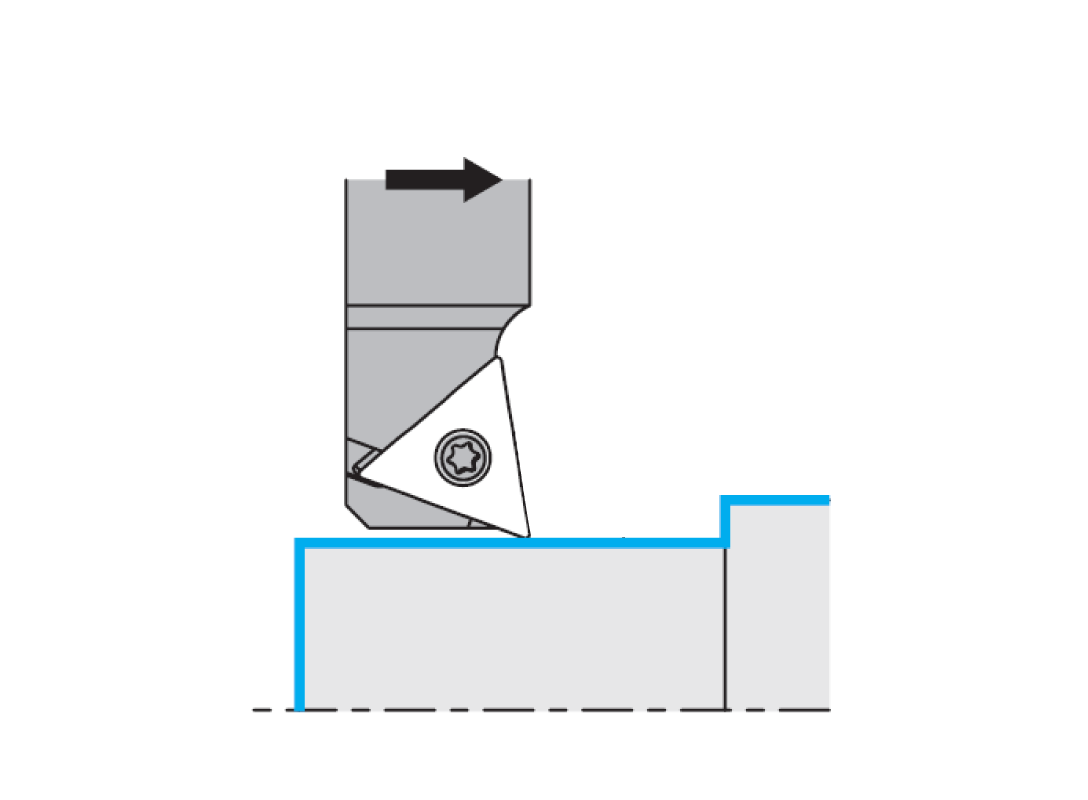
用于正面车削操作 | 瑞士数控车床
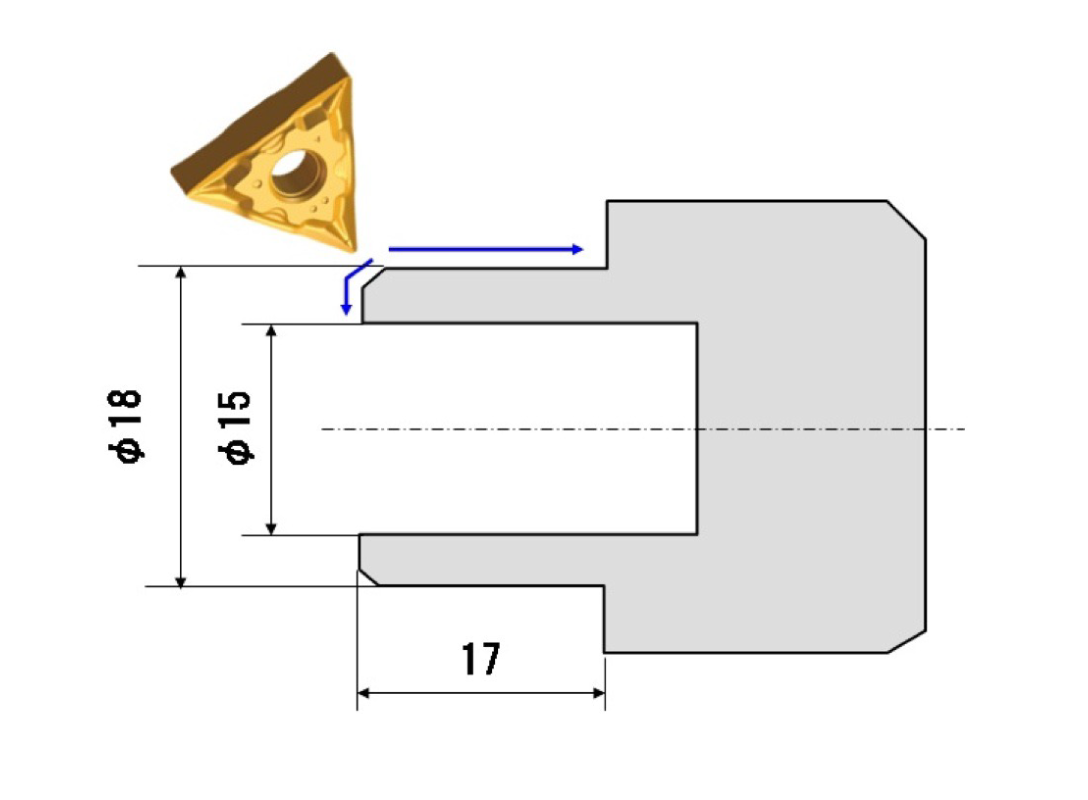
瑞士数控车床前部车削操作
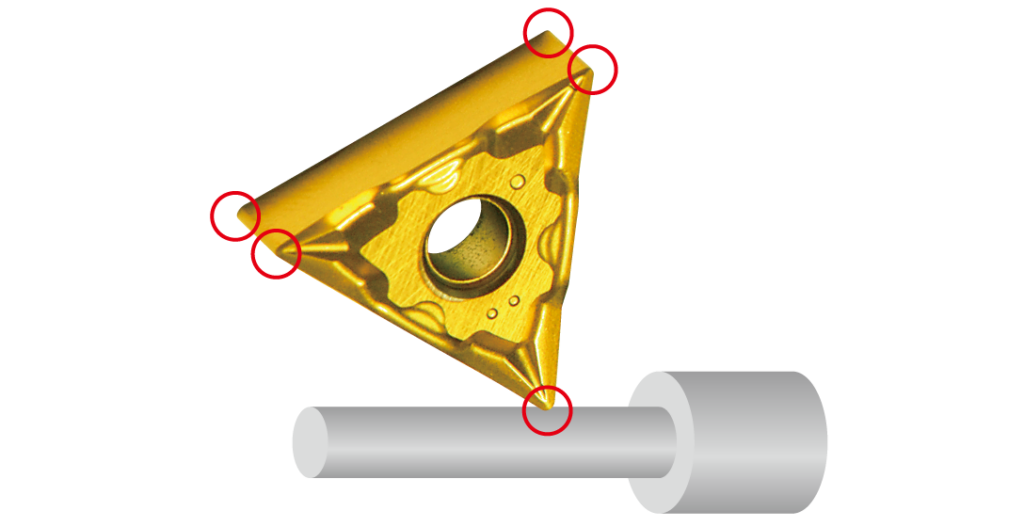
性能可与正插件媲美,并具有额外转角的优点
UL 刀片与 ST4 等级相结合,用于不锈钢加工时,刀具寿命比同类产品长 4 倍。
UL 的锋利度提供了稳定的尺寸结果,并降低了刀具压力当切削速度提高时,BUE 被消除,刀具寿命从 600 件/角进一步提高到 800 件/角
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告