| 材质分类 | 被加工材料 | 材质 | vc (m/min) (SFM) | 截割宽度 (mm) (inch) |
最大 切割直径 |
f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
难切削材料 切断 |
DM4 | 50 – 130 160 – 430 | 3.0 .120 | ⌀42 ⌀1.654” | 0.03 – 0.2 .0012 – .008 |
 |
钛合金 高温合金 切断 |
DM4 | 50 – 130 160 – 430 | 3.0 .120 | ⌀42 ⌀1.654” | 0.03 – 0.2 .0012 – .008 |
| 冷却液控制部件 | |
|---|---|
|
 |
|
|
|
|
|
|
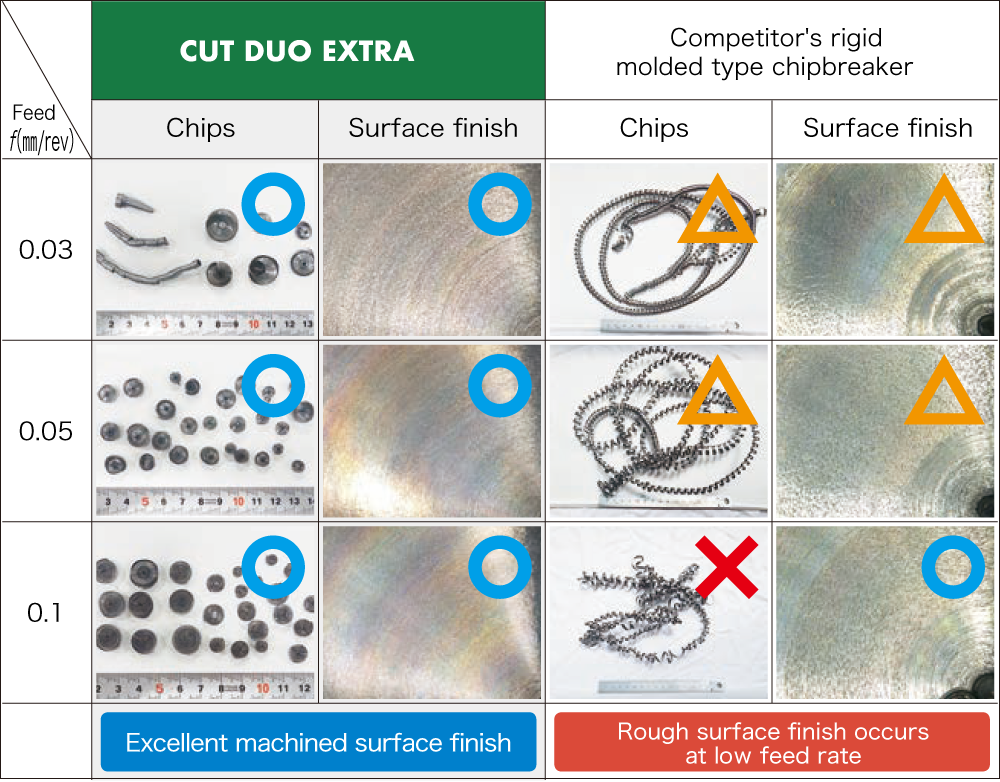
| 切割二重奏 |
700 件/角
|
| 竞争对手的产品 |
350 件/角
|