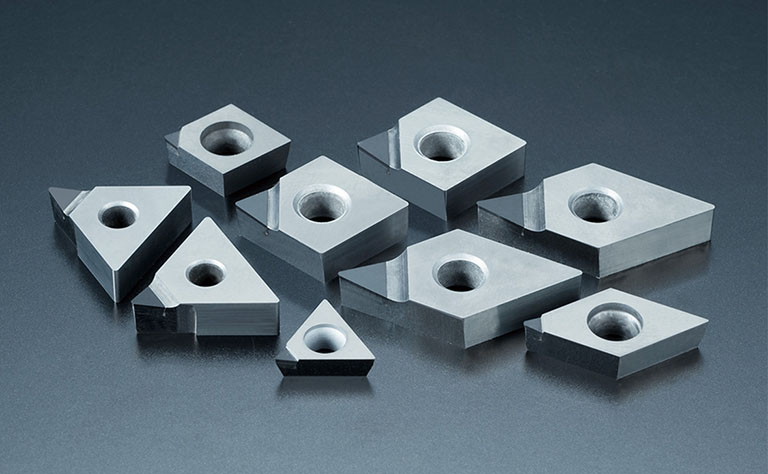
 SeriesMilling cutter for machining aluminum parts| PCD inserts
SeriesMilling cutter for machining aluminum parts| PCD inserts
Maximum insert count for increased productivity
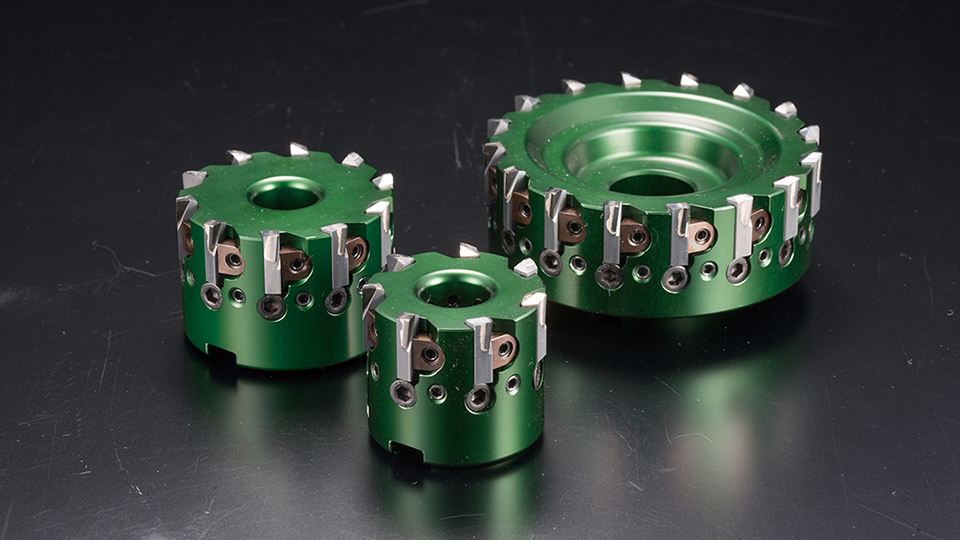
φ125 diameter cutter has 22 inserts achieving outstanding machining performance
φ50 to φ125 diameter lineup
Obtains 1.5 times better productivity than the competition
Product video
Features
- Highly efficient machining is achieved with more inserts
- Lightweight aluminum cutter body to accommodate ATC weight limitations
*ATC = automatic tool changer on CNC
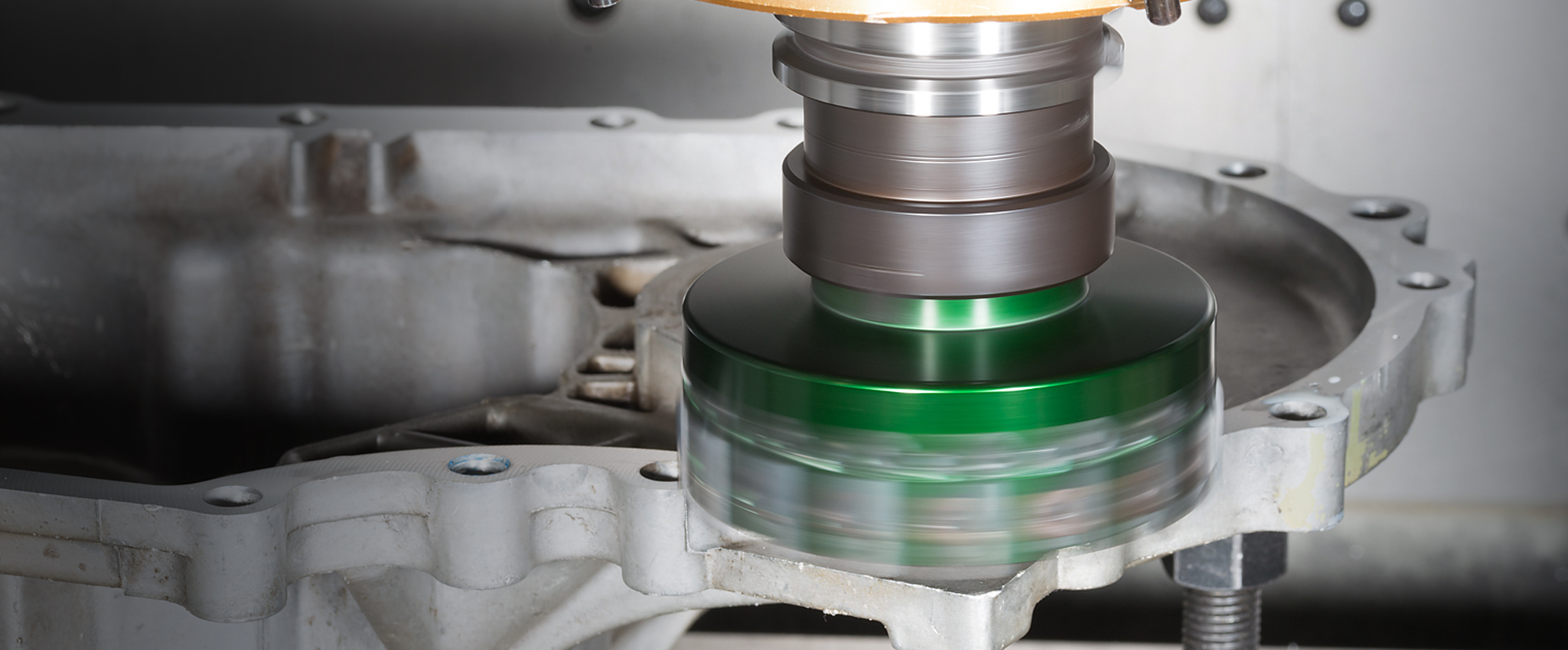
Tooling application
Milling aluminum

Cutting conditions
Scroll the table →
| ●1st Recommendation 〇2nd Recommendation |
||||||
| Grade | Material | Cutting speed (m/min) | Feed(mm/rev) | DOC(mm) | DRY | WET |
|---|---|---|---|---|---|---|
| PD1 | Aluminum alloy (SI≦13) | 900 - 3000 - 5000 | 0.05 - 0.12 - 0.20 | ~ 6.35 | 〇 | ● |
| PD1 | Aluminum alloy (Si≧13) | 300 - 600 - 900 | 0.05 - 0.12 - 0.20 | ~ 6.35 | 〇 | ● |
Cutter weight and insert comparison
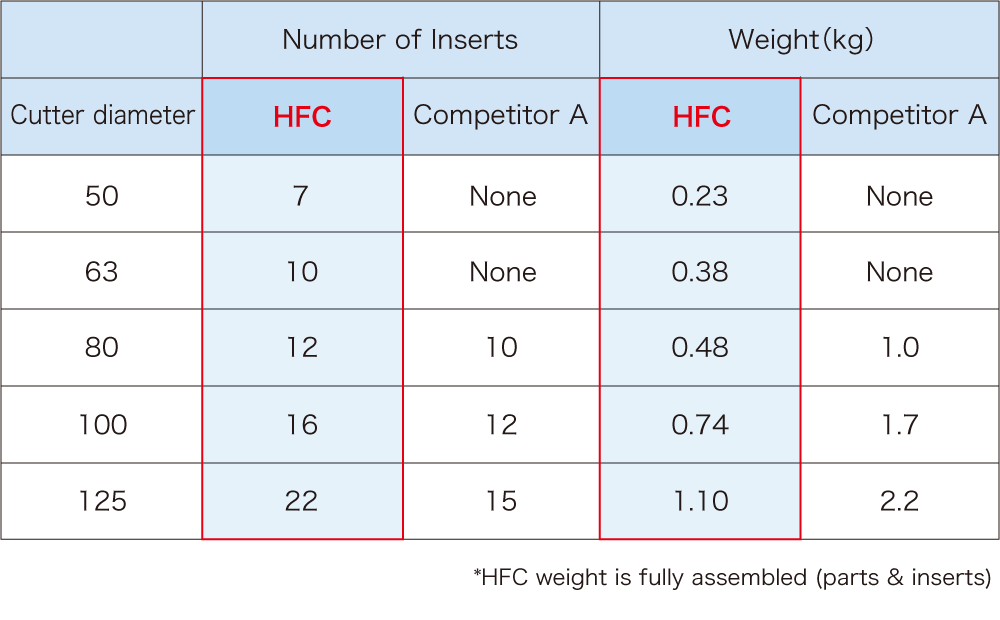
HFC cutter weight is half that of others on the market
A 125mm cutter + BT30 arbor* weighs 2kg or less.
At that weight, the 125mm cutter can even be used on a compact machine!
* Using a BT30-FMNA25.4-40 (0.7kg)
Safety clamp mechanism
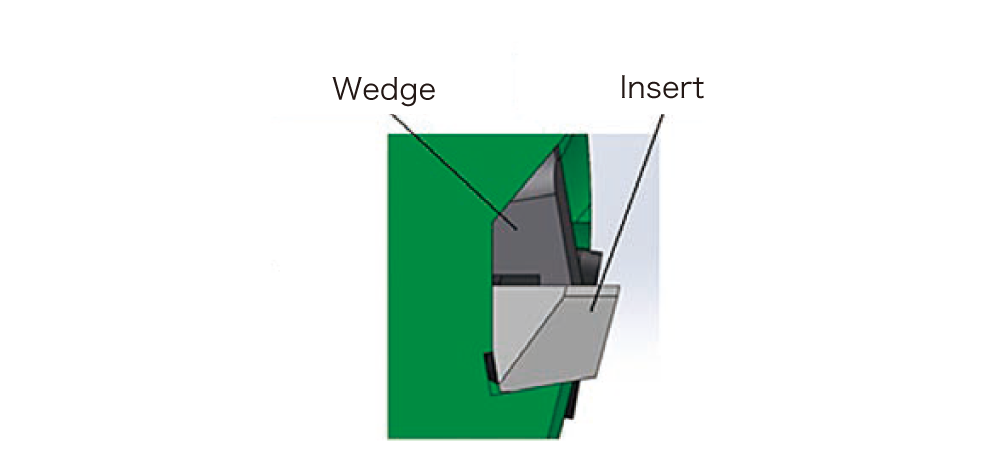
Unique pocket design uses a wedge shape and centrifugal forces to help prevent the insert from sliding out.
Insert can be reground up to 4 times
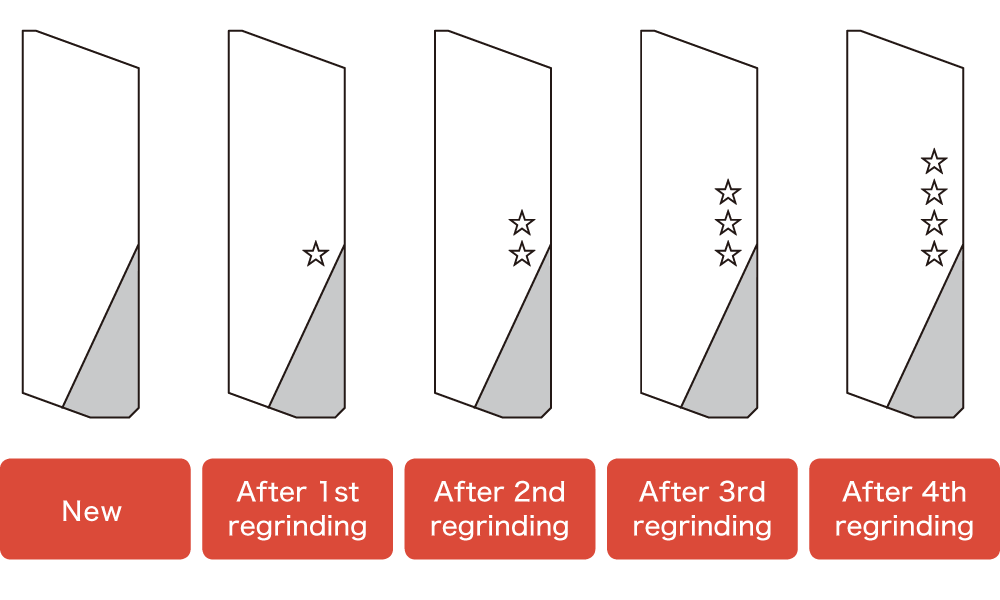
- Each regrind will reduce the width and height of the insert by 0.1mm(.004") from its previous dimension.
- A star is added to indicate the number of regrinds.
- Maximum number of regrinds is 4 times (the total dimensional change will be 0.4mm from the new product)
*The number of re-grinds per insert may vary depending upon cutting edge damage evaluation.
HFC cutter adjustment and handling procedure
Process
1. Loosen the axial adjustment screw
2. Install inserts (lightly hand tighten)
3. Clean the inserts
4. Adjust height of inserts (initial setup)
5. Tighten wedge set screw (firmly tighten)
6. Final insert height adjustment
NTK cutter setup and balance service
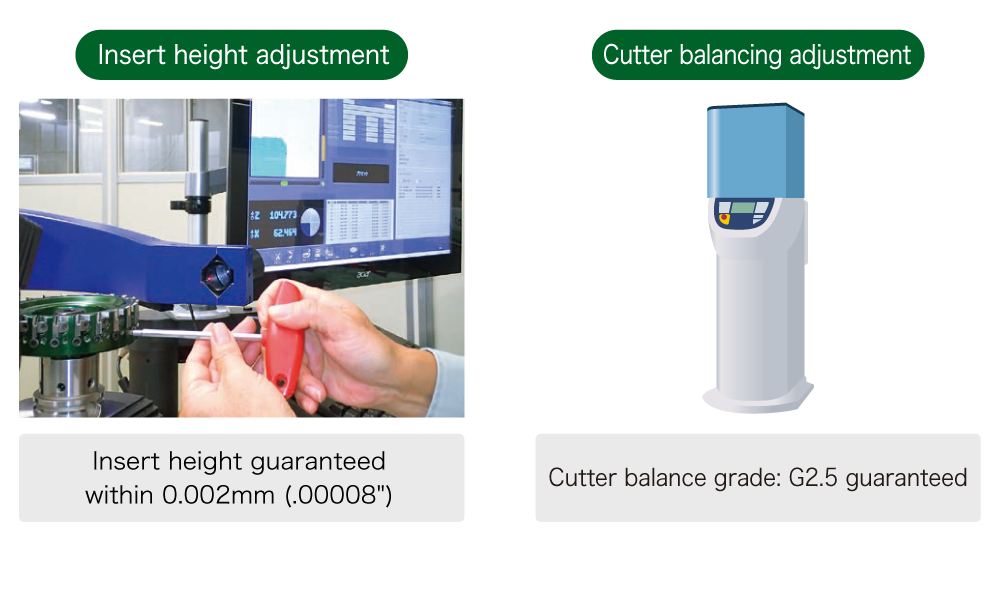
- Preset and balancing service for new and reground inserts.
- We provide customers with safe and reliable machining.
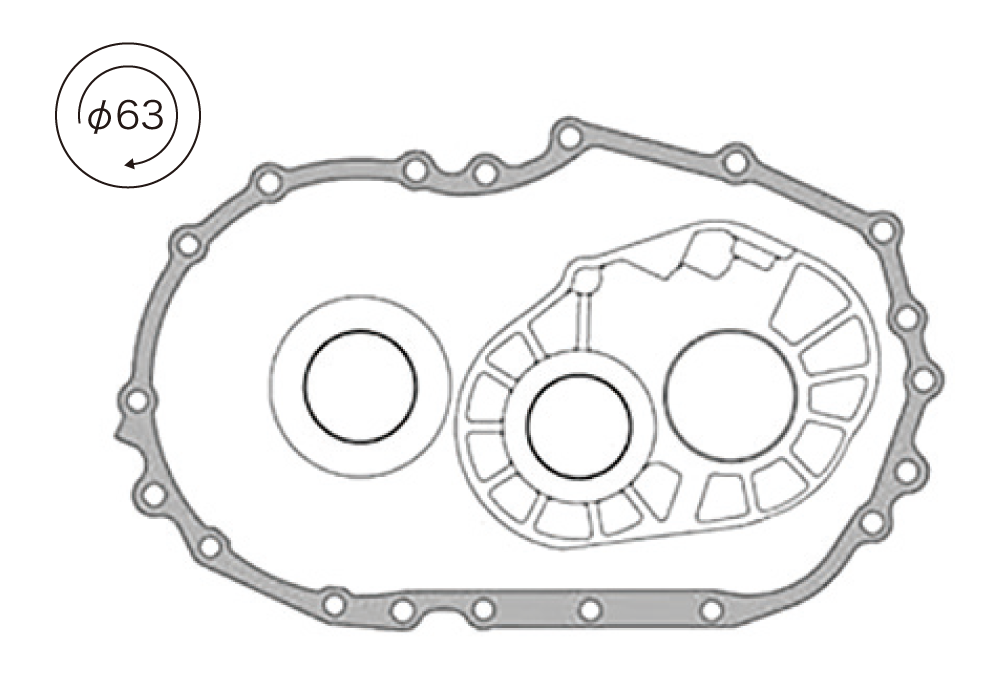
Case study
| Transmission case (φ63, 10 edges, WET) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| HFC | 10,000 mm/min |
| Competitor's PCD cutter | 7,920 mm/min |
HFC cutter achieved 1.3 times higher productivity than the competitor's PCD cutter.
Tool lineup
Please check product catalog for tooling lineup
Other recommended products
-
PD1/PD2Non-ferrous material machining | PCD grades for Swiss CNC lathes
High speed, high efficiency machining
-

Ceramic and CBN for steel mill applicationsTools for mill roll turning | Ceramic and CBN inserts
High speed performance, longer tool life, and better part surface finish compared to carbide tools
Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch