| ISO | Roll material | Coolant | Application | Grade | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|---|
 |
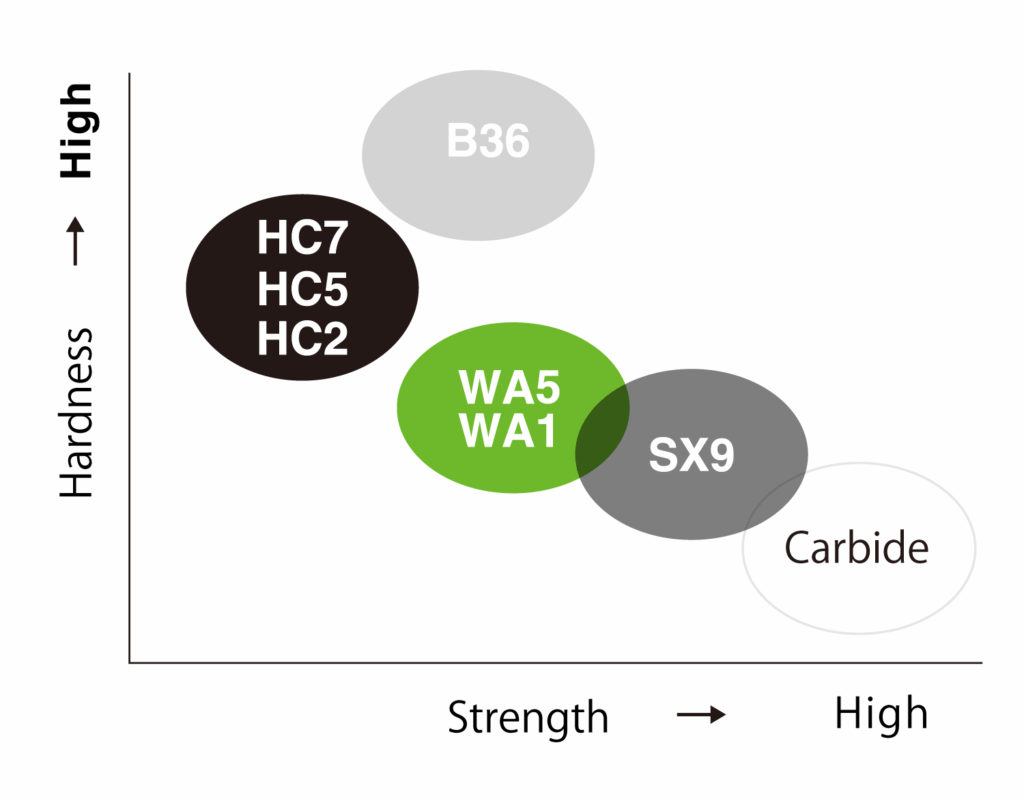
High speed steel (HHS) roll | DRY | Rough to semi-finishing | Whisker ceramic WA1/WA5 |
~ 40 ~ 130 | * 5-15% of insert diameter (approximate) |
0.3 – 0.5 .012 – .020 |
| Finishing | CBN B22/B36 |
||||||
| Hardened steel roll | DRY | Semi-finish to finishing | Alumina ceramic HC2/HC7 |
80 – 200 260 – 660 | 0.5 – 0.8 .020 – .030 | ||
| Finishing | CBN B22/B36 |
||||||
 |
Cast iron roll Chilled iron roll |
DRY | Semi-finish to finishing | Alumina ceramic HC2/HC7 |
40 – 80 130 – 260 | 0.3 – 0.5 .012 – .020 | |
| Finishing | CBN B22/B36 |
||||||
| Cast iron roll Ductile cast iron rolls CPM rolls (ex. Powdered metal) Carbide rolls |
DRY | Rough to semi-finishing | Silicon nitride ceramic SX9 |
40 – 120 130 – 400 | 0.5 – 0.8 .020 – .030 | ||
| Finishing | CBN B22/B36 |
||||||
| Carbide rolls | DRY | Rough to semi-finishing | Whisker ceramic WA1/WA5 |
~ 40 ~ 130 | 0.3 – 0.5 .012 – .020 | ||
| Finishing | CBN B22/B36 |
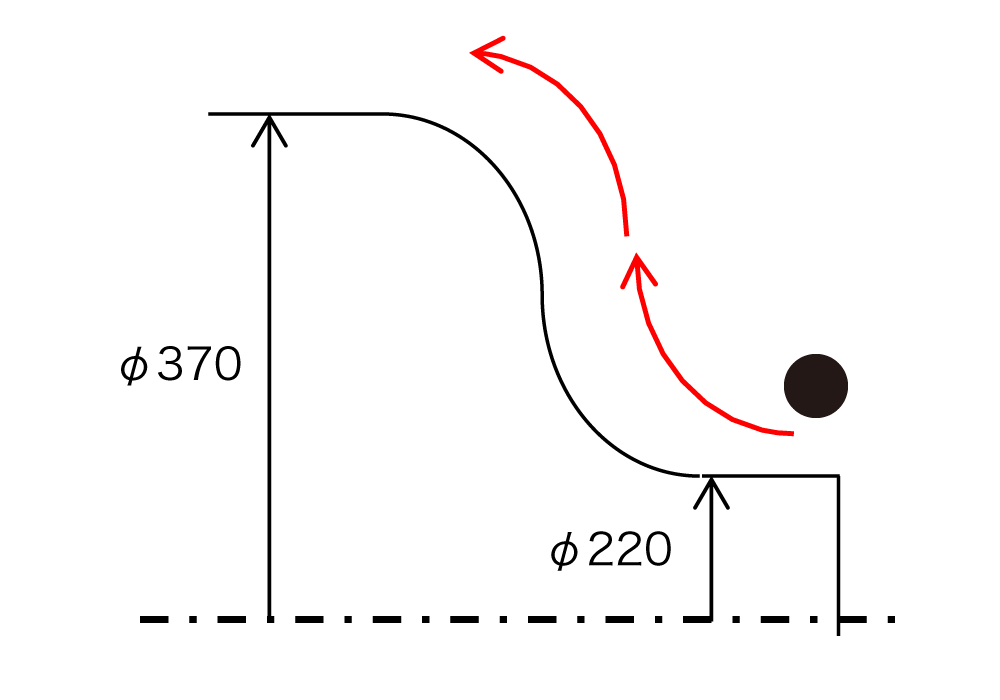
| Forming roll | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| HC7 |
2 pcs/ corner
|
| Competitor’s black ceramic |
1 pcs/ corner
|
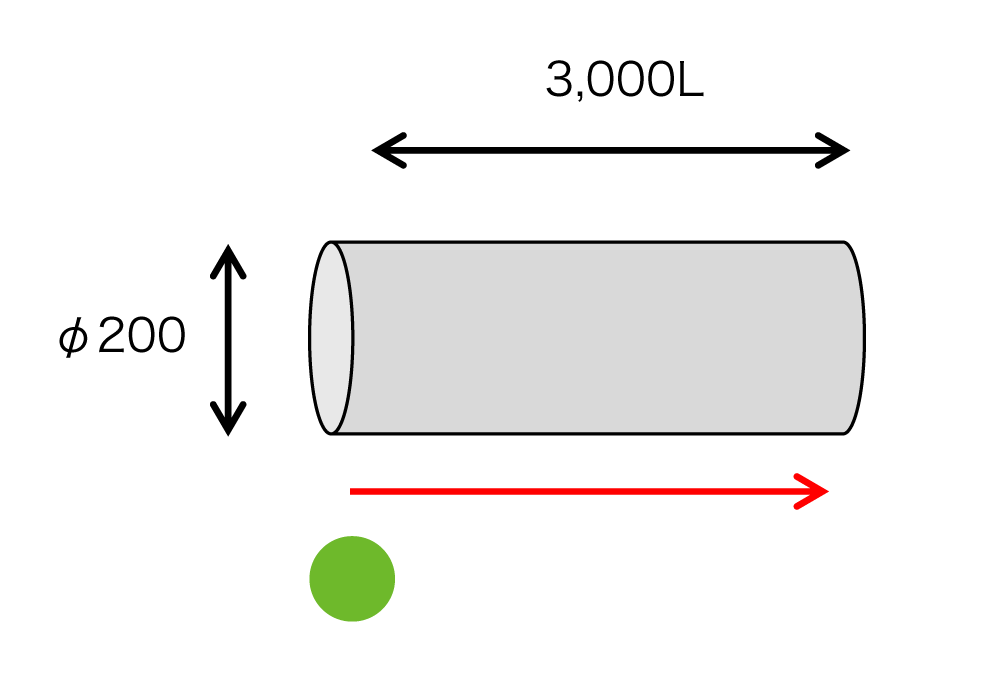
| Bending roll | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| WA1 |
2 pcs(6,000L)/ corner
|
| Competitor’s black ceramic |
1 pcs(3,000L)/ corner
|