 For heavy interrupted machining | CBN for machining hardened material
For heavy interrupted machining | CBN for machining hardened material
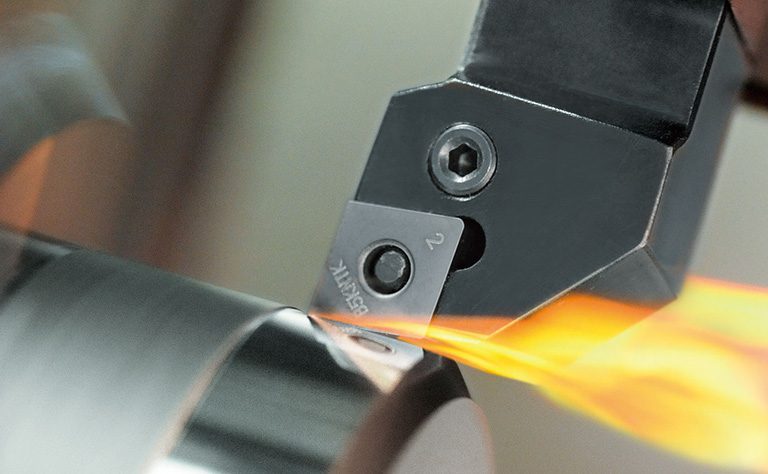
High performance, low cost CBN
Recommended for heavy interrupted cuts
Excellent toughness and stable machining
Ideal for hardened materials of HRC 55 or higher
Product video

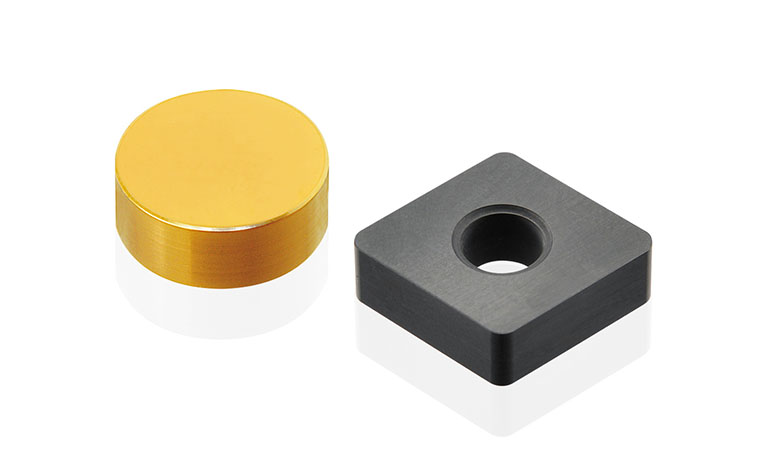
Features
- Exceptional toughness due to a special TiN binder blended with the CBN
- Chipping resistance achieves stable machining through heavy interruptions
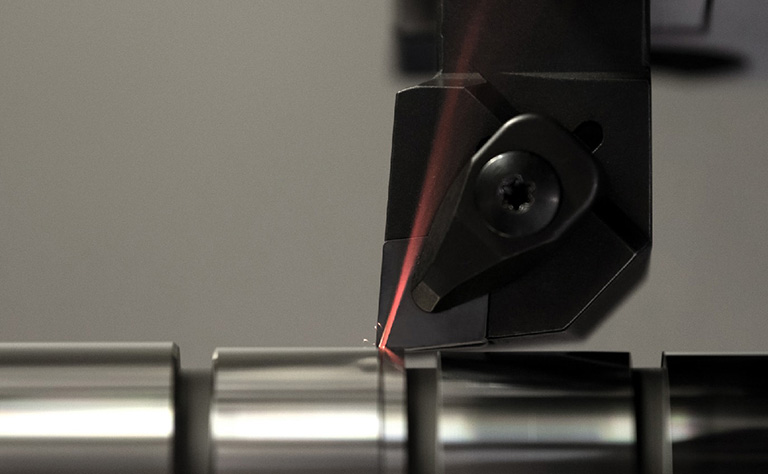
Tooling application
Heavy interrupted machining of hardened materials of HRC55 or above
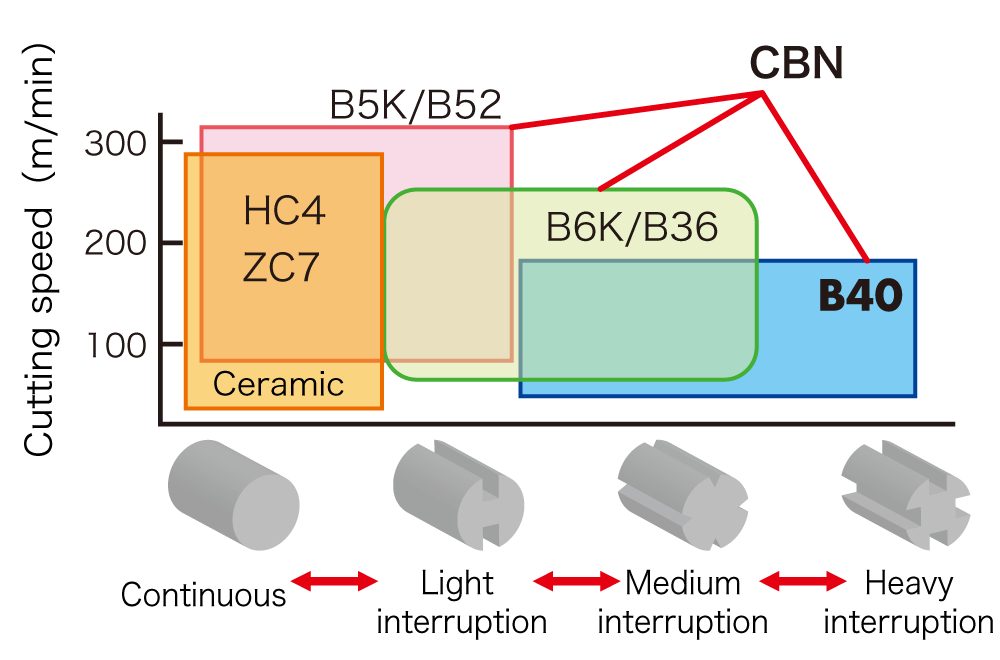
Grade application chart
Cutting conditions
Scroll the table →
| ●1st Recommendation 〇2nd Recommendation |
||||||||
| Grade | Material | Operation type | Machining | Cutting speed (m/min) | Feed(mm/rev) | DOC(mm) | DRY | WET |
|---|---|---|---|---|---|---|---|---|
| B40 | Hardened material (HRC 55 or above) | Turning Heavy interrupted machining | Finishing | 30 - 150 | ~ 0.1 | 0.1 - 1.0 | ● | 〇 |
Edge preparations
Scroll the table →
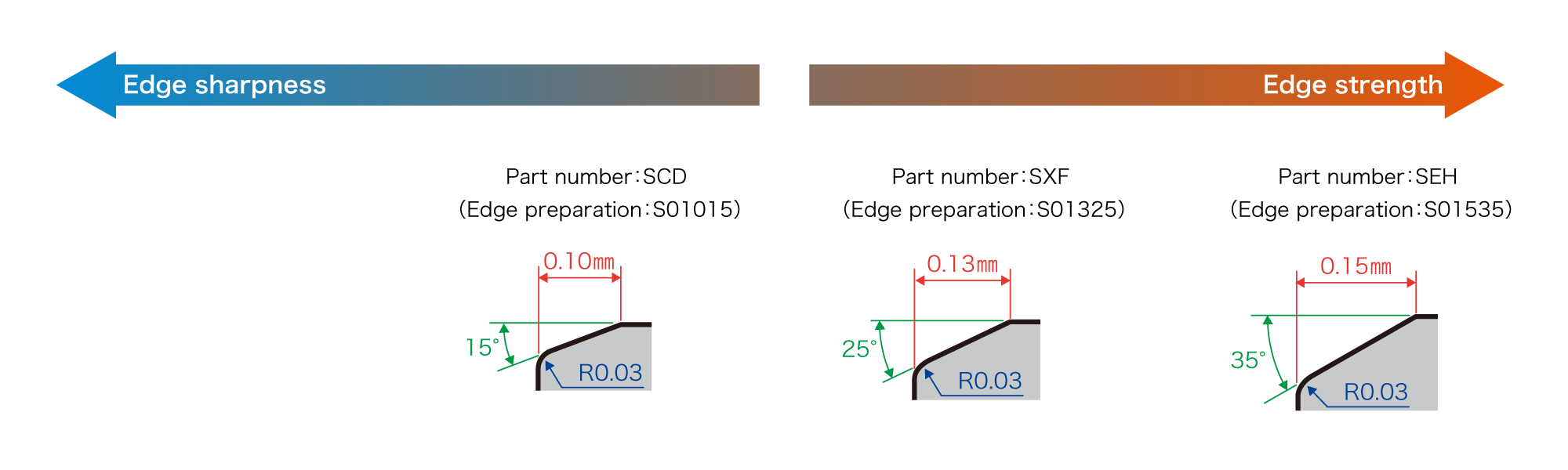
Performance comparison by edge preparation
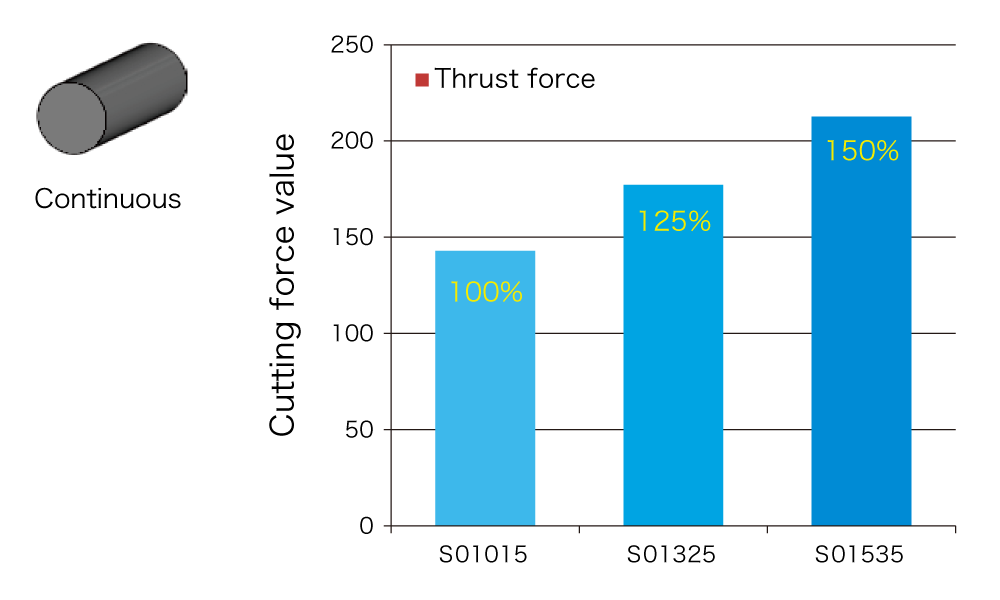
- As the edge preparation increases the tool pressure on the insert increases.
- [ Cutting conditions ]
- SCM415(HRC63-65) vc=200m/min f=0.1mm/rev ap=0.2mm, DRY
- [ Insert ]
- TNGA160408
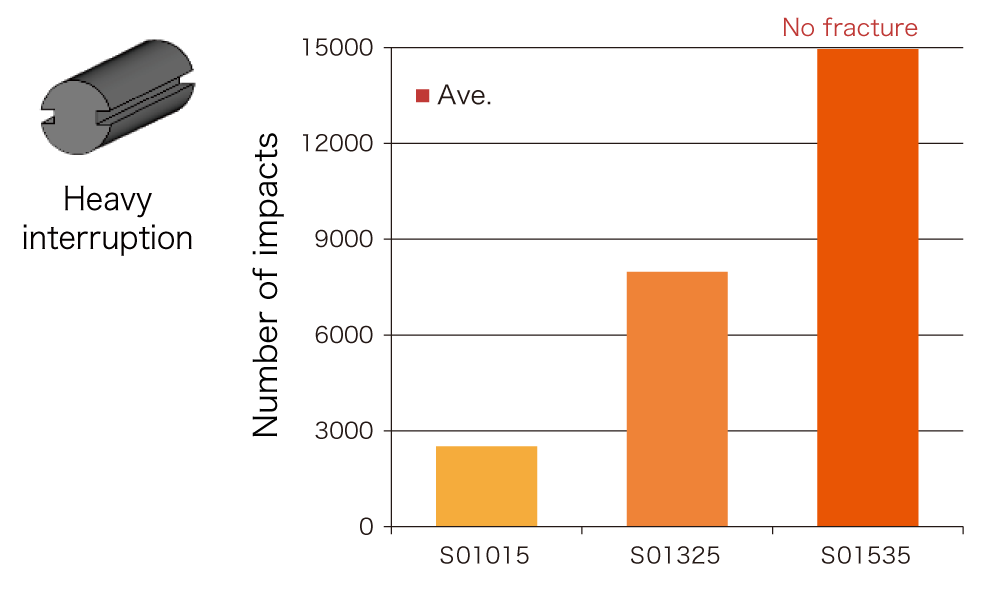
- There is a direct correlation between an increase in the edge preparation and improvement of insert fracture resistance.
- [ Cutting conditions ]
- SCM415(HRC63-65) vc=75m/min f=0.1mm/rev ap=0.3mm DRY
- [ Insert ]
- TNGA160408
Case study
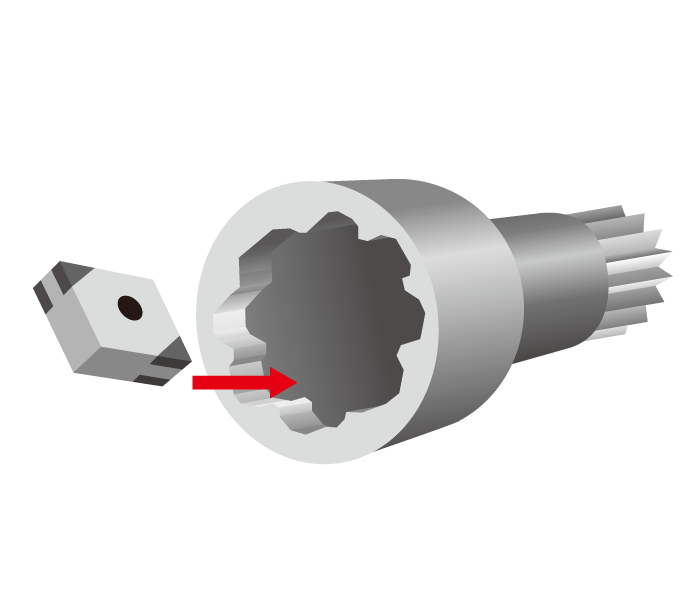
| Interrupted ID boring of automotive parts | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| B40 | 2,300 pcs / corner |
|
| Competitor's CBN | 1,500 pcs / corner |
|
- B40 achieved longer tool life through the heavy interruptions without chipping
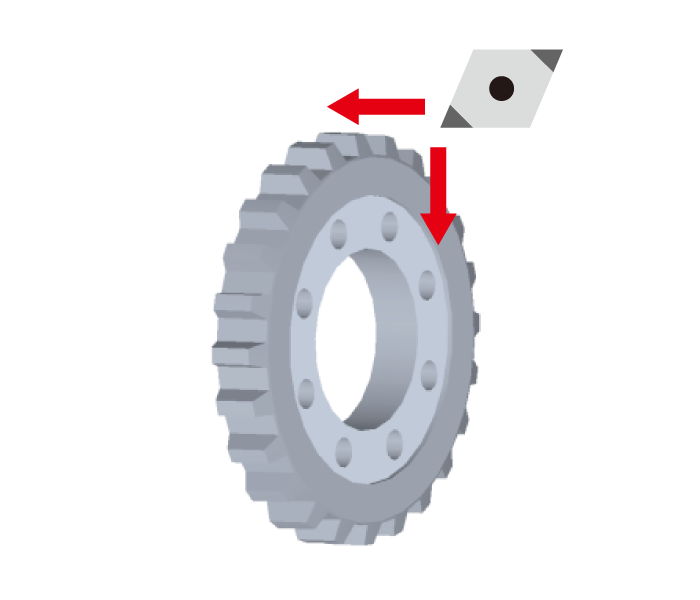
| Interrupted OD turning gear part coupling | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| B40 | 400 pcs / corner |
|
| Competitor's CBN | 100 pcs / corner |
|
- Competitor's CBN had edge damage due to interruptions. B40's excellent toughness achieved 4 times longer tool life.
Tool lineup
Please check product catalog for tooling lineup
Other recommended products
-
B6K/B36For light to medium interrupted machining | CBN for machining hardened material
High performance, low cost CBN
-
B5K/B52For continuous-light interruption machining | CBN for machining hardened material
High performance, low cost, versatile CBN
-
NTK450For continuous machining | NTK CeramiX
The ultimate ceramic grade for finishing hardened materials -" NTK CeramiX "
-
ZC7/HC4For continuous machining | Ceramic for machining materials 30 - 70 HRC
Significant cost savings for high hardness materials
Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch