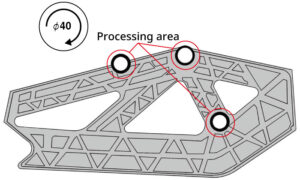
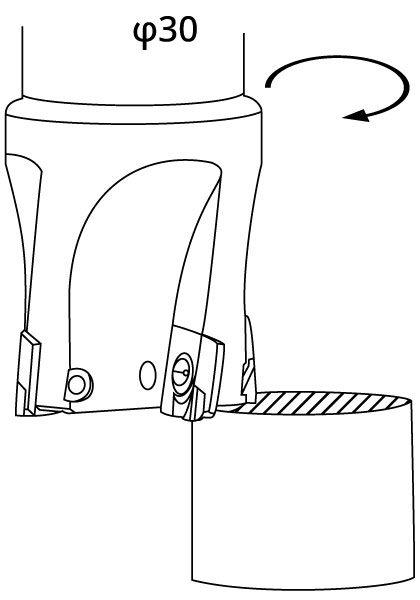
| Cutting of under holder |
- Material :
- A7000
|
 |
- Surface
roughness
standards :
- 12.5S
|
- Surface
roughness :
- 6S
|
- Cutting
specification :
- ⌀
30
1.2”
×4 cutting edges (PD1)
⌀
50
2”
×4 cutting edges (Competitor’s PCD)
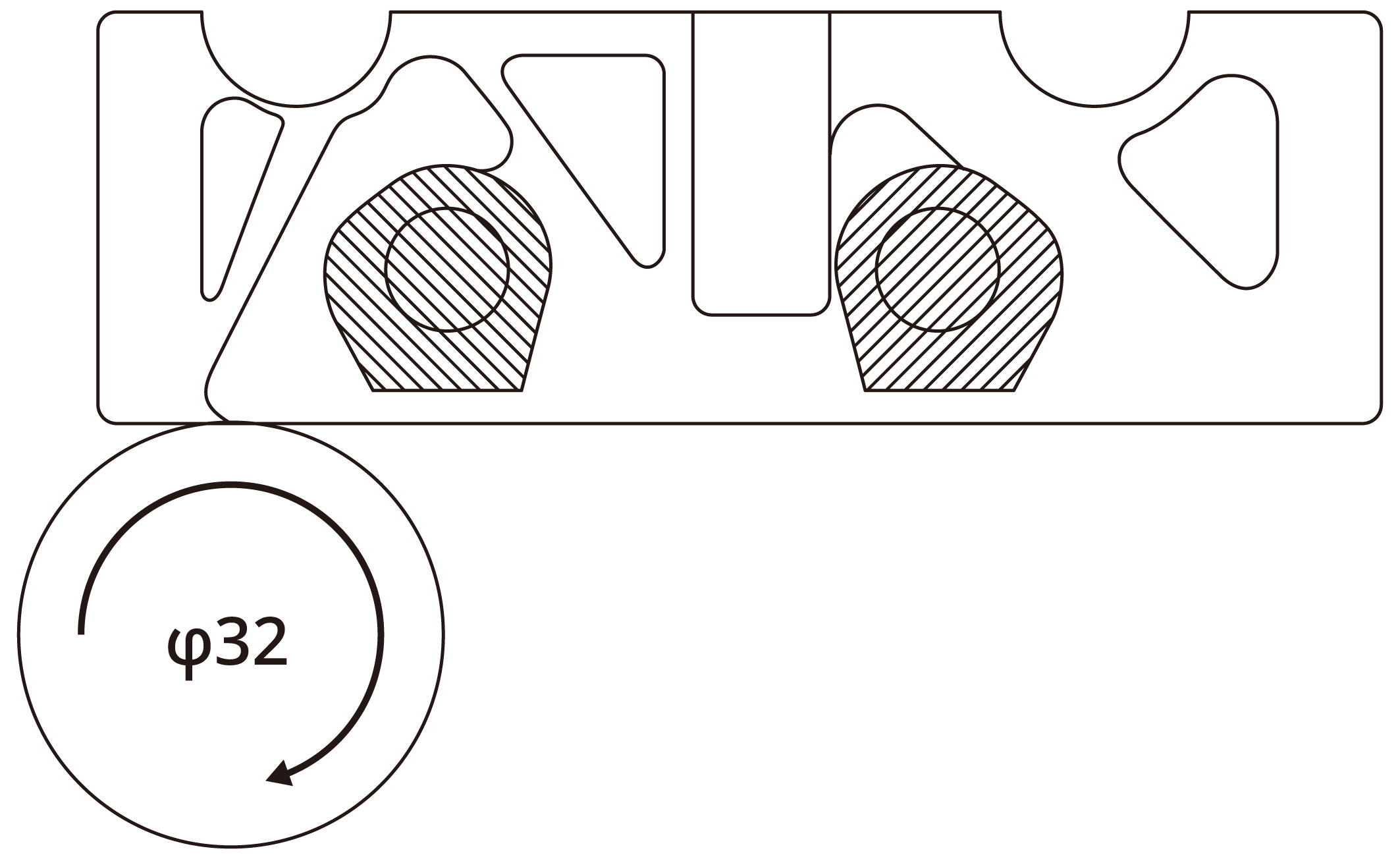
⌀
32
1.25”
×3 cutting edges (Competitor’s PCD)
|
- Cutting speed :
-
750 m/min
2,400 SFM
(PD1)
785 m/min
2,500 SFM
(Competitor’s PCD ⌀
50
2”
×4)
700 m/min
2,300 SFM
(Competitor’s PCD ⌀
32
1.25”
×3)
|
- Revolution :
- 8,000 min−1 (PD1)
5,000 min−1 (Competitor’s PCD ⌀
50
2”
×4)
7,000 min−1 (Competitor’s PCD ⌀
32
1.25”
×3)
|
- Feed :
-
0.1 mm/t
.004 ipt
|
- Table feed rate :
-
3,200 mm/min
126 ipm
(PD1)
2,000 mm/min
79 ipm
(Competitor’s PCD ⌀
50
2”
×4)
2,100 mm/min
83 ipm
(Competitor’s PCD ⌀
32
1.25”
×3)
|
- DOC :
- ap=3,d=3,d=1.5
3 PASS (PD1)
d=0.4<br.
1 PASS (Competitor’s PCD ⌀
50
2”
×4)
d=3,d=3,d=1.5
3 PASS (Competitor’s PCD ⌀
32
1.25”
×3)
|
- Coolant :
- WET (external coolant)
|
| PD1 |
24,000 pcs / corner (Ongoing)
|
| Competitor’s PCD ⌀
50
2”
×4 |
10000 pcs / corner
|
| Competitor’s PCD ⌀
32
1.25”
×3 |
2500 pcs / corner
|