| 被削材分類 | ロール材質 | 切削油 | 加工用途 | NTK材質 第1推奨 |
切削速度vc (m/min) (SFM) |
切込みap (mm) (inch) |
送りf (mm/rev) (IPR) |
|---|---|---|---|---|---|---|---|
 |
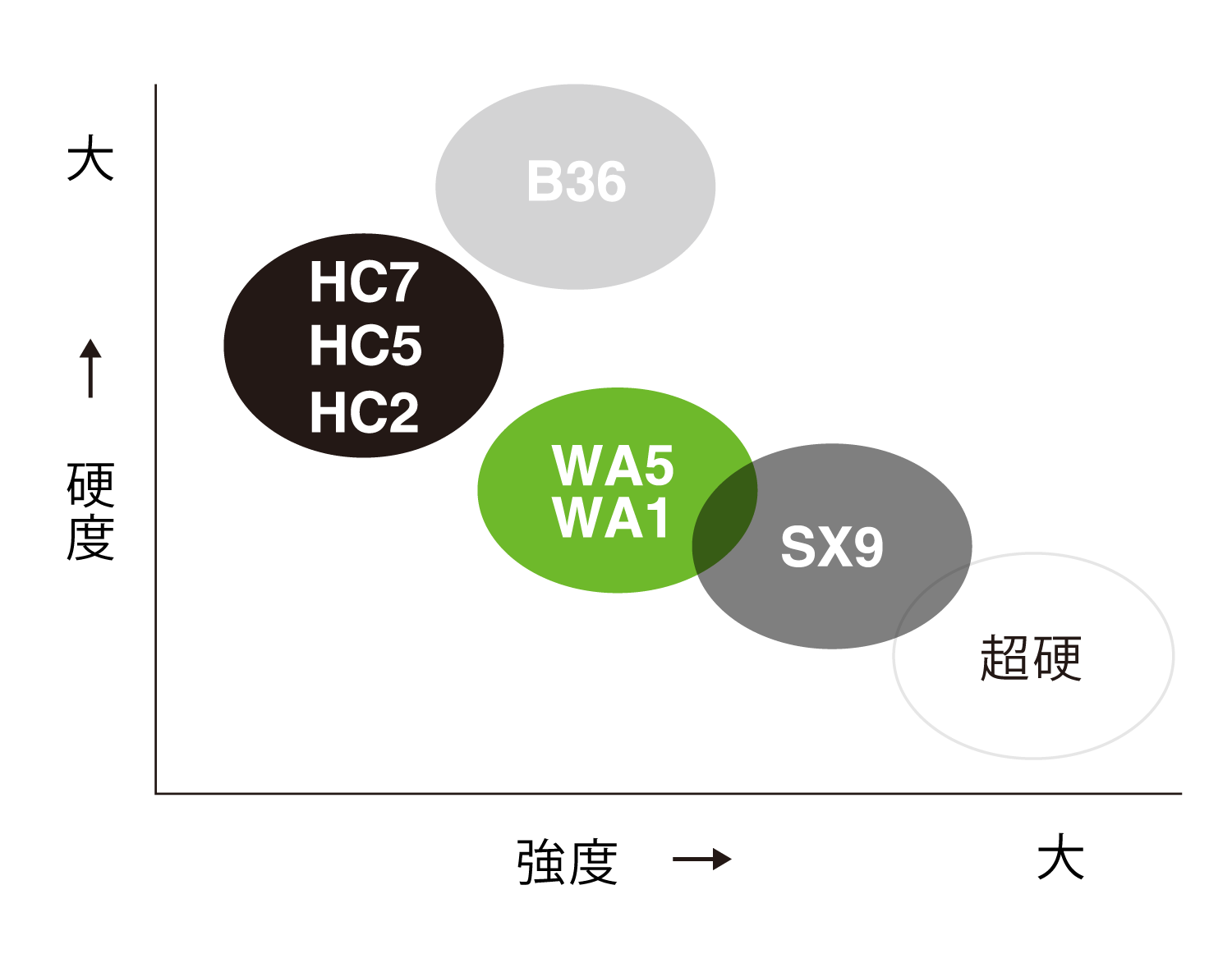
ハイスロール | DRY | 粗~中仕上げ加工 | ウィスカセラミック WA1/WA5 |
~ 40 ~ 130 | * チップ直径の5-15% (目安) | 0.3 – 0.5 .012 – .020 |
| 仕上げ加工 | CBN B22/B36 |
||||||
| 高硬度スチールロール | DRY | 中仕上げ~仕上げ加工 | アルミナセラミック HC2/HC7 |
80 – 200 260 – 660 | 0.5 – 0.8 .020 – .030 | ||
| 仕上げ加工 | CBN B22/B36 |
||||||
 |
鋳鉄ロール チルド鋳鉄 |
DRY | 中仕上げ~仕上げ加工 | アルミナセラミック HC2/HC7 |
40 – 80 130 – 260 | 0.3 – 0.5 .012 – .020 | |
| 仕上げ加工 | CBN B22/B36 |
||||||
| 鋳鉄ロール ダクタイル グレン アダマイト 特殊鋳鉄 |
DRY | 粗~中仕上げ加工 | 窒化珪素系セラミック SX9 |
40 – 120 130 – 400 | 0.5 – 0.8 .020 – .030 | ||
| 仕上げ加工 | CBN B22/B36 |
||||||
| 超硬ロール | DRY | 粗~中仕上げ加工 | ウィスカセラミック WA1/WA5 |
~ 40 ~ 130 | 0.3 – 0.5 .012 – .020 | ||
| 仕上げ加工 | CBN B22/B36 |
| フォーミングロール | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| HC7 |
2ヶ/コーナ
|
| 他社黒セラミック |
1ヶ/コーナ
|
| ベンディングロール | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
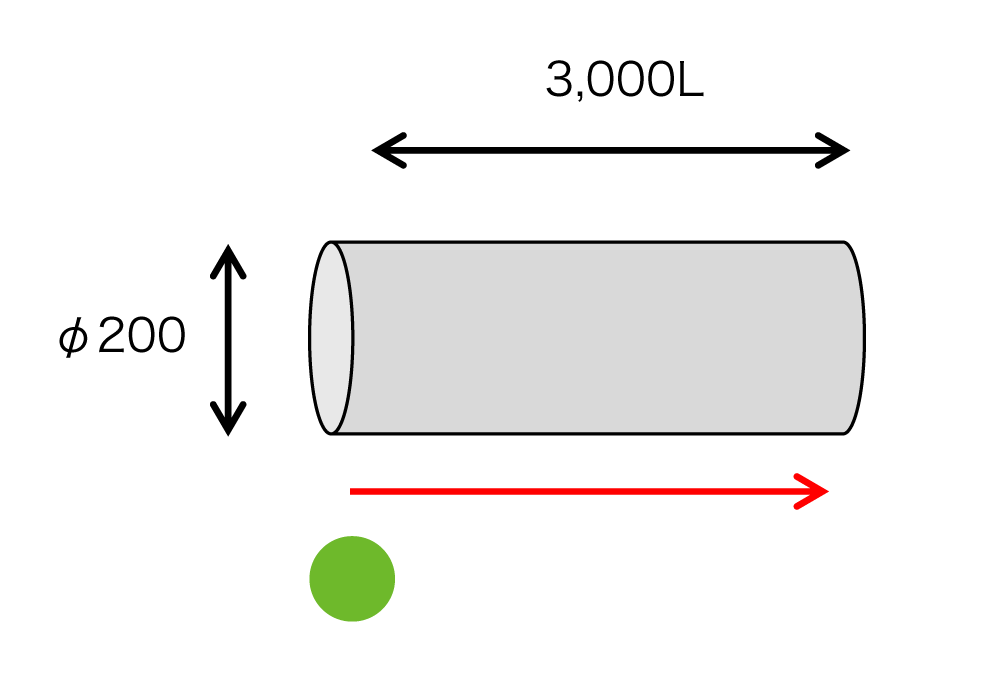
| WA1 |
2ヶ(6,000L)/コーナ
|
| 他社黒セラミック |
1ヶ(3,000L)/コーナ
|