
| 被削材分類 | 被削材 | 切削油 | NTK材質 第1推奨 |
切削速度vc (m/min) (SFM) |
切込みap (mm) (inch) |
送りf (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
鋳物 旋削仕上げ加工 |
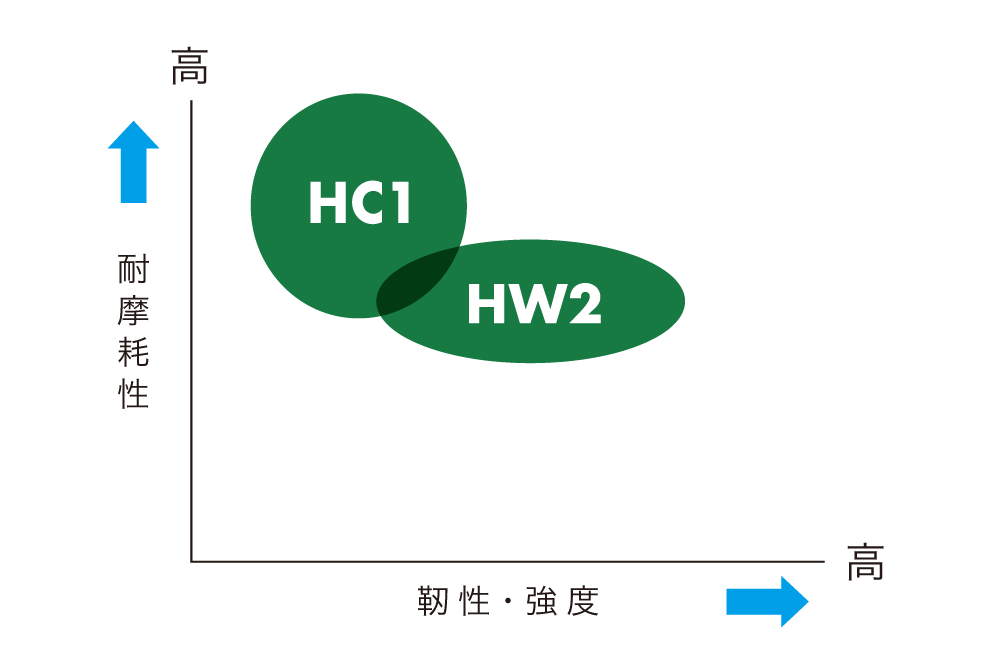
DRY | HC1 | 400 – 700 1300 – 2300 | 0.5 – 2.0 .020 – .080 | 0.1 – 0.4 .004 – .016 |
| HW2 |
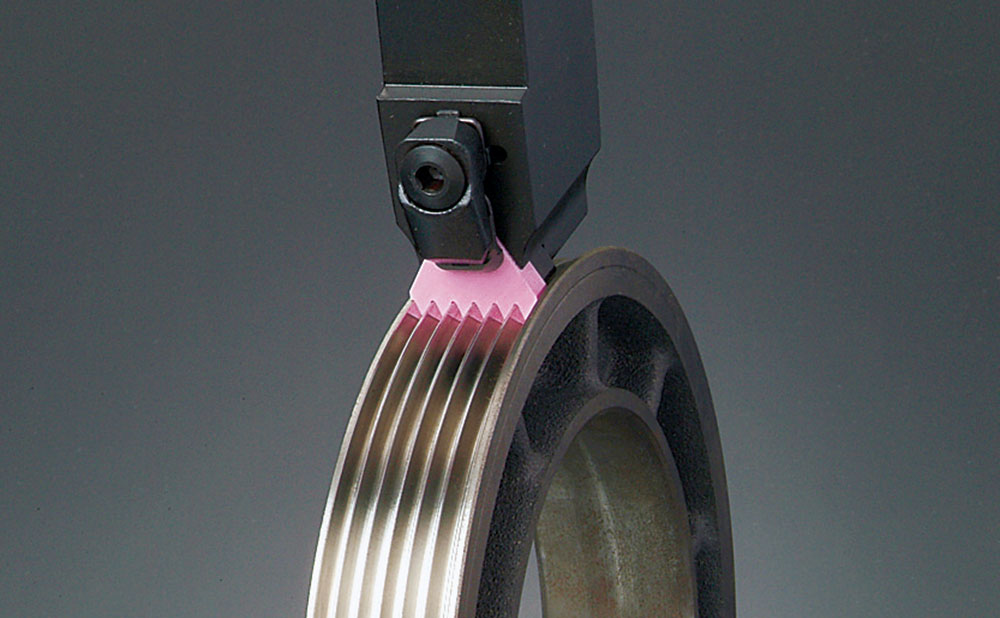
| ディスクブレーキ加工 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| HC1 |
130個/コーナ
|
|
| 他社黒セラミック |
60個/コーナ
|
|
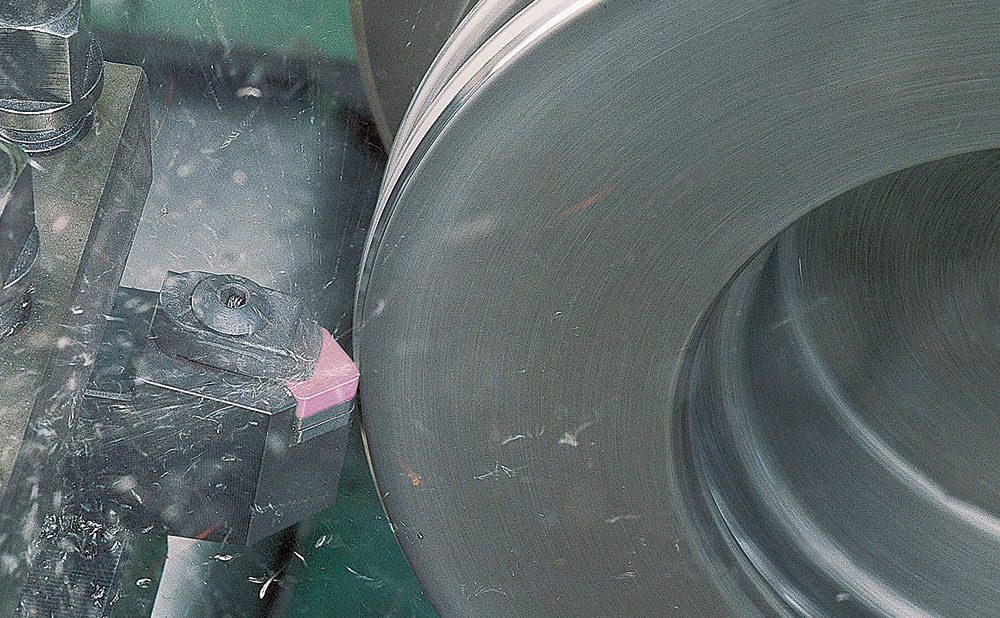
| シリンダーライナー加工 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| HW2 |
70個/コーナ
|
|
| 他社セラミック |
30個/コーナ
|
|