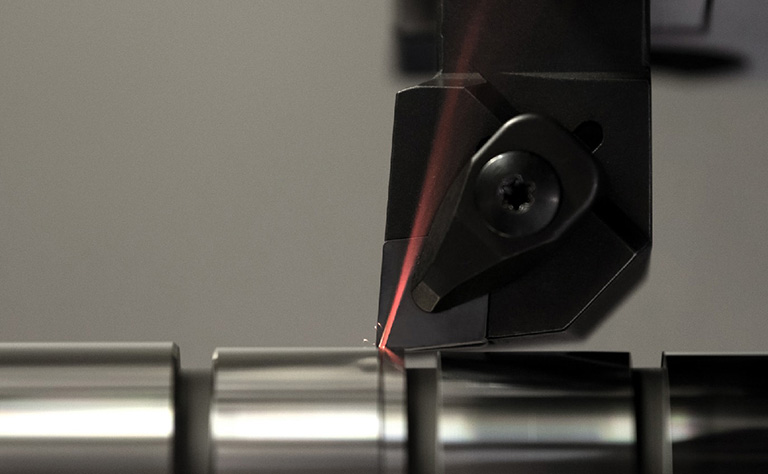
 用於連續加工| 高硬度材料加工用陶瓷
用於連續加工| 高硬度材料加工用陶瓷
大幅降低高硬度材料加工成本
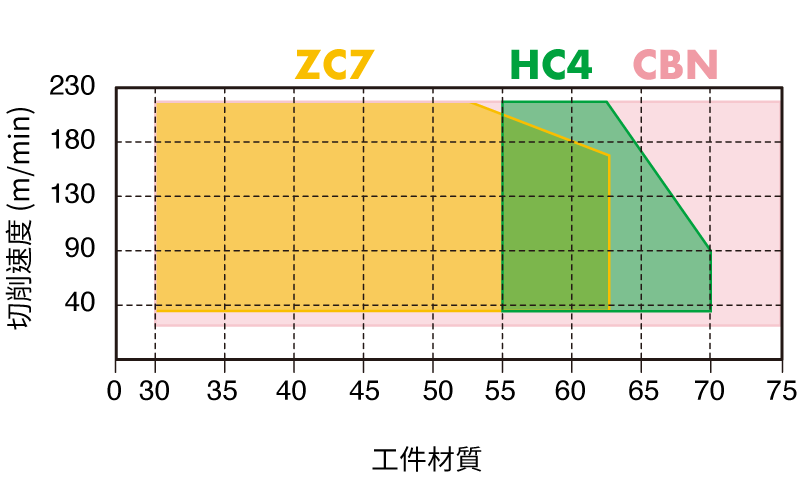
能對應大範圍的硬度領域
替換掉CBN刀具藉以降低刀具成本
可對應硬度HRC30-70的高硬度材料
性能
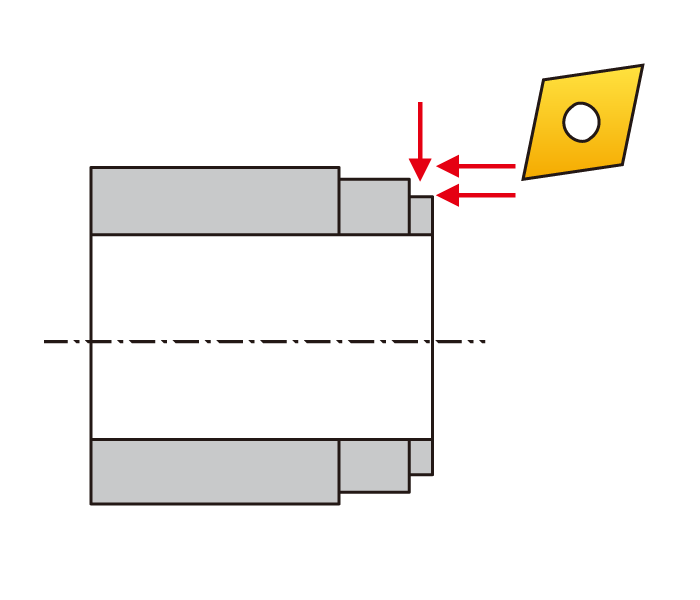
- 因高溫硬度高、高溫塑性變形量小,故最適合高硬度材料的精加工
- 替換掉CBN,可大幅降低刀具成本
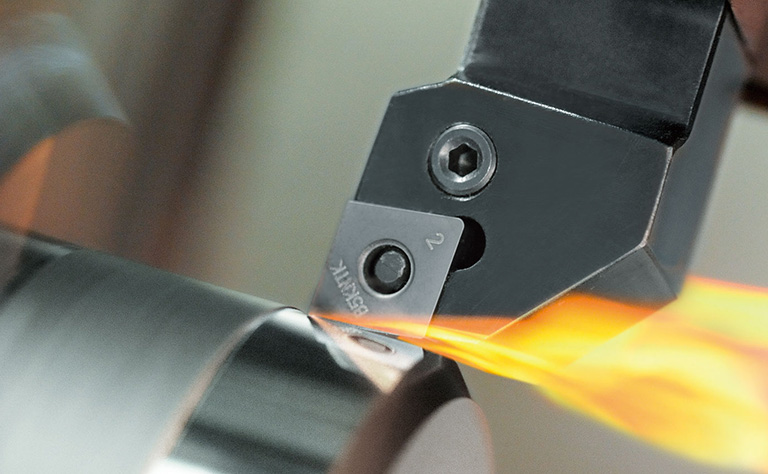
適用場合
高硬度材料 連續加工 HRC30-70
依據工件硬度別的推薦材質
加工條件
Scroll the table →
| 材質 | 被切削材料 | 加工方法 | 工序 | 切削速度 (m/min) | 進給(mm/rev) | 切深(mm) | 乾式加工 | 濕式加工 |
|---|---|---|---|---|---|---|---|---|
| ZC7 | 高硬度材料 (HRC30-62) | 車削 連續加工 |
精加工 | 40 - 200 | - | - | - | ● |
| HC4 | 高硬度材料 (HRC55-70) |
依據刀尖R角大小不同的推薦切深與進給
| R角 | 切深 (㎜) | 進給 (㎜ /rev) |
|---|---|---|
| R0.4 | 0.15 | 0.05 ~ 0.08 |
| R0.8 | 0.3 | 0.08 ~ 0.10 |
| R1.2 | 0.4 | 0.10 ~ 0.13 |
| R1.6 | 0.5 | 0.13 ~ 0.16 |
| RN型 | 2.0 | 0.16 ~ 0.25 |
與CBN的使用區分
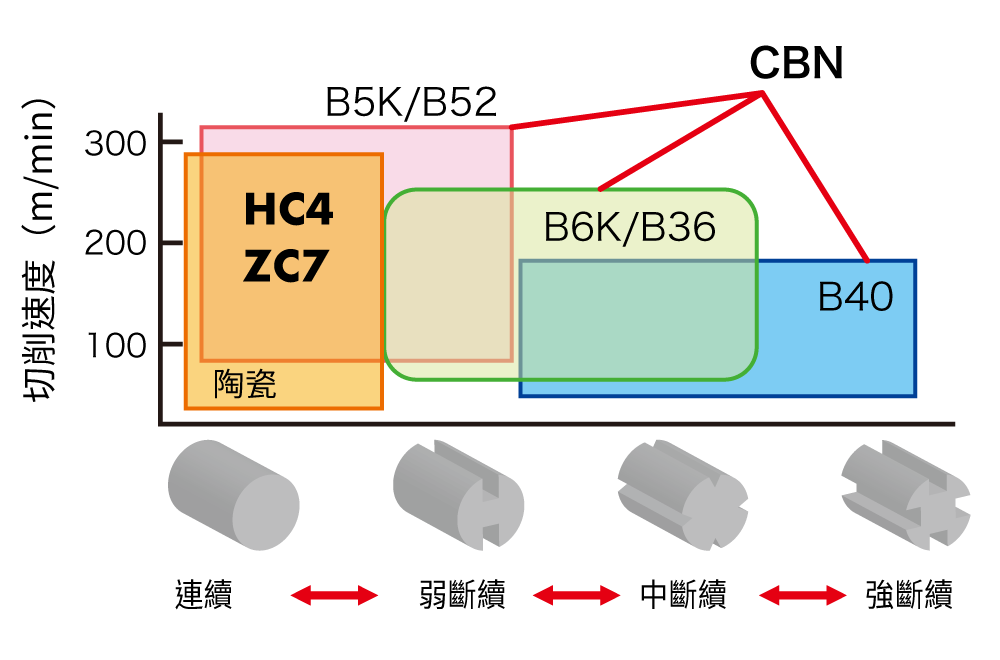
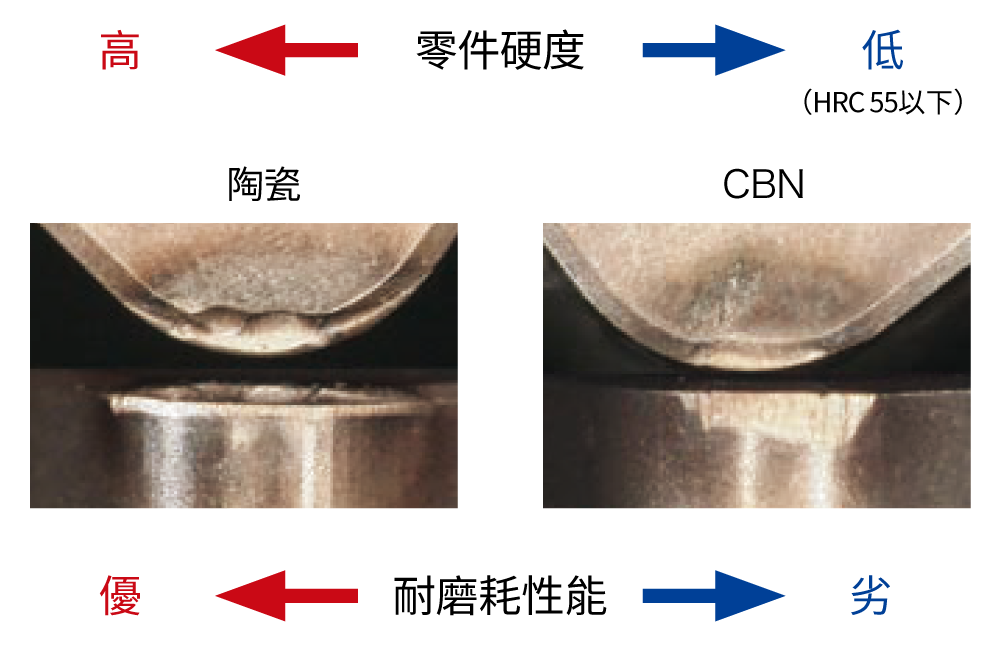
- CBN刀具在加工低硬度零件時,耐磨損性能差
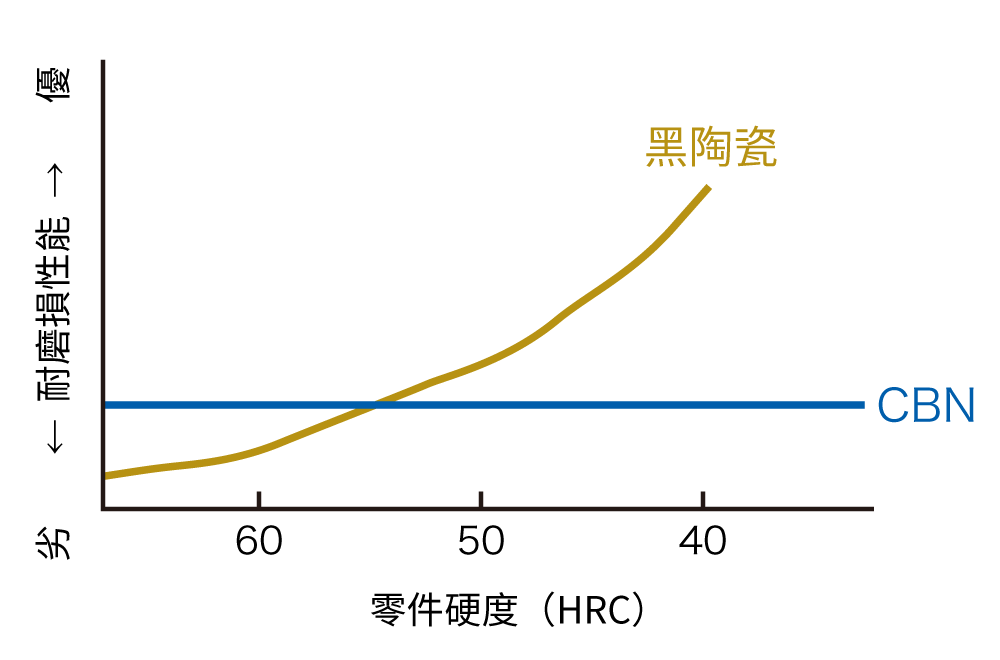
- 加工HRC55以下硬度零件時,比CBN的耐磨損性能更佳
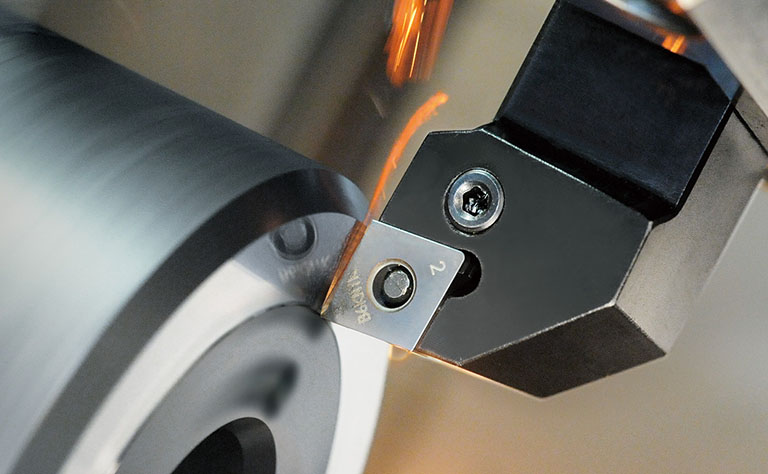
備有帶修光刃的刀片產品

- 相較一般刀具,拉長加工時間也能維持加工面粗度的表現
- [ 加工條件 ]
- CNGA433 Vc = 100m/min F = 0.1㎜/rev ap = 0.5㎜
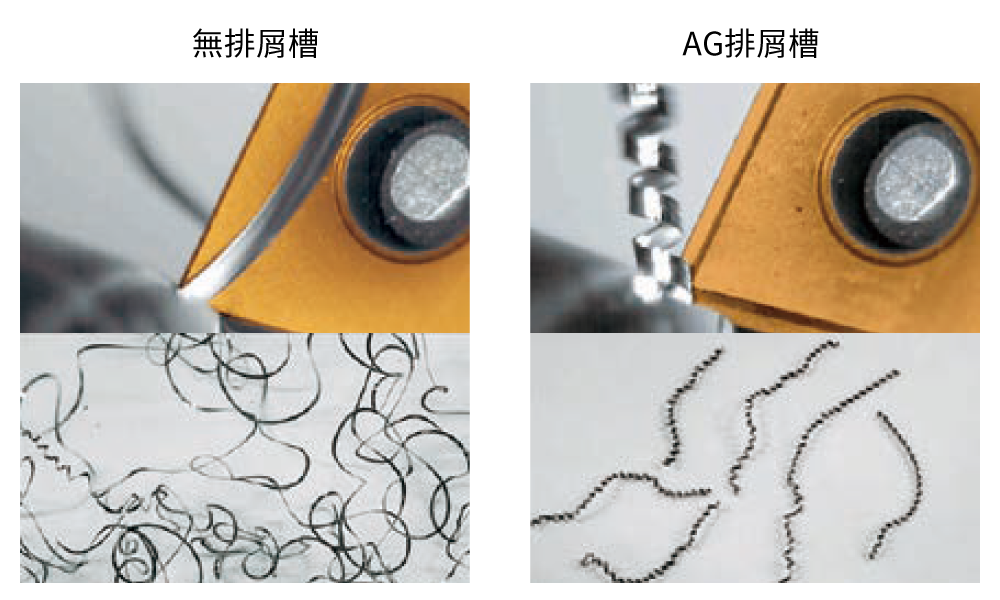
- 陶瓷刀具材質"ZC7"搭配"AG排屑槽"的組合,可改善因切屑處理問題而造成的加工面表現不佳及暫時停機調整的作業,達成長時間連續的加工狀態。
- [ 加工條件 ]
- SCM415滲碳處理 HRC50 vc = 150m/min f = 0.2㎜/rev ap = 0.2㎜
加工案例
| 齒輪零件 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
| ZC7 ( 4刃 ) | 70 個/刃 |
|
| 他牌CBN ( 2刃 ) | 50 個/刃 |
|
- ZC7與他牌CBN相比,每刃加工壽命得以延長,大幅度降低加工成本
| 工具零件 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
| ZC7 | 穩定加工50個工件 |
|
| 他牌CBN | 可加工50個工件,但加工壽命不穩定 |
|
- 可達到與CBN同等的加工數量,且加工壽命穩定。大幅度降低加工成本。
產品陣容
請參照產品目錄,查閱產品陣容

Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch