非鉄材料加工 コスト重視 | CNC自動旋盤工具材質
アルミ、真鍮、樹脂、銅などの非鉄材料加工前挽き / 後挽き / 溝入れ / 突切り / ねじ切り
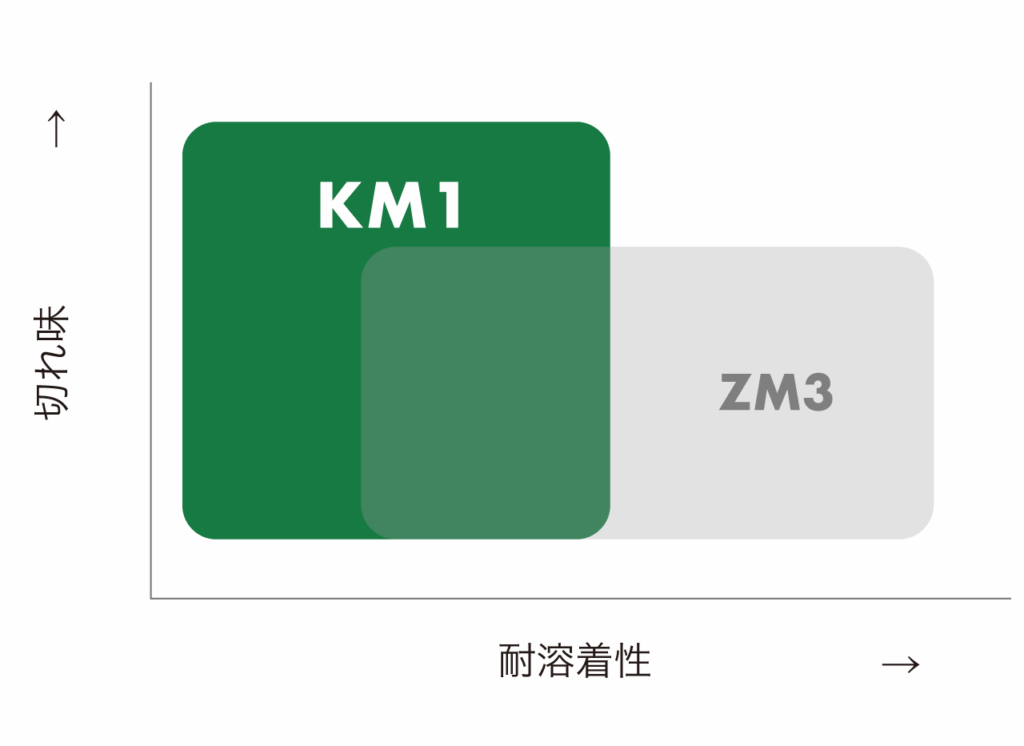
High→
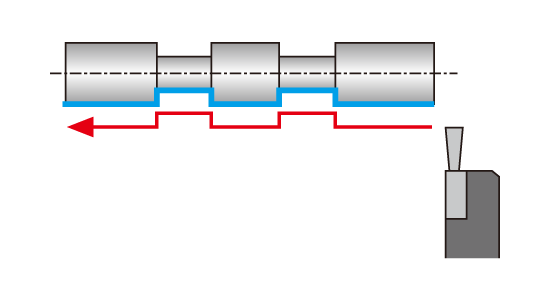
他社品では粗溝3回加工後、仕上げ加工を行っていたが、切屑が噛んで欠損する事が多かった。サイクルタイムも3分以上要していた。KM1は1発加工が可能でサイクルタイムを1分50秒に短縮できた。
この製品の詳細については、オンライン電子カタログをご覧になるか、カタログ/製品レポートをダウンロードしてください。