用于前扫加工 | 走心机
走心机的前扫加工
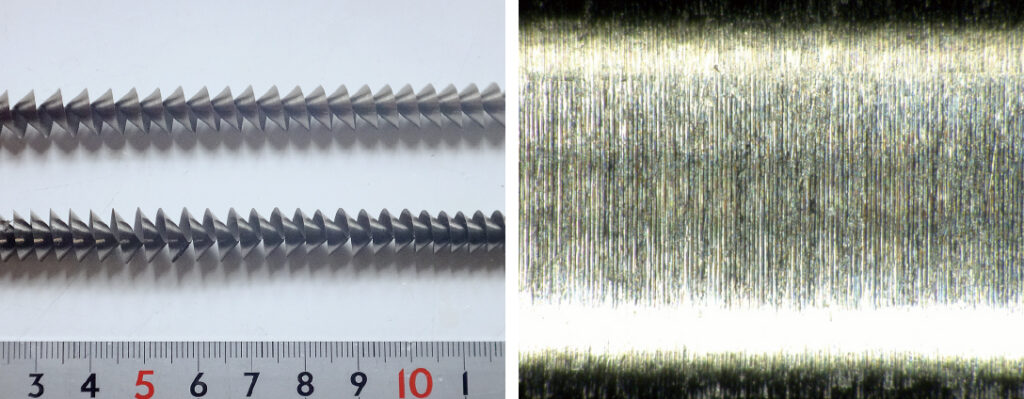
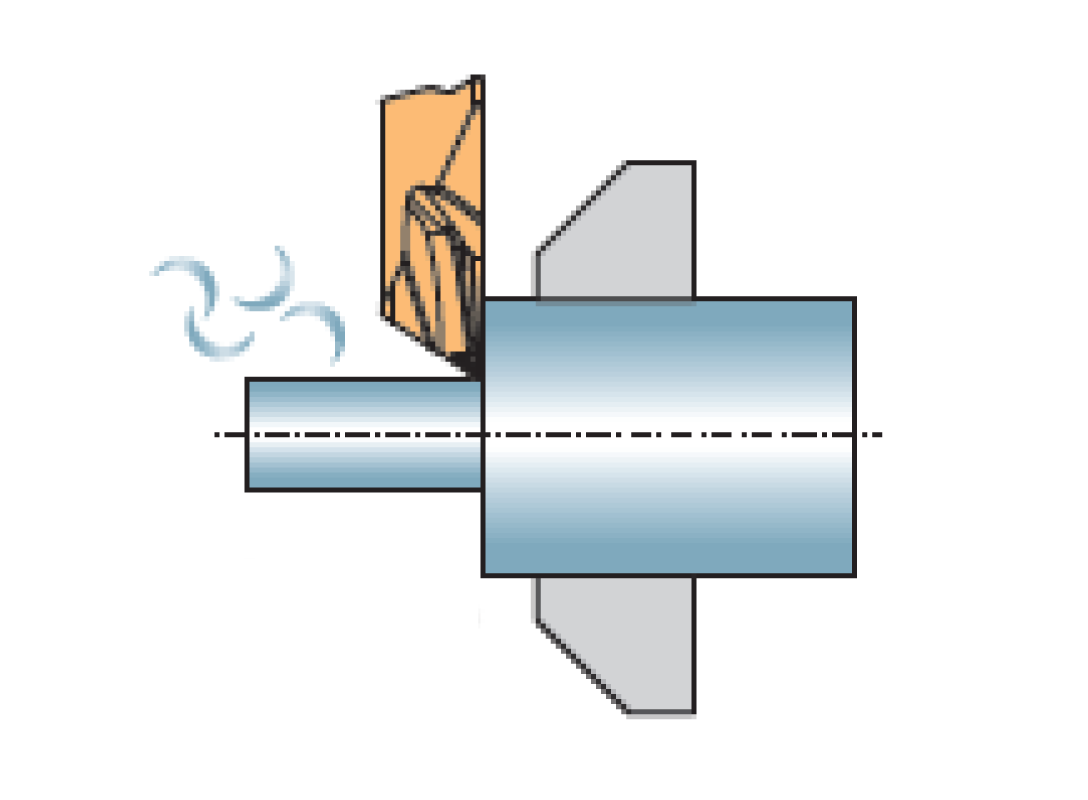
高刚性和切屑控制确保了始终如一的卓越表面光洁度
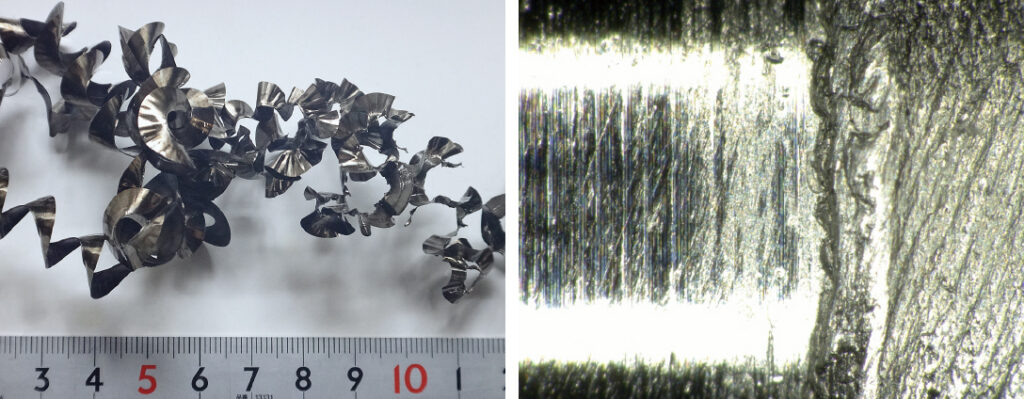
缺乏切屑控制导致加工表面粗糙度差
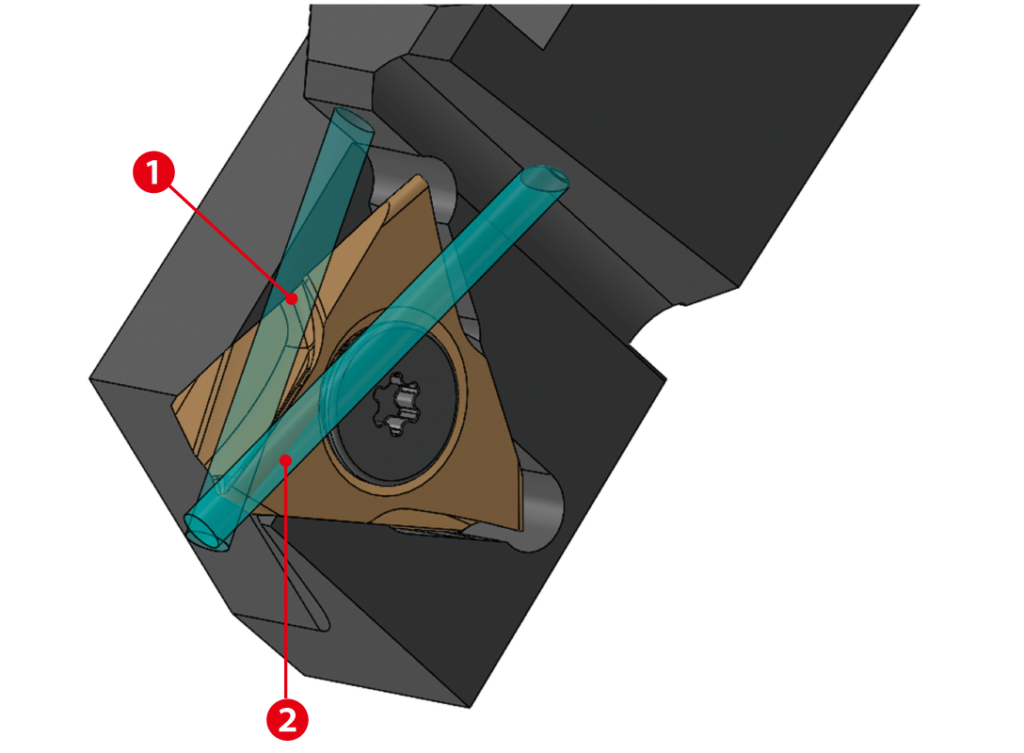
TFX刀片可使用内部给油刀杆,提供进一步的加工稳定性。① 促进铁屑排出的前刀面给油② 喷油至刃口来抑制磨损的后刀面给油,提升了刀具的寿命
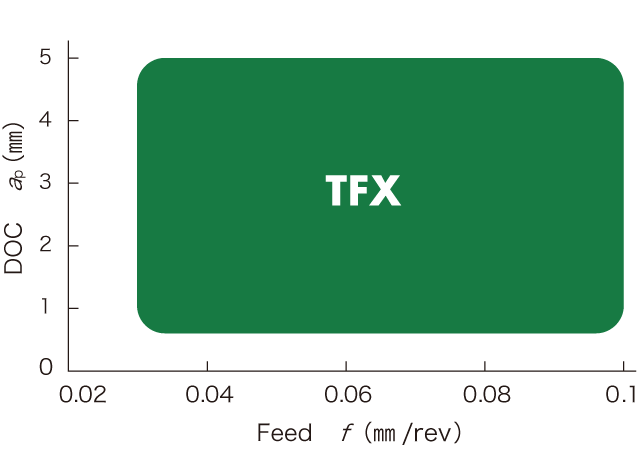
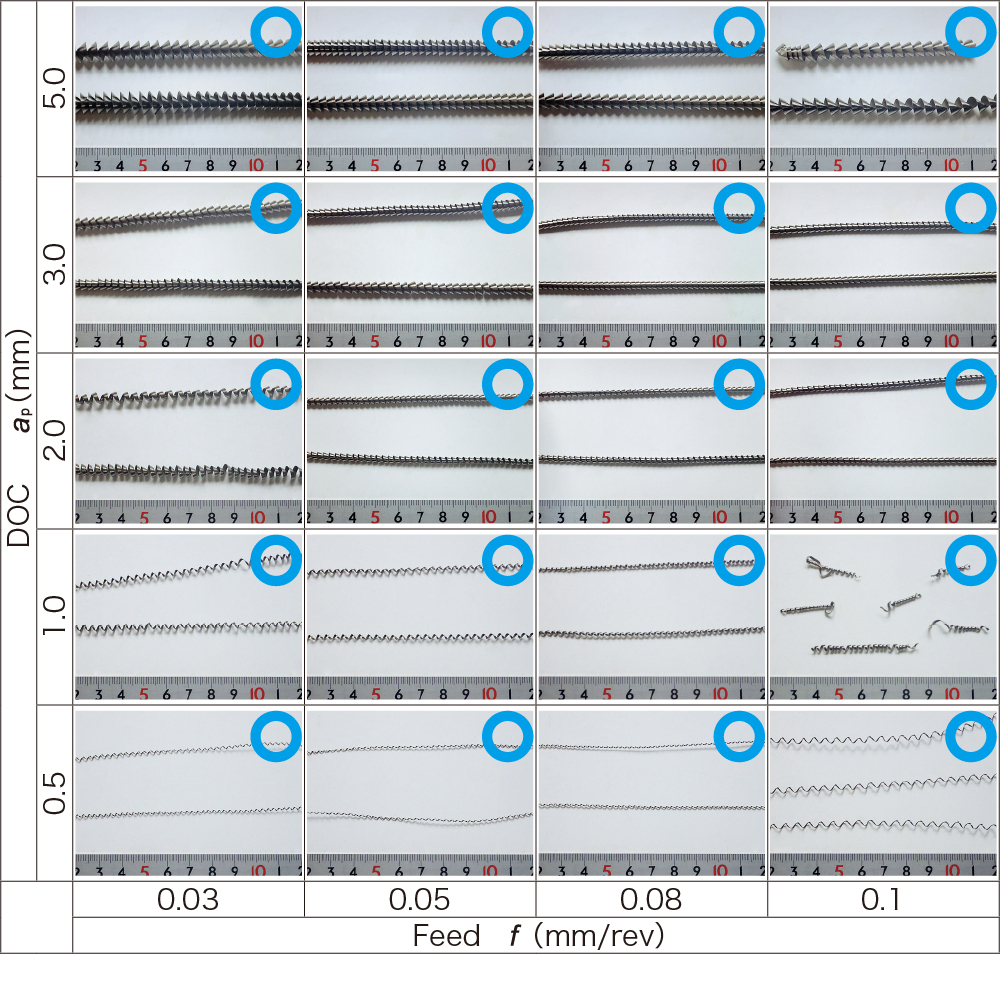
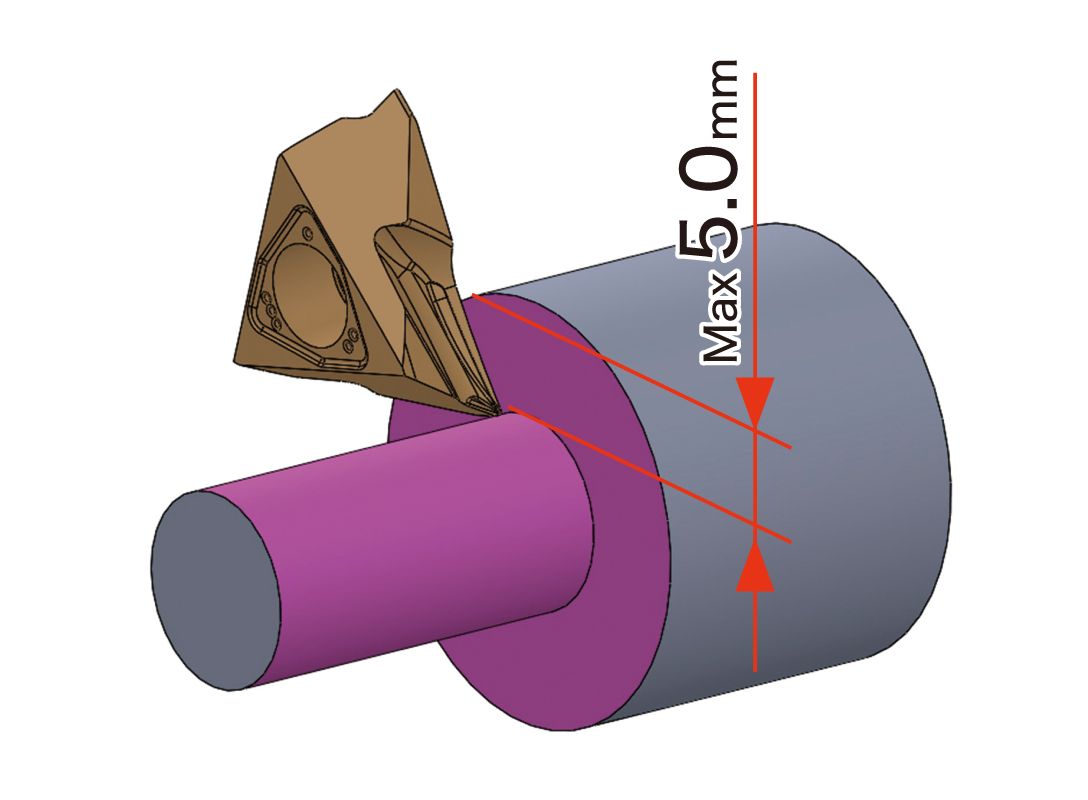
当前的工具需要4 pass才能去除大部分材料。TFX 只需要1 pass加工就可以去除相同体量的材料。降低进给可以提高铁屑控制。加工时间显著缩短,延长刀具使用寿命。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告