用于正面车削操作 | 瑞士数控车床
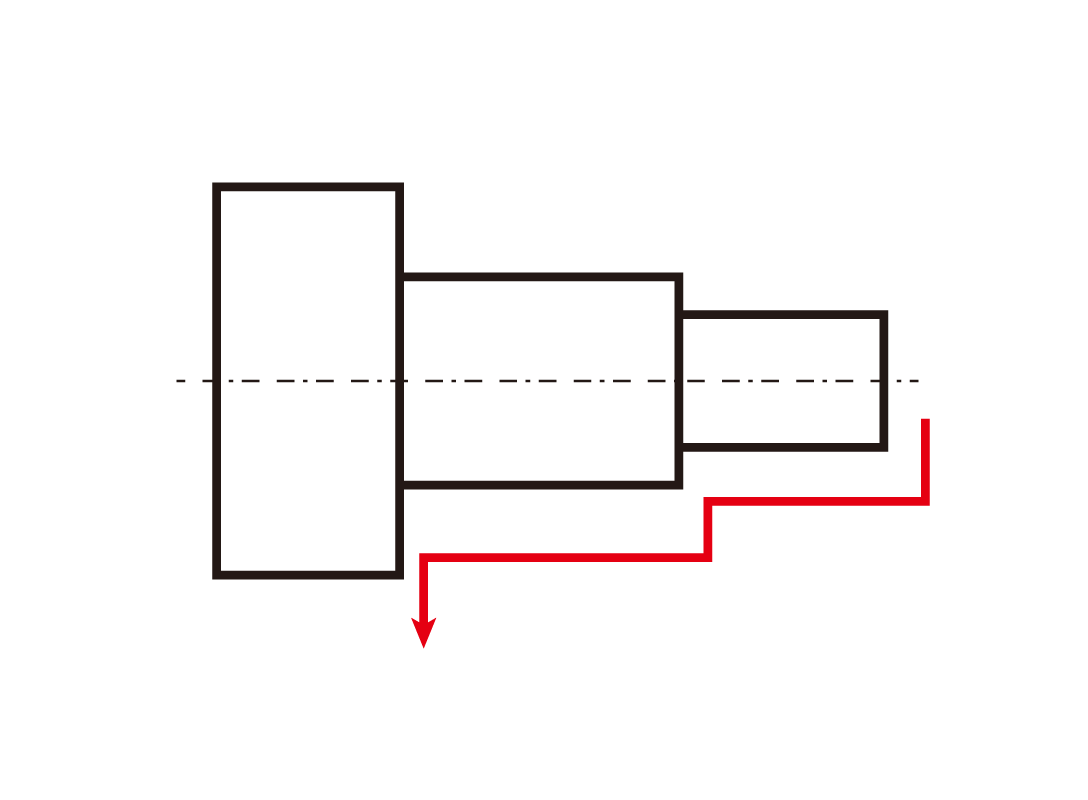
瑞士数控车床前部车削操作
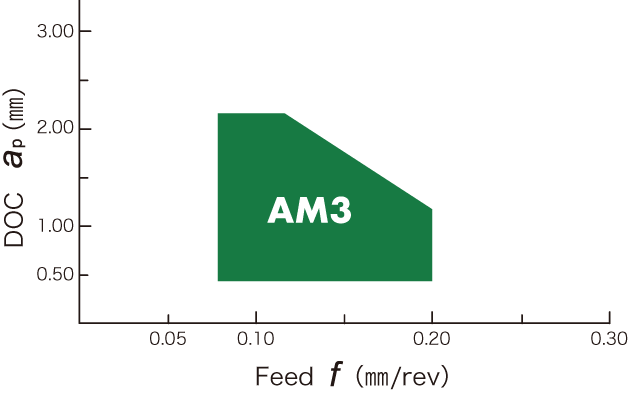
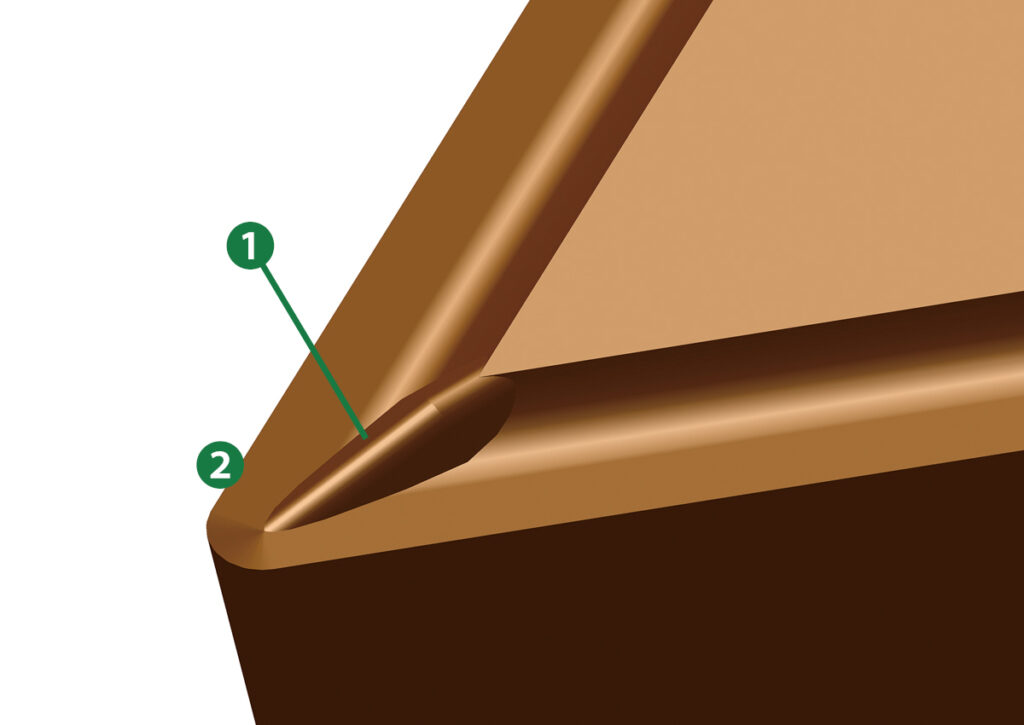
① AM3 设计用于从中等切削深度到轻切削深度的各种加工② 用于剪切材料的锋利刃口
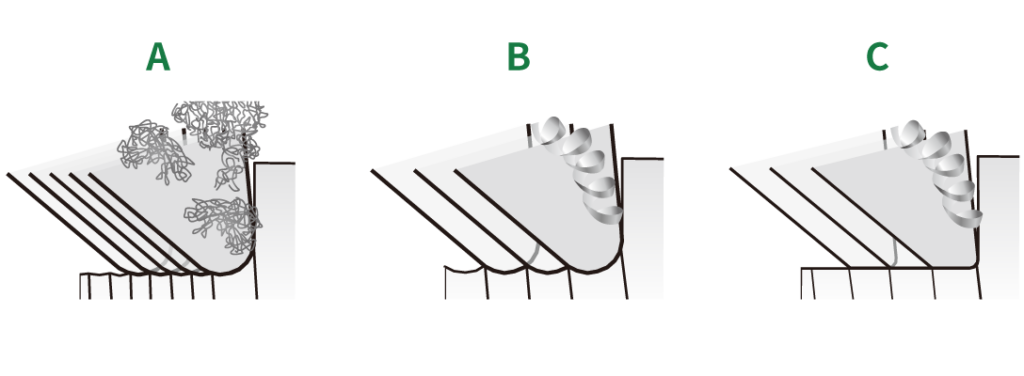
A.B.如果提高进给速度,表面光洁度就会下降。C.带有防尘圈的刀片即使在高进给加工中也能保持切屑控制和表面光洁度。
*当使用 DCGT…AM3-WP 插入件,与我们的 SDJC 型支架一起使用(引线角度 93 度)
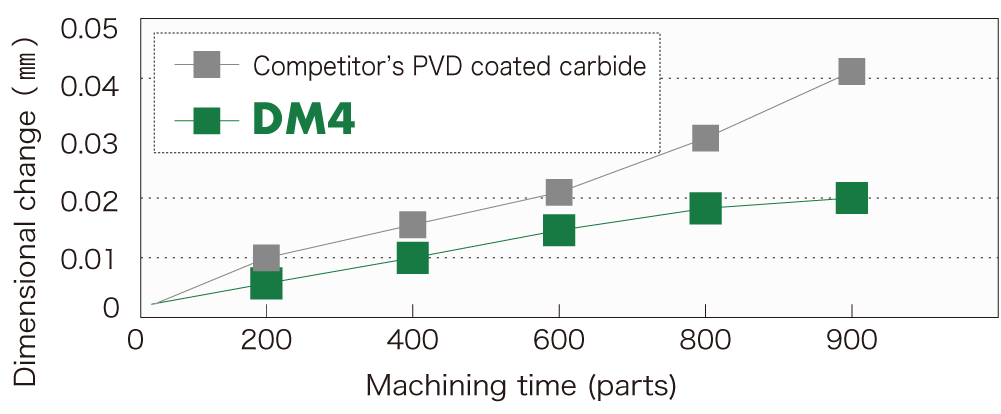
在加工 900 个零件后,竞争对手的刀片尺寸变化为 0.041mm .0016” ,而 DM4 的加工稳定性更好,在加工相同数量的零件后,零件尺寸变化仅为 0.02mm .0007” 。
目前的工具在加工了 500 个零件后,测得的表面光洁度为 Ry = 10.2μm,与生产开始时相比,尺寸变化为 0.1mm .004” 。
DT4 实现了尺寸一致性,加工的 1000 个零件的表面光洁度全部达到 Ry 2.3 μm。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告