非鉄金属加工用多機能工具| CNC自動旋盤向け
加工ニーズに合わせて、インサート2材質をラインナップ
PCD材質 PD1
超硬材質 KM1
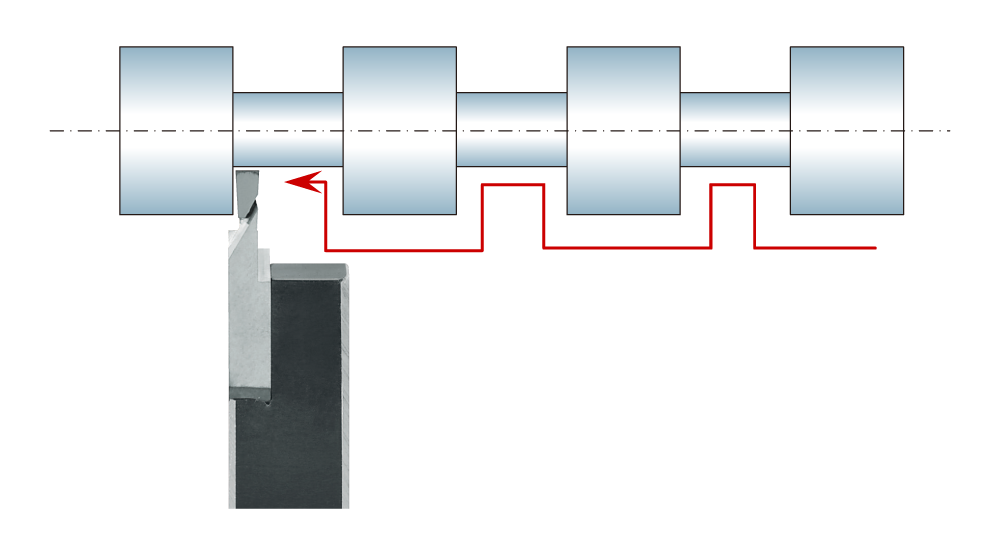
CNC自動旋盤 溝入れ / 横挽き加工
他社品では粗溝3回加工後、仕上げ加工を行っていたが、切屑が噛んで欠損する事が多かった。サイクルタイムも3分以上要していた。NTK KM1は1発加工が可能でサイクルタイムを1分50秒に短縮できた。
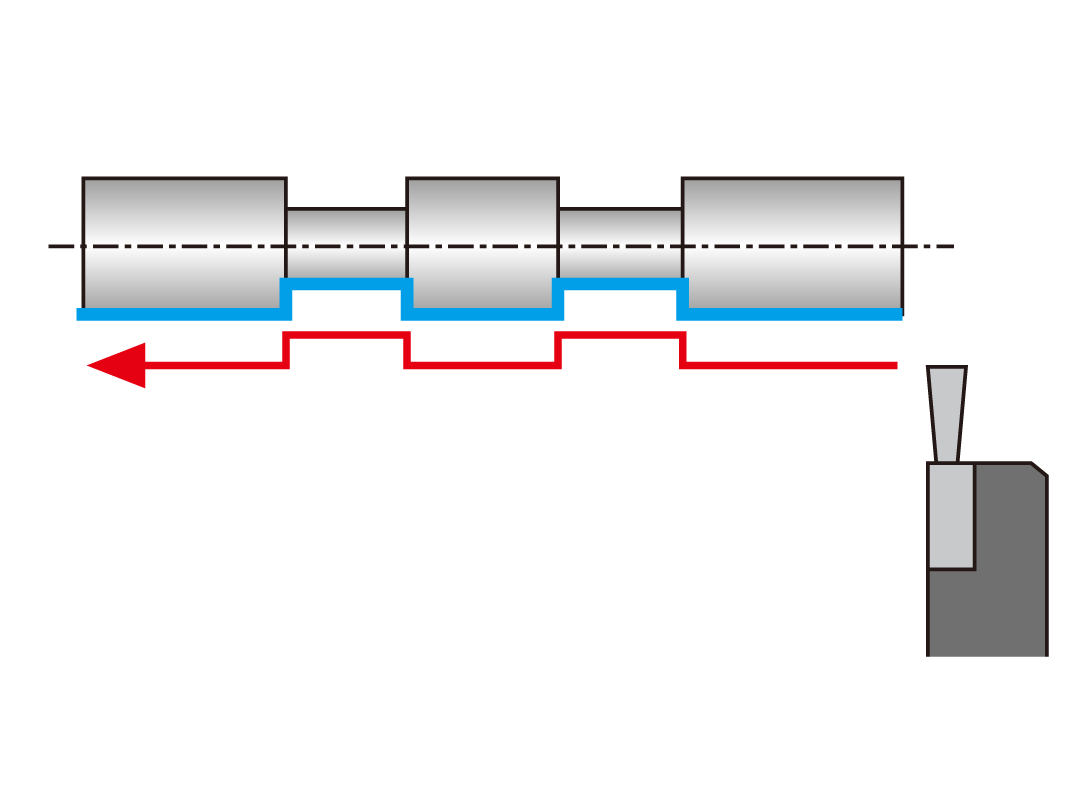
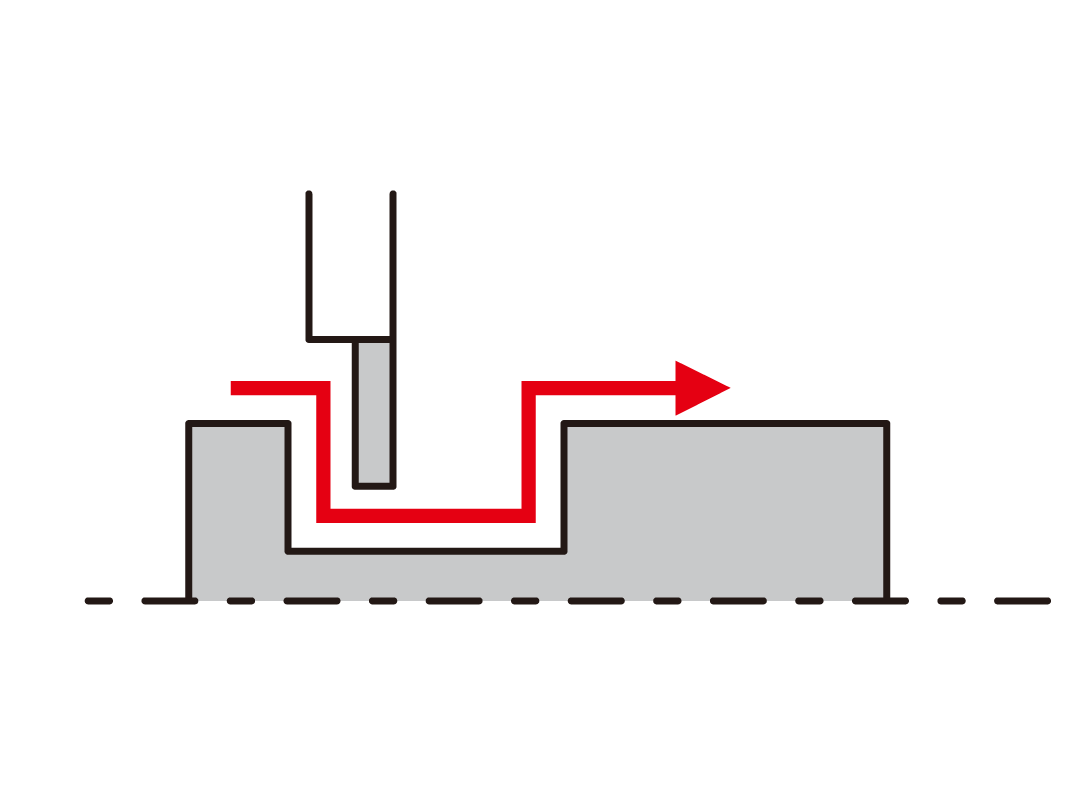
一筆書きによりC/Tを短縮。 PD1は溶着が無く、美麗な加工面が得られ、能率及び寿命が格段に向上。
この製品の詳細については、オンライン電子カタログをご覧になるか、カタログ/製品レポートをダウンロードしてください。