 用於連續 ~ 段續加工 | 高硬度材料加工用CBN
用於連續 ~ 段續加工 | 高硬度材料加工用CBN
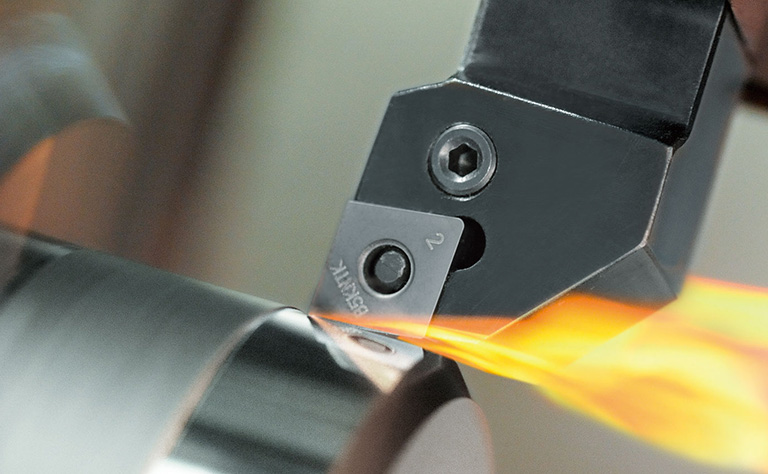
高性能、價格低廉、用途廣的CBN
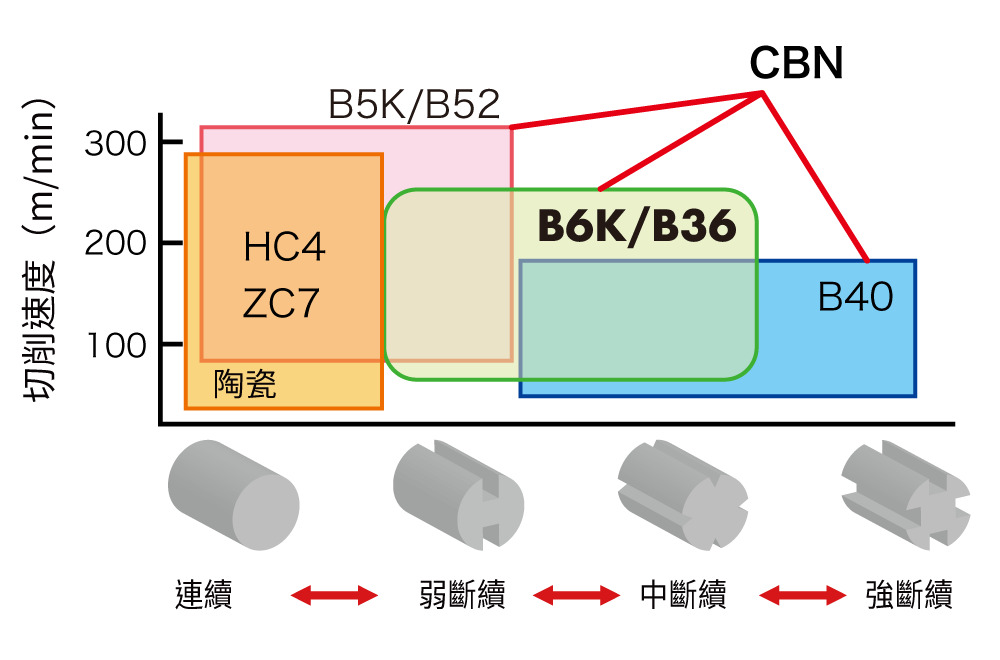
可對應連續到斷續加工的通用材質
可對應連續到斷續加工的通用CBN材質
最適合HRC60以上的高硬度材料加工
介紹動畫

性能
- 結合特殊TiCN粘結劑,兼顧耐磨損性能及耐缺損性能
- 可對應連續到斷續加工的通用CBN材質
- B6K(塗層CBN) :
由於有做塗層處理,加工工件內層(低硬度層)時,有效抑制CBN和鐵元素的化學反應 最適合做去除焠火層的加工
B36(無塗層CBN) :
僅適合加工焠火層
適用場合
高硬度材料 連續~斷續加工 HRC60以上
依據被切削材料別的推薦材質
加工條件
Scroll the table →
| 材質 | 被切削材料 | 加工方法 | 工序 | 切削速度 (m/min) | 進給(mm/rev) | 切深(mm) | 乾式加工 | 濕式加工 |
|---|---|---|---|---|---|---|---|---|
| B6K/B36 | 高硬度材料 (HRC55以上) | 車削加工 連續~斷續加工 | 精加工 | 40 - 240 | ~ 0.15 | 0.1 - 1.0 | ● | ● |
依據加工用途別的刃口處理
Scroll the table →
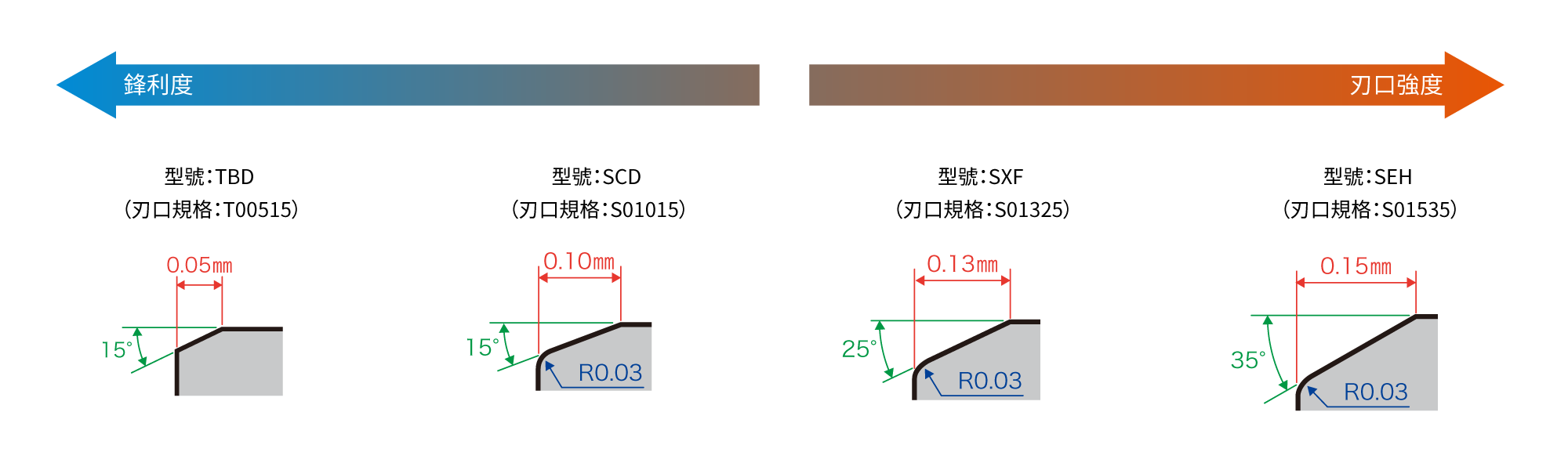
不同刃口處理的性能差異
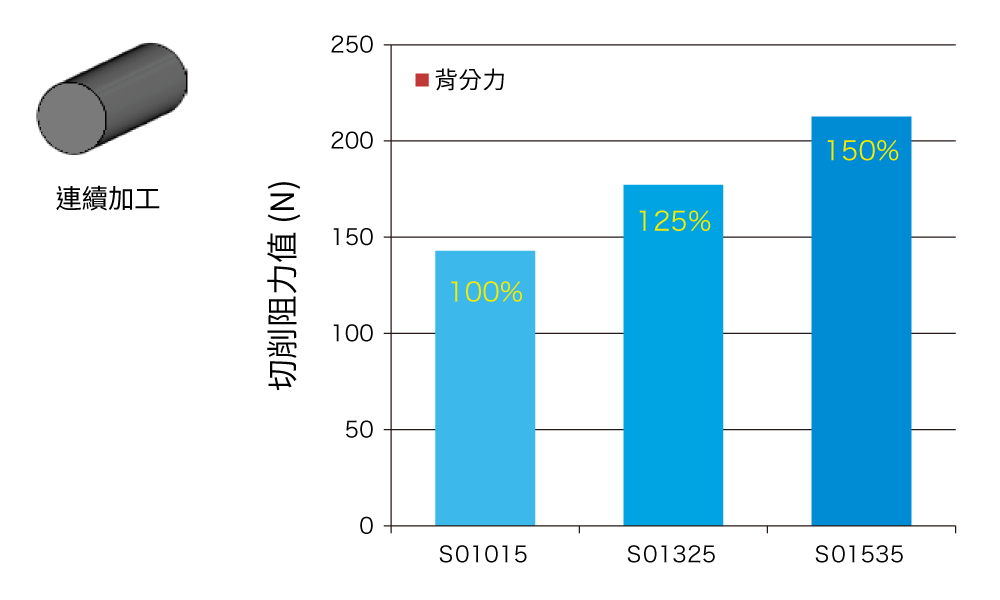
- 刃口處理範圍越大、切削阻力越大。特別對背分力的影響作最大。
- [ 加工條件 ]
- SCM415(HRC63-65) vc=200m/min f=0.1mm/rev ap=0.2mm DRY
- [ 刀片形狀 ]
- TNGA160408
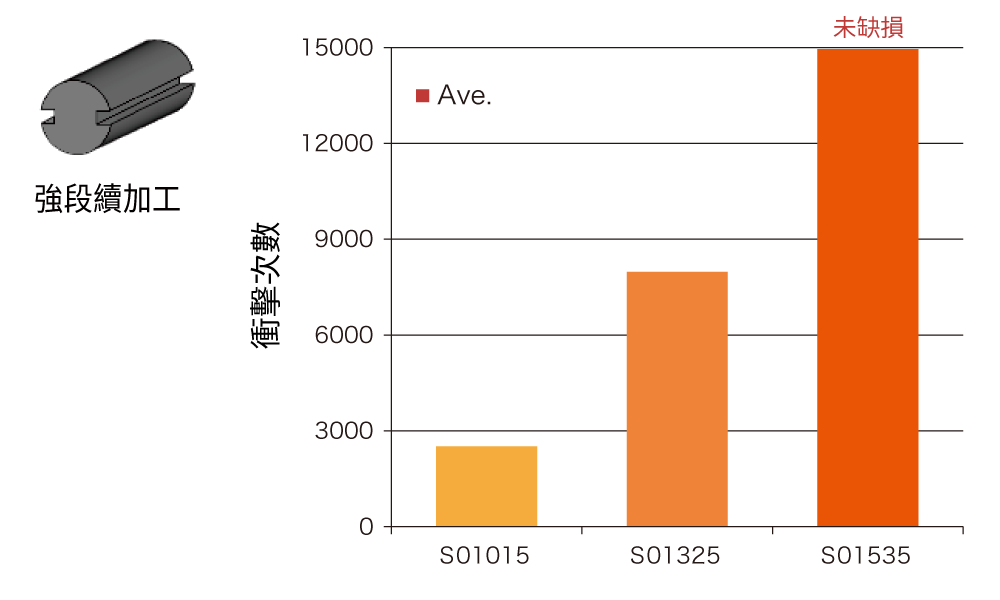
- 刃口處理範圍越大,耐缺損性能越強
- [ 加工條件 ]
- SCM415(HRC63-65) vc=75m/min f=0.1mm/rev ap=0.3mm DRY
- [ 刀片形狀 ]
- TNGA160408
加工案例
| 機械零件的外徑斷續加工 | ||
|---|---|---|
|
 |
|
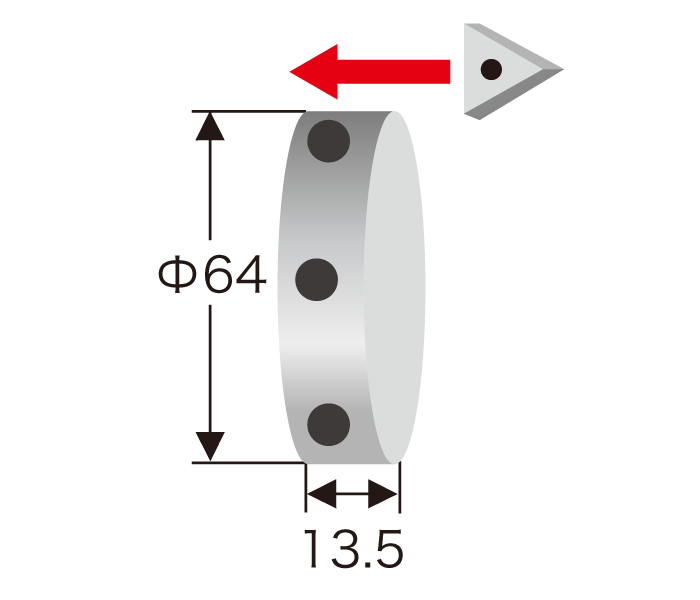
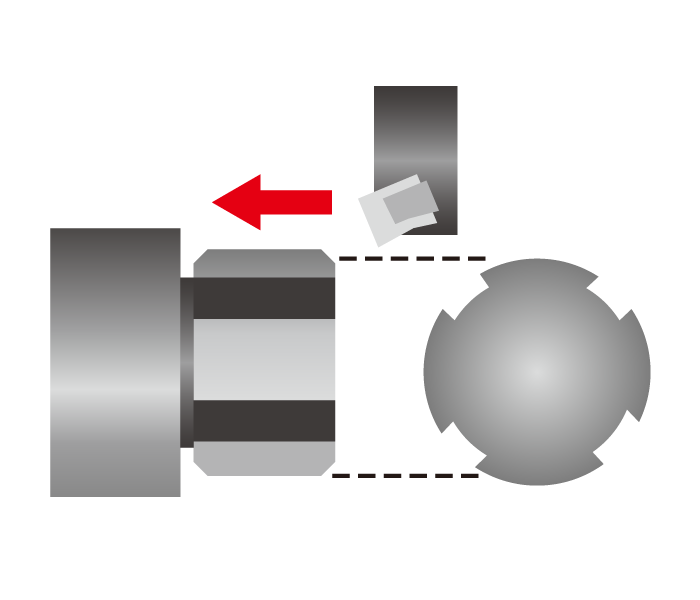
| 外徑斷續加工 | ||
|
||
|
||
|
||
|
||
| B6K | 700 個/刃 |
|
| 既有刀具 | 400 個/刃 |
|
| 汽車零件的外徑斷續加工 | ||
|---|---|---|
|
 |
|
| 外徑斷續加工 | ||
|
||
|
||
|
||
|
||
| B6K | 400 個/刃 |
|
| 既有刀具 | 150 個/刃 |
|
產品陣容
請參照產品目錄,查閱產品陣容

Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch