
Mogul barsPara operaciones de torneado interno| Tornos CNC suizos
Resuelve problemas comunes asociados con las operaciones de torneado interno
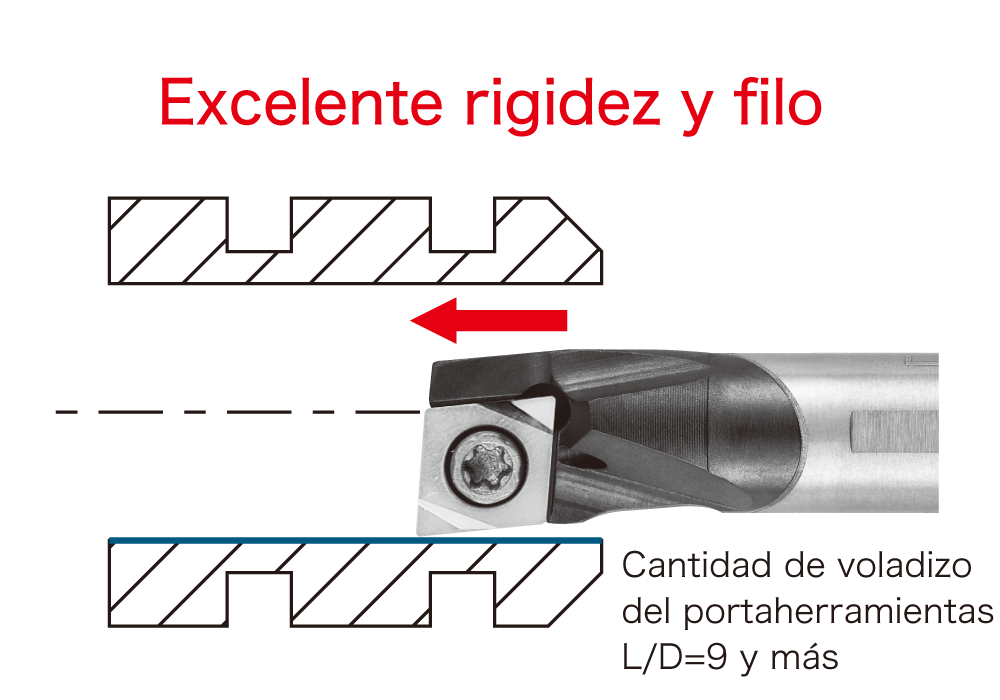
Barras e insertos de alta rigidez que alejan las virutas de la pieza maquinada
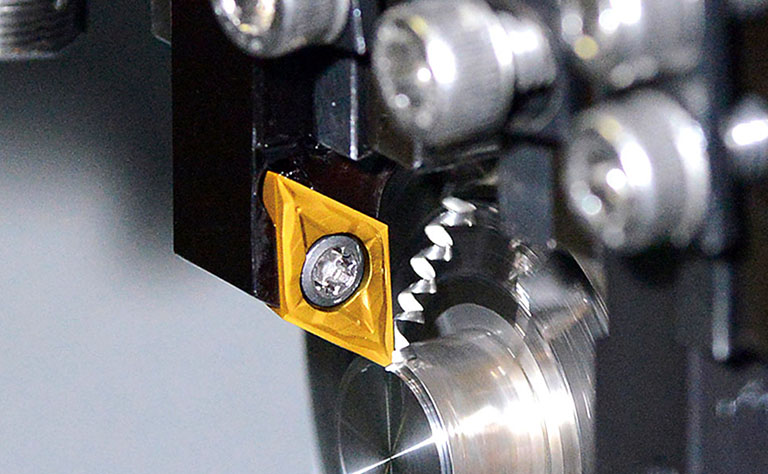
El diseño único de la barra de mandrinar mejora enormemente la rigidez en combinación con rompevirutas que controla la dirección de la evacuación de la viruta durante las operaciones de torneado interno.
Video del producto
Características
- Portainserto diseñado para asegurar rigidez eliminando vibraciones
- Rompevirutas F1, F05, FG desarrollados para aplicaciones de barreno ciego que dirigen las virutas hacia atrás y fuera del orificio, evitando acumulación de virutas
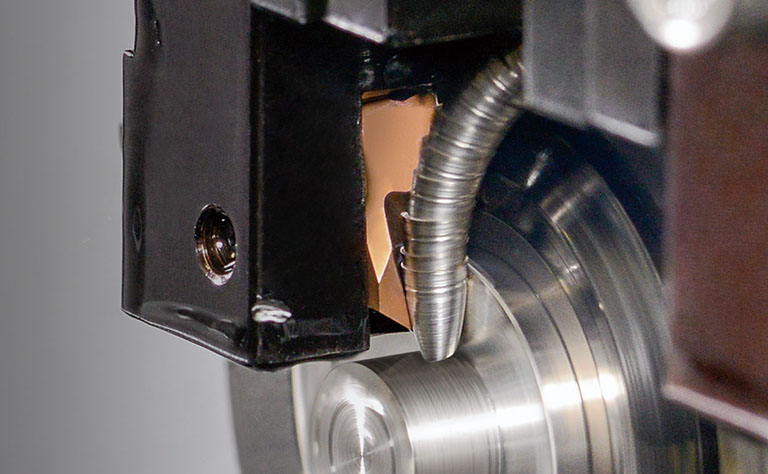
- Flujo de refrigerante a través en barras de mandrinar para favorecer la evacuación de virutas
Aplicación de herramientas
Operaciones de mandrinado de torneado interior en tornos estilo suizos CNC
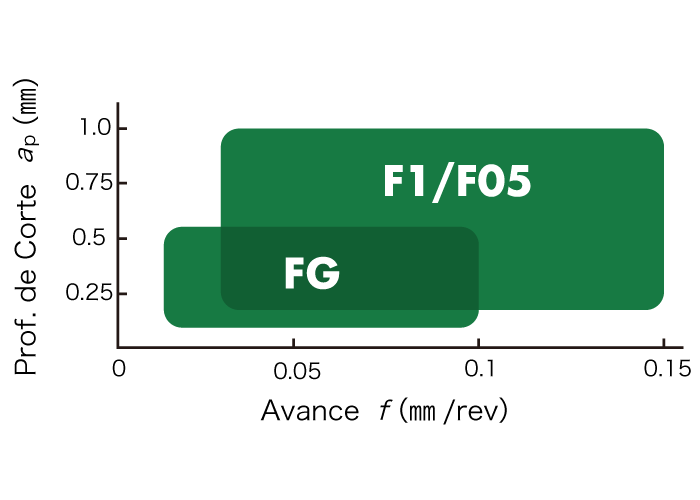
Rango de control del rompevirutas
Condiciones de corte
Desplazar la tabla →
| Grado recubierto | Material | Tipo de operación | Overhang amount | Velocidad de corte (m/min) | Avance (mm/rev) | Prof. de Corte (mm) |
|---|---|---|---|---|---|---|
| ST4 | Acero inoxidable | ID boring operations ID boring Back turning |
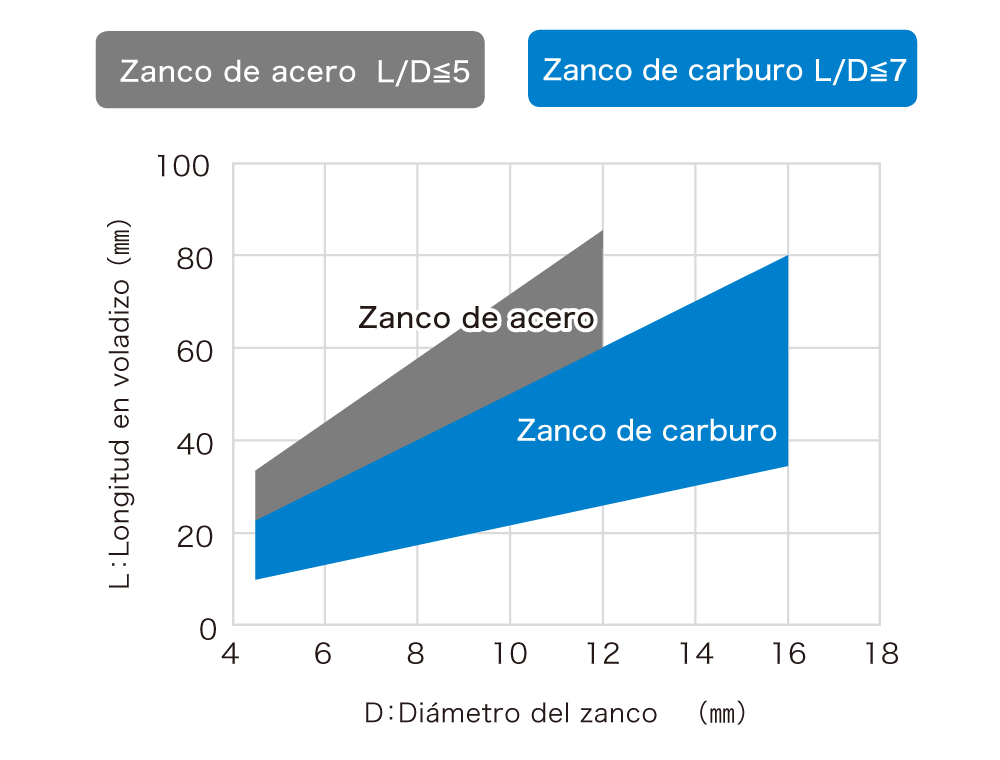
Zanco de acero ~5D Carbide shank ~7D |
40 - 120 | 0.02 - 0.2 | 0.1 - 1.0 |
| QM3 | Acero aleado / acero al carbono / material endurecido | 50 - 150 | ||||
| DM4/DT4 | Material difícil de cortar / aleación de titanio | 30 - 70 | ||||
| TM4/ZM3 | No ferrosos / aluminio / plástico / uso general | 50 - 200 |
Voladizo del portaherramientas
- [ Condiciones de corte ]
- Material : Acero aleado, Acero inoxidable vc = 80m/min f=0.05-0.1mm/rev ap=0.1-0.5mm HÚMEDO
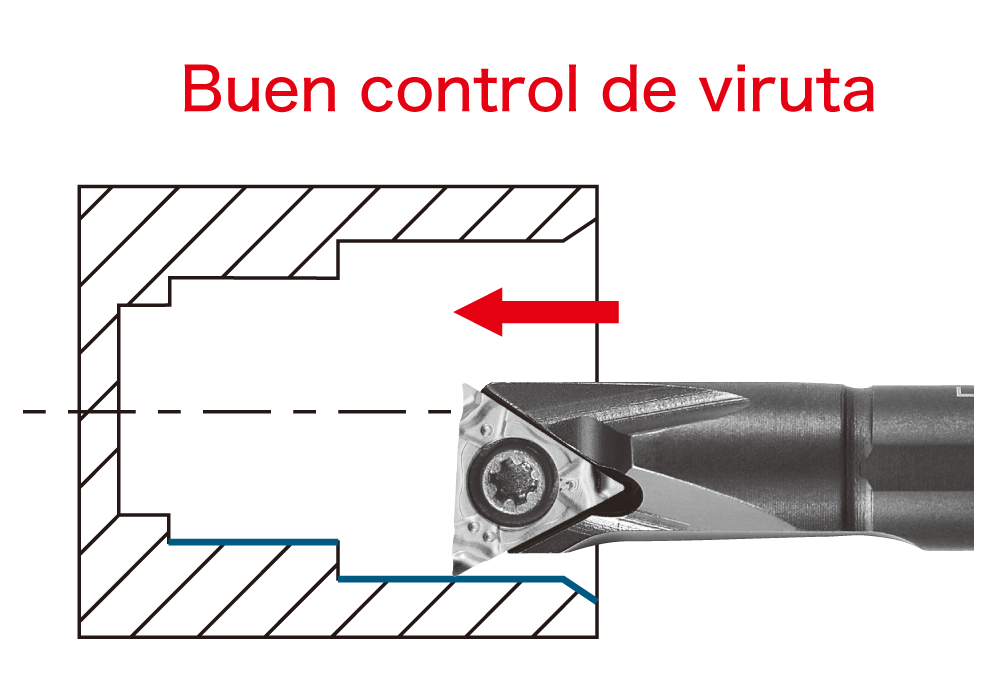
Evacúa las virutas hacia atrás
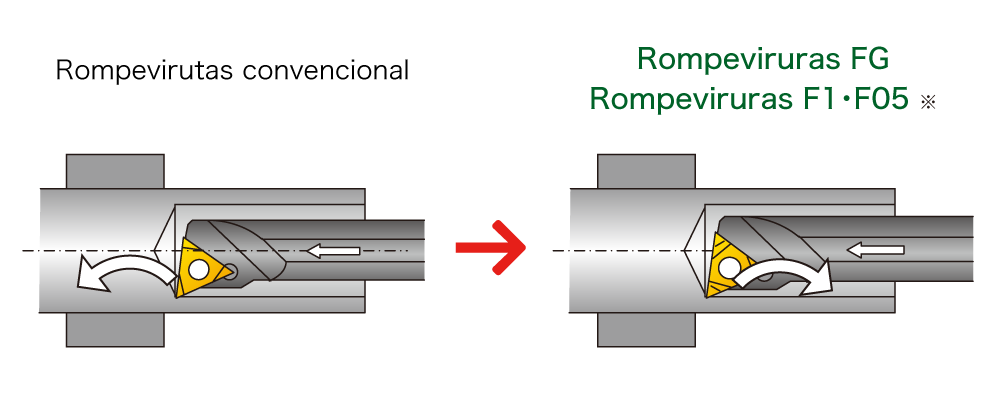
Los rompevirutas estilo F dirigen las virutas hacia atrás y fuera del barreno
* Utilice inserto derecho en barra de mandrinar a derechas
Características de los rompevirutas FG / F05 / F1
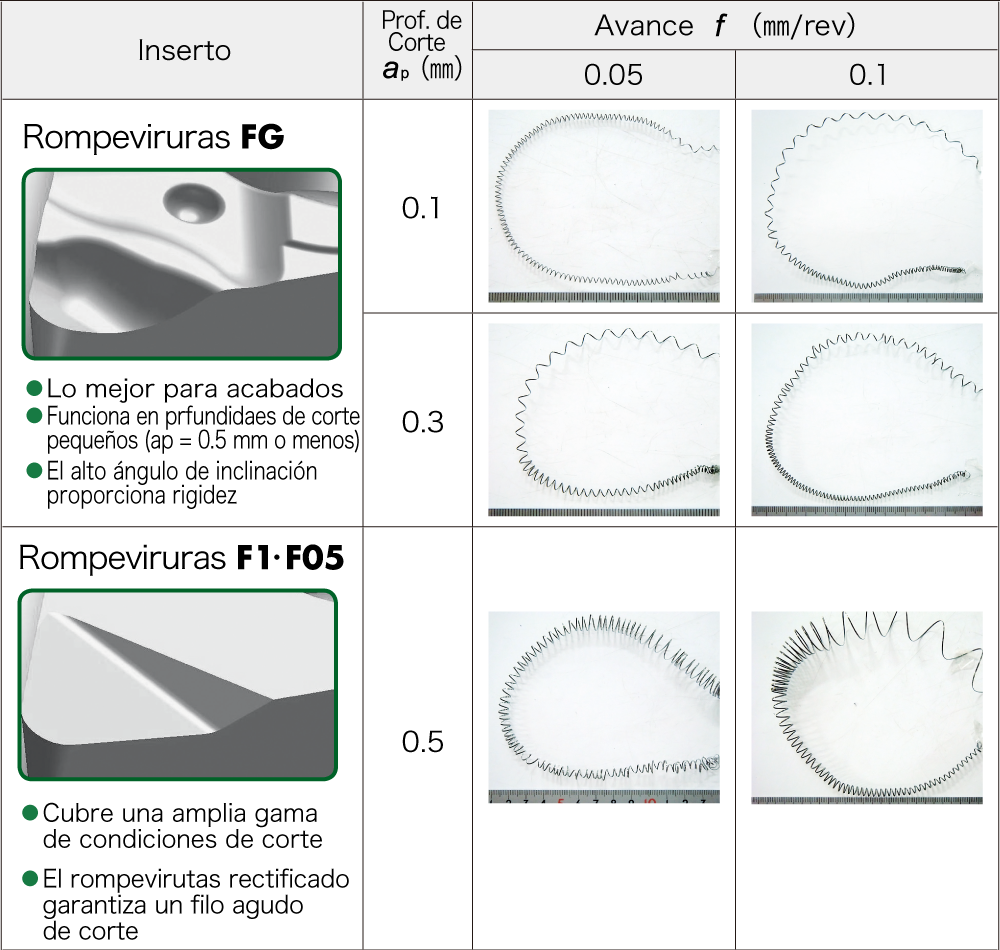
- [ Condiciones de corte ]
- Material : SCM415 Diámetro de la pieza φ12 Longitud de mecanizad 20mm vc = 80m/min HUMEDO(Refrigerante externo)
- [ Herramientas utilizadas ]
- Poseedor : Zanco de acero S10KSTUPR11D12-OH Inserto : TPGH110304 Type
Chip control
Desplazar la tabla →
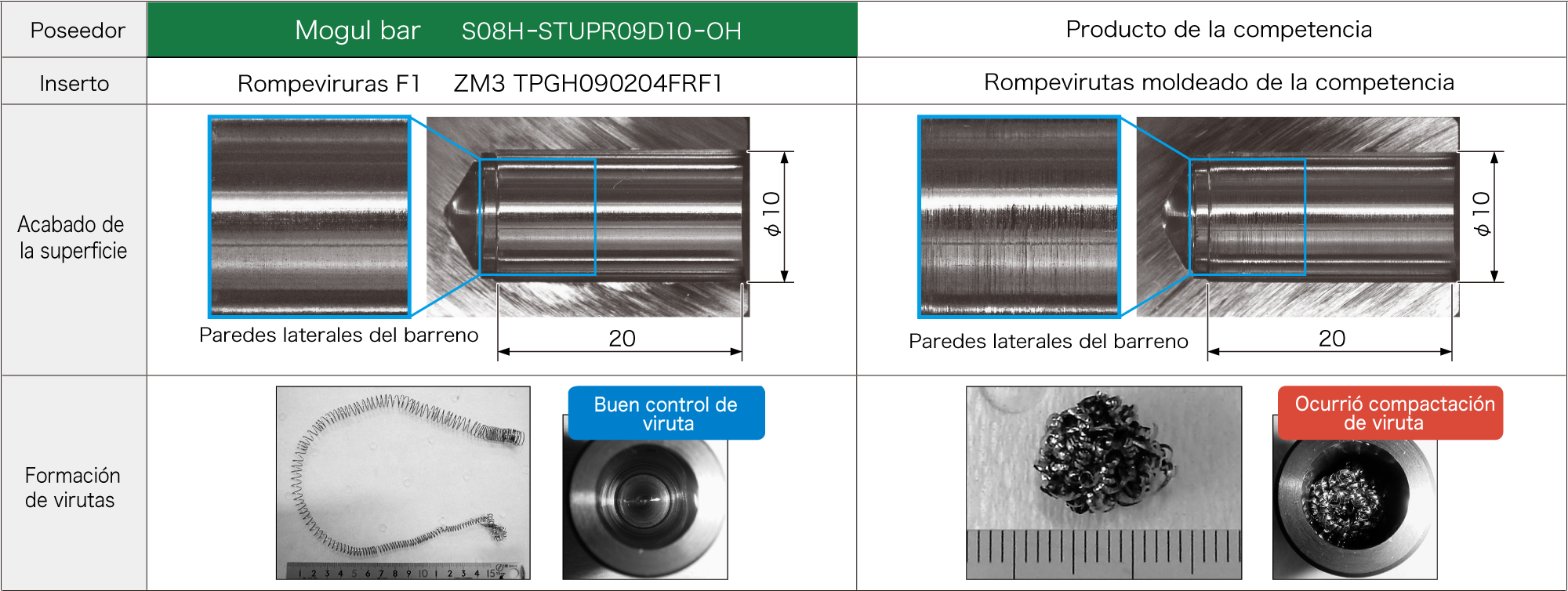
- [ Condiciones de corte ]
- Material : SCM435 vc = 80m/min f = 0.05㎜/rev ap = 0.25㎜ Diámetro de la pieza : φ10 Refrigerante externo Cantidad de voladizo del portaherramientas : L/D = 4 Longitud de mecanizad : 20㎜
- [ Herramientas utilizadas ]
- Poseedor : S08H-STUPR09D10-Tipo OH (diámetro interior mínimo de 10 mm) Tamaño del zanco: 8 mm Inserto : TPGH090204 Type
Caso de estudio
| Partes de válvula | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| Mogul bars +TM4 Rompeviruras FG |
1,500 pcs |
| Producto de la competencia | 700 pcs |
La vida útil de la herramienta de competidor no fue estable debido ala compactación de viruta.
La barra y el inseto de NTK con rompevirutas FG evacuaron la viruta del barreno, lo que resultó en un aumento de 2.1 veces en la vida útil de la herramienta.
| Buje | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| Mogul bars +TM4 Rompeviruras F1 |
900 pcs |
| Herramienta convencional | 500 pcs |
La barra de mandrinar del competidor experimentó una gran cantidad de vibraciones debido al voladizo extremo.
La barra de mandrinar de NTK eliminó los problemas de vibración y la plaquita con rompevirutas F1 logró una vida útil de la herramienta 1.8 veces mayor.
Alineamiento de herramientas
Otros productos recomendados
-

CTP / CTPA con rompevirutas CXPara operaciones de tronzado de diámetros hasta φ16| Tornos CNC suizos
Virutas apretadas evitando que se enreden
-

SPLASH seriesRefrigerante a través de los portaherramientas | Tornos CNC suizos
Extensa selección de estilos y tamaños
-
Rompevirutas YLPara operaciones de torneado frontal | Tornos CNC suizos
Primera recomendación para torneado frontal
-
The Front MaxPara operaciones de torneado frontal | Tornos CNC suizos
Maquinado hasta de 5.0 mm de profundidad de corte en una sola pasada
Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab