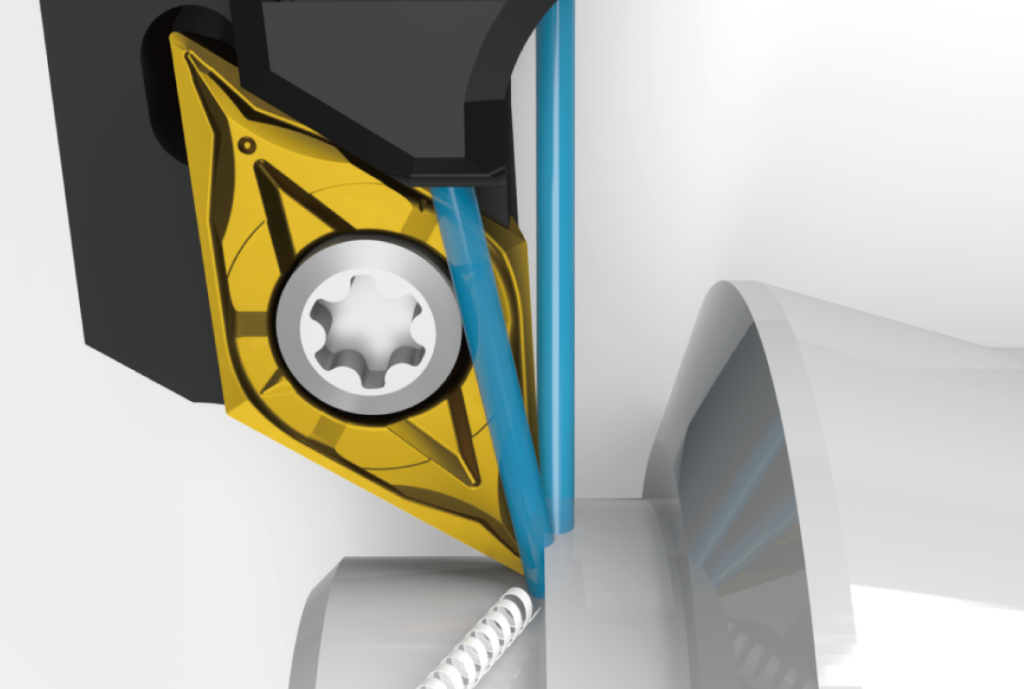
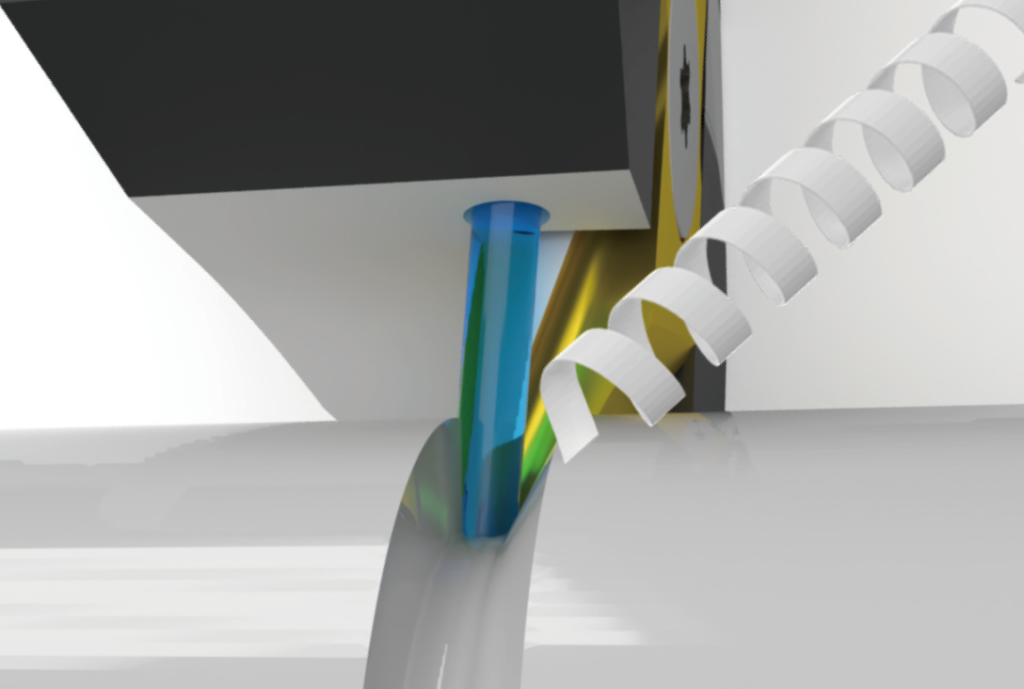
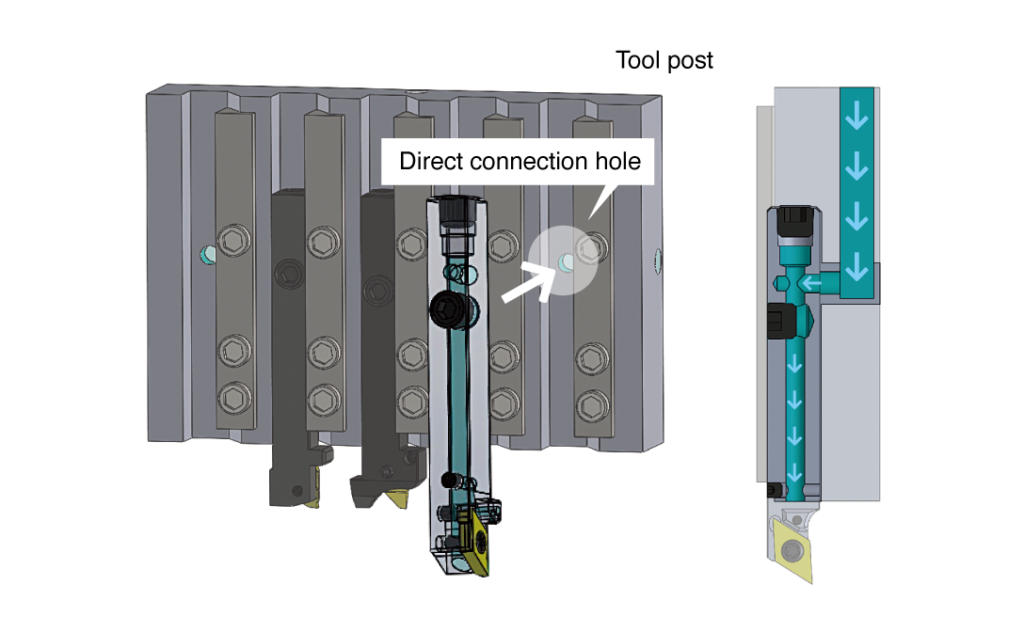
Resuelve los problemas de virutas con un refrigerante centrado en la evacuación de virutas
Las herramientas de paso refrigerante eliminan los problemas de viruta, garantizando un mecanizado estable al refrigerar eficazmente el filo de corte y prolongar la vida útil de la herramienta.