| Jet engine part | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| WA5 |
80mm
3.15 inch
/ corner (Consistent performance)
|
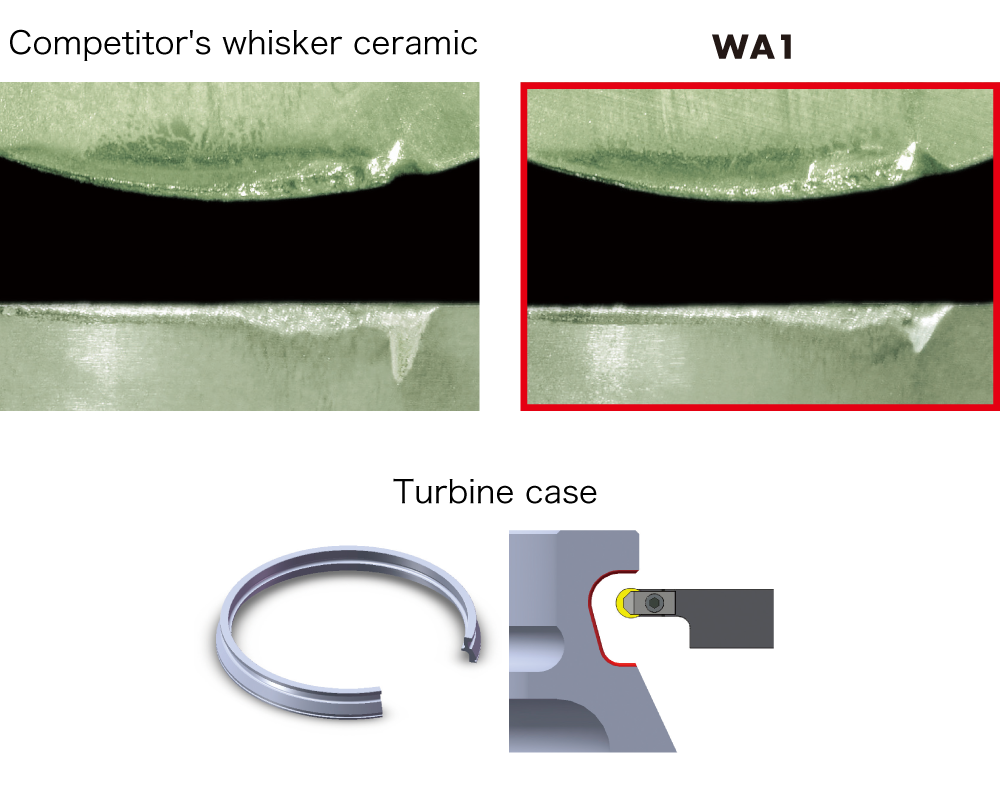
| Competitor’s whisker ceramic |
80mm
3.15 inch
/ corner (Streaks visible on part surface)
|
| Gas turbine case | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| WA1 |
1 pass = 2min
|
| Competitor’s carbide end mill | 1 pass = 60min |