关于NTK
解决方案和产品
目录
技术资料与新闻
陶瓷材质快速选择指南
Quick Selection Guide for Miniature Machining
电子目录
网上商店
Linkedin
Facebook
Instagram
Youtube
简体中文
English
Deutsch
日本語
Español
mm
inch
Search
NTK切削工具
Search
简体中文
English
Deutsch
日本語
Español
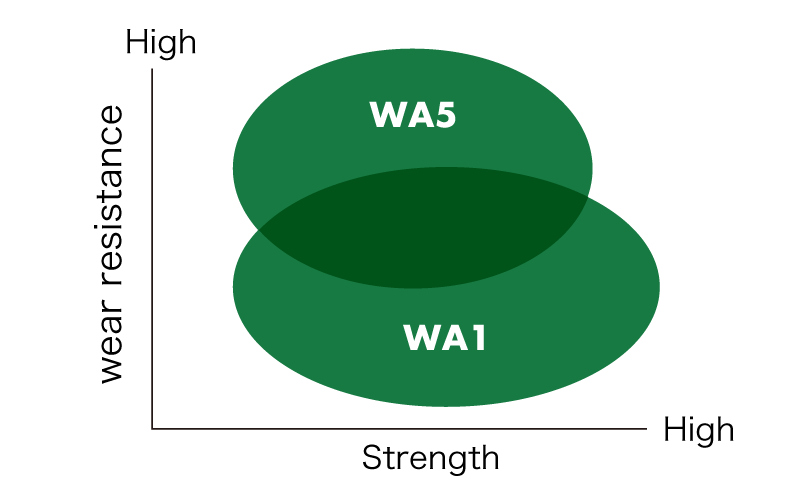
NTK533/WA1
用于铣削应用 | 用于硬化材料的晶须陶瓷
硬铣削时材料去除速度快,刀具寿命长
首页
/
淬火材料 - 等级
/
NTK533/WA1
磨削硬化材料(HRC 45-62)
降低成本,消除打磨
特点
磨削硬化材料(HRC 45-62)
降低成本,消除打磨
模具应用
硬度为 HRC 45-62 的淬火材料
工具钢、模具钢、冷烙铁、粉末冶金、Stellite 焊接层等。
等级特征
成功指南
最大限度减少悬垂,安装牢固
切割啮合保持在切割刀直径的 1/2 至 5/8 之间
在切口入口和出口处减少 25% 的进料
使用空气喷射,不使用冷却剂
使用螺旋插值法向下斜插空腔
提高转角处的进给量,以补偿热量损失
使用爬坡铣削
尽可能使用收缩夹具
安全第一 – 在建议的条件下使用机器
当 DOC 变小时,速度应增加以补偿热量损失
调整速度,使塑性变形最大化
切割条件
- 滚动表格
插入
DOC(mm)
DOC(inch)
HRC 45-55
HRC 55-60
HRC 60-62
Cutting speed(m/min)
Cutting speed(SFM)
Feed(mm/t)
Feed(IPT)
Cutting speed(m/min)
Cutting speed(SFM)
Feed(mm/t)
Feed(IPT)
Cutting speed(m/min)
Cutting speed(SFM)
Feed(mm/t)
Feed(IPT)
RPGN1204
RPG-43
类型
1.3
.050
250 – 390
850 – 1300
0.12
.005
210-360
700 – 1200
0.08
.0035
170-330
550 – 1100
0.07
.003
RNGN1207
RNG45
类型
2.0
.075
250 – 420
850 – 1400
0.12
005
210-390
700 – 1300
0.10
.004
170-360
550 – 1200
0.07
.003
注:速度和进给量为大致起始点
相关新闻
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告
WA1 电子目录(毫米)
WA1 电子目录(英寸)
WA5 电子目录(毫米)
WA5 电子目录(英寸)
目录
立即联系我们
返回列表
About
关于 NTK 刀具
全球分布
公司信息
关于 NTK 刀具
全球分布
公司信息
Solutions & Products
Miniature Machining
耐热合金加工
铸铁/球墨铸铁加工
高硬材料加工
有色金属材料加工
轧辊加工
摩擦搅拌焊接
耐热合金加工
铸铁/球墨铸铁加工
高硬材料加工
有色金属材料加工
轧辊加工
摩擦搅拌焊接
材质
前扫 & 后扫
切槽 & 切断
螺纹
内径 & 多边孔
立铣刀
工具系统
材质
前扫 & 后扫
切槽 & 切断
螺纹
内径 & 多边孔
立铣刀
工具系统
Search
About
关于 NTK 刀具
全球分布
公司信息
隐私政策
ISO 证书
安全数据表
Conflict Minerals Policy
关于 NTK 刀具
全球分布
公司信息
隐私政策
ISO 证书
安全数据表
Conflict Minerals Policy
Solutions & Products
小零件加工
耐热合金加工
铸铁/球墨铸铁加工
高硬材料加工
有色金属材料加工
轧辊加工
摩擦搅拌焊接
小零件加工
耐热合金加工
铸铁/球墨铸铁加工
高硬材料加工
有色金属材料加工
轧辊加工
摩擦搅拌焊接
目录
技术资料与新闻
电子目录
陶瓷材质快速选择指南
Quick Selection Guide for Miniature Machining
网上商店
联系方式&常见问题
目录
技术资料与新闻
电子目录
陶瓷材质快速选择指南
Quick Selection Guide for Miniature Machining
网上商店
联系方式&常见问题
Linkedin
Facebook
Instagram
Youtube
mm
inch
关于
关于 NTK 刀具
全球分布
公司信息
关于 NTK 刀具
全球分布
公司信息
解决方案和产品
小零件加工
耐热合金加工
铸铁/球墨铸铁加工
高硬材料加工
有色金属材料加工
轧辊加工
摩擦搅拌焊接
耐热合金加工
铸铁/球墨铸铁加工
高硬材料加工
有色金属材料加工
轧辊加工
摩擦搅拌焊接
材质
前扫 & 后扫
切槽 & 切断
螺纹
内径 & 多边孔
立铣刀
工具系统
材质
前扫 & 后扫
切槽 & 切断
螺纹
内径 & 多边孔
立铣刀
工具系统
Search
About
关于 NTK 刀具
全球分布
公司信息
隐私政策
ISO 证书
安全数据表
Conflict Minerals Policy
关于 NTK 刀具
全球分布
公司信息
隐私政策
ISO 证书
安全数据表
Conflict Minerals Policy
Solutions & Products
小零件加工
耐热合金加工
铸铁/球墨铸铁加工
高硬材料加工
有色金属材料加工
轧辊加工
摩擦搅拌焊接
小零件加工
耐热合金加工
铸铁/球墨铸铁加工
高硬材料加工
有色金属材料加工
轧辊加工
摩擦搅拌焊接
目录
技术资料与新闻
电子目录
陶瓷材质快速选择指南
Quick Selection Guide for Miniature Machining
网上商店
联系方式&常见问题
目录
技术资料与新闻
电子目录
陶瓷材质快速选择指南
Quick Selection Guide for Miniature Machining
网上商店
联系方式&常见问题
Linkedin
Facebook
Instagram
Youtube
mm
inch