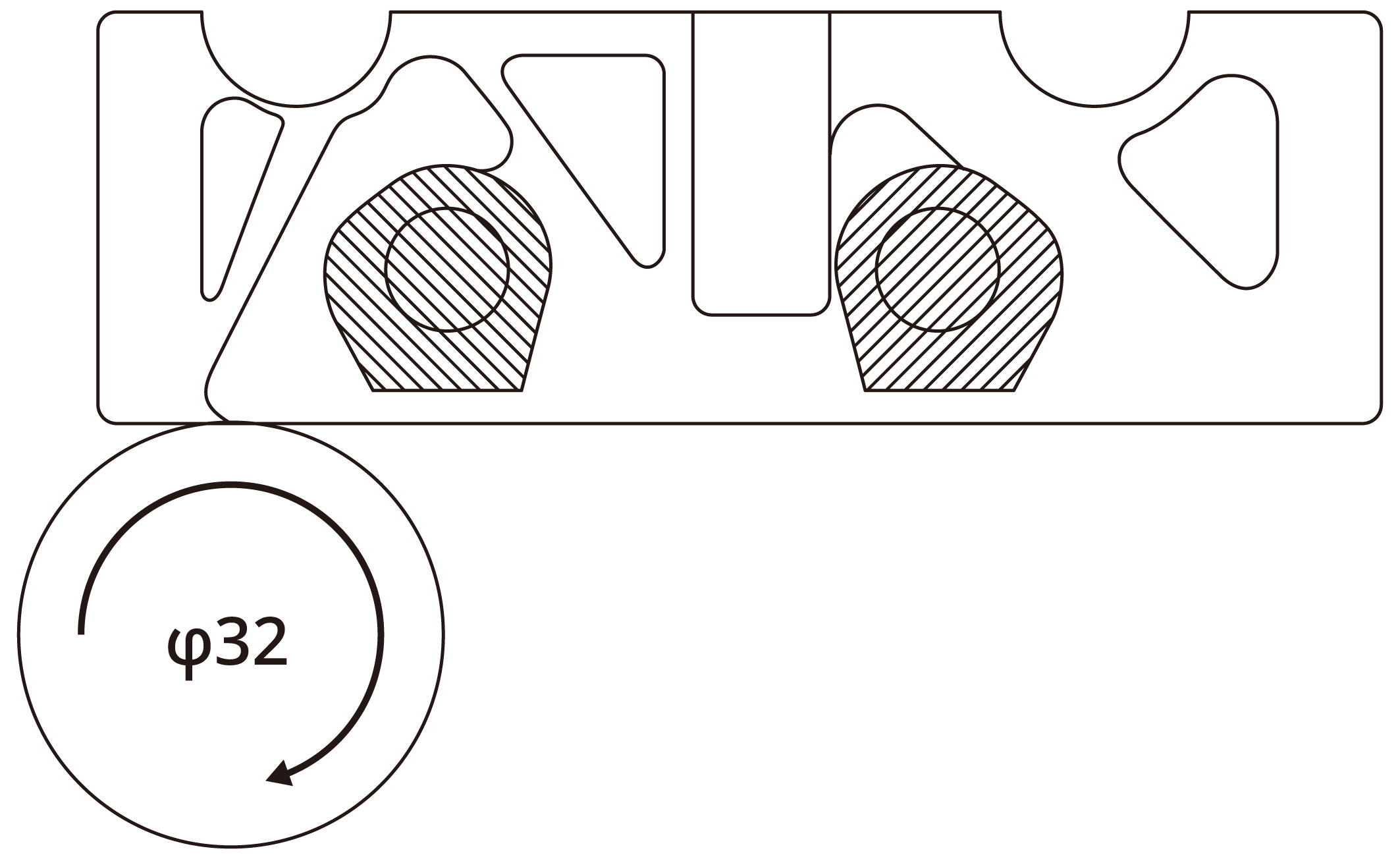
| PCD del competidor ⌀ 32 1.25” ×3 |
2500 unidades / esquina
|
|
| Corte del bastidor del raíl (para dos ruedas) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| PD1 |
30.000 unidades / esquina |
| PCD del competidor |
10~20 unidades / esquina |