
 밀링 정삭 가공용 | 고경도재 가공용 위스커 세라믹
밀링 정삭 가공용 | 고경도재 가공용 위스커 세라믹
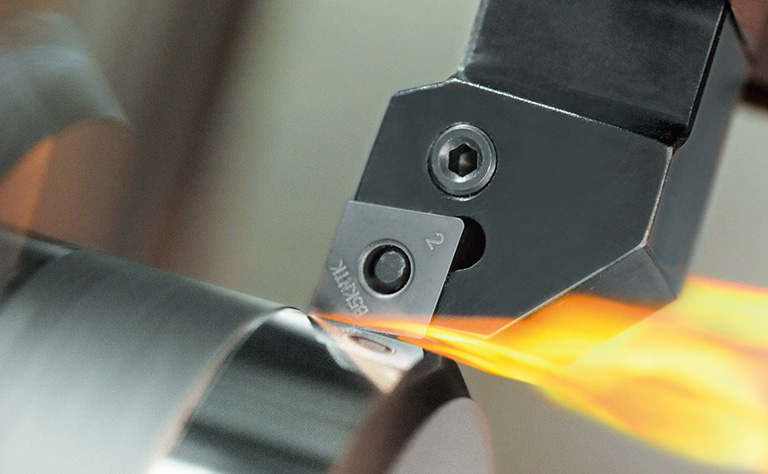
고능율, 긴 수명, 고경도 가공용 세라믹
HRC45~62 고경도재 밀링가공에 사용
가공비용 절감과 연마공정 절감을 실현
성능
- 열충격에 강한 SiC위스커를 알루미나에 첨가하는 것으로 고속 밀링 가공을 실현
- 초경 공구에 비교하여 긴수명 가공이 가능.
적용사례
HRC 45~62 고경도재
공구강, 칠드주철, 스텔라이트, 금형강, 소결합금, 용접비드가공
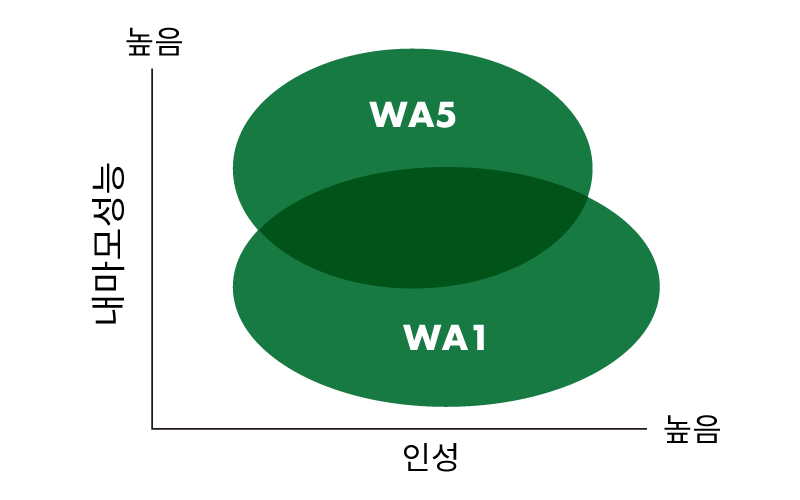
재질별 특성
가공 조건
표 스크롤 →
| 인서트 | 절입량 (mm) | HRC 45-55 | HRC 55-60 | HRC 60-62 | |||
|---|---|---|---|---|---|---|---|
| 절삭속도 (m/min) | 이송 (mm/t) | 절삭속도 (m/min) | 이송 (mm/t) | 절삭속도 (m/min) | 이송 (mm/t) | ||
| RPGN1204 타입 | 1.3 | 250 - 390 | 0.12 | 210-360 | 0.08 | 170-330 | 0.07 |
| RNGN1207 타입 | 2.0 | 250 - 420 | 0.12 | 210-390 | 0.10 | 170-360 | 0.07 |
주 : 절삭속도와 이송속도는 가공 시작 조건의 기준이 됩니다.
가공 포인트
- 공구 돌출량은 최소한으로 하고 워크의 클램프는 견고하게 해주세요
- 절삭 폭은 커터 직경의 50%에서 65%까지로 해주십시오.
- 가공 시작과 끝에 있어서 이송을 가공 조건의 25%까지 낮춰 주세요
- 냉각수는 사용하지 않고 에어 블로우로만 사용해 주십시오.
- 금형 캐비티부의 가공은 헬리컬 가공으로 실시해 주세요.
- 상향 절삭을 권장합니다
- 가능하면 열박음식 아바를 사용해 주십시오
- 권장 조건 내에서 가공해 주십시오.
- 절삭온도를 유지하기 위해 절입량 변화시 절삭속도를 높여 주십시오.
- 절삭온도에 의한 인서트의 소성변형을 최소화하기 위해 절삭속도를 조정해 주십시오
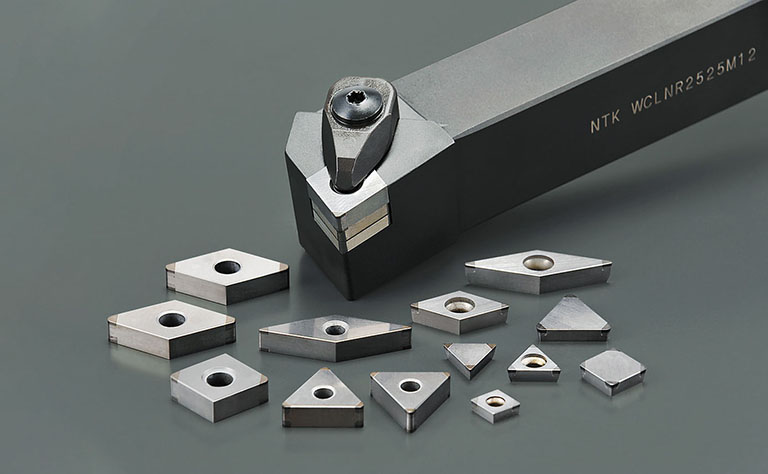
라인업
표 스크롤 →
| 형상 | NTK품번 | 코너 R | 재질 | 치수 (mm) | |||
|---|---|---|---|---|---|---|---|
| 미터계 품번 | 인선처리 | WA1 | WA5 | 내접원 | 두께 | ||
 |
RNGN 120700 | T00520 | ― | ● | 12.7 | 7.94 | |
| T00525 | ● | ||||||
| T00820 | ● | ||||||
| T01020 | ● | ||||||
 |
RPGN 120400 | T00520 | ― | ● | 12.7 | 4.76 | |
| T01020 | ● | ||||||
Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
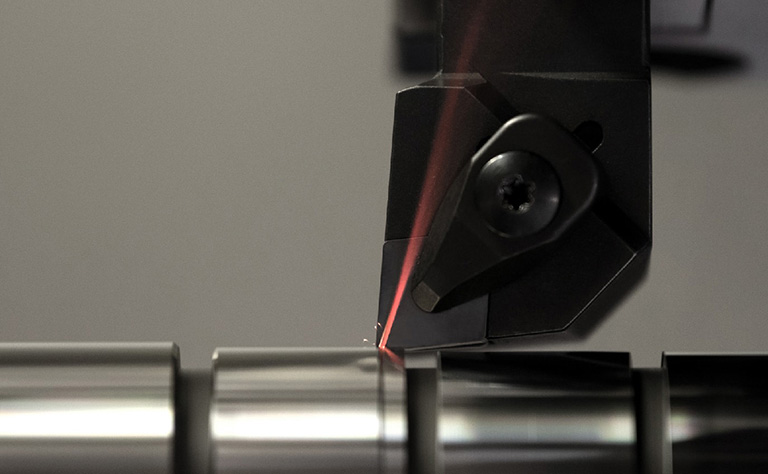
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch