 Non-ferrous material machining | PCD grades for Swiss CNC lathes
Non-ferrous material machining | PCD grades for Swiss CNC lathes
High speed, high efficiency machining
Faster speed capabilities compared to carbide inserts
Optimum machining efficiency for non-ferrous materials
PCD demonstrates excellent durability with sharp cutting edge and increased chipping resistance
Product video
Features
- The hardest fine grain diamond inserts
- Durable insert edge during high speed machining
- Ground chipbreakers provide excellent chip control
Tooling application
Non-ferrous machining such as aluminum, brass, resin, copper, carbon, ceramics
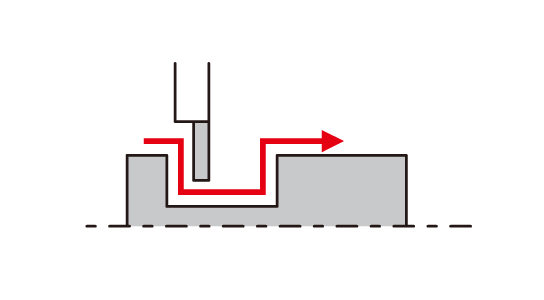
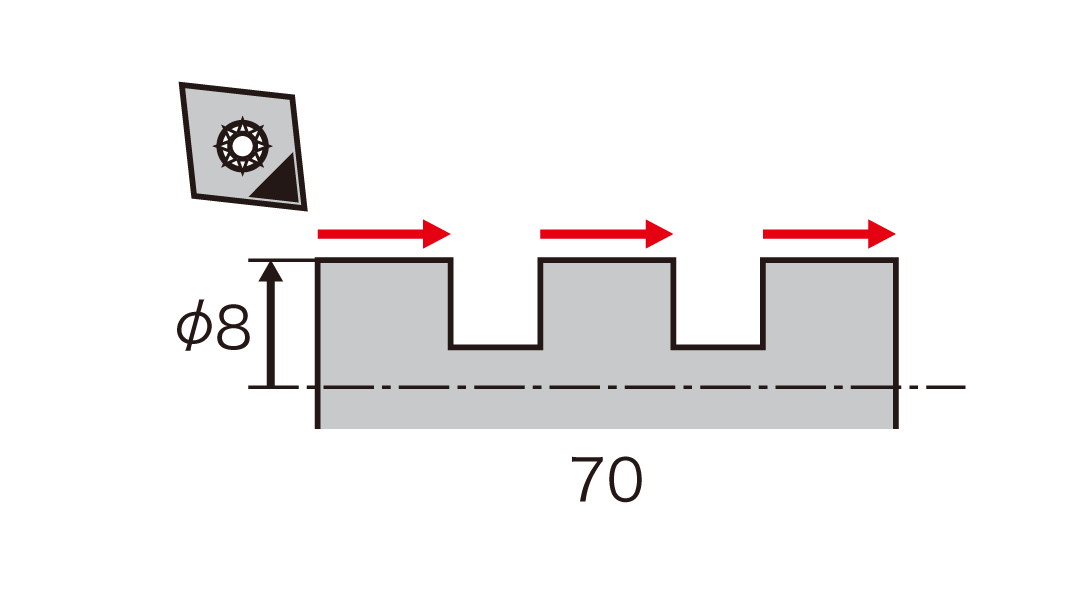
Front turning / Back turning / Grooving
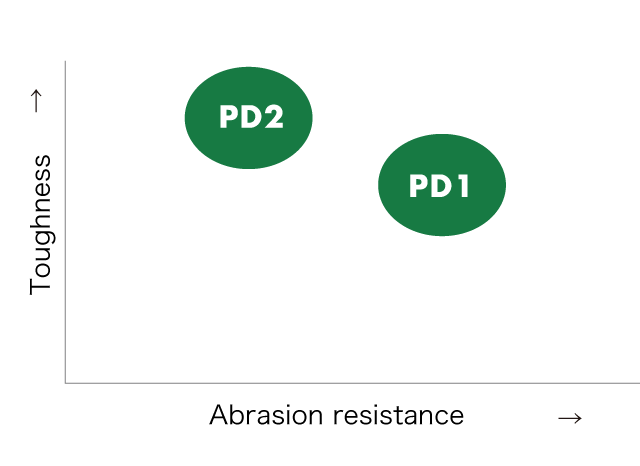
PD1/PD2 comparison chart
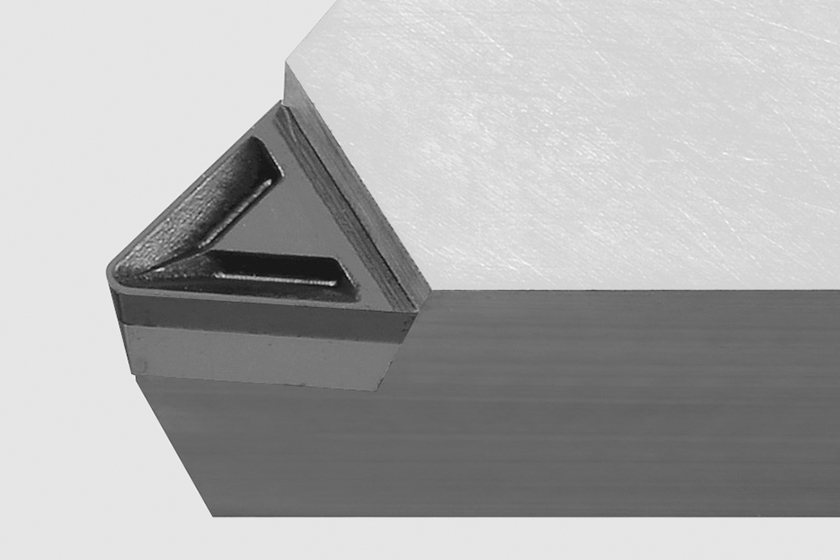
3D chipbreaker selection exhibiting increased sharpness and excellent adhesion resistance
- Curls and controls chips with high rake
- Finishing DOC of 0.5mm
Case study
| Spool | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| PD1 | 10,000 pcs / corner |
| Competitor's brazed carbide insert | |
PD1 shortened cycle time on this single pass operation and performed well with no issue of BUE resulting in a good surface finish.
| Spool | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| PD2 | 10,000 pcs / corner |
| Competitor’s PVD | 5,000 pcs / corner |
PD2 doubled the productivity with its superior wear resistance compared to the competitor's PCD.
Tool lineup
Please check product catalog for tooling lineup
Other recommended products
-
GTPAMultifuntioning tool for machining non-ferrous material| Swiss CNC Lathes
Best tool for machining aluminum valve spool parts
-

KM1Non-ferrous material machining | Carbide grade for Swiss CNC lathes
Tool cost advantages over PCD inserts
-

SPLASH seriesCoolant through toolholders | Swiss CNC Lathes
Extensive selection of styles and sizes
-

Y-axis holder seriesSelection for Front turning, back turning, grooving, Multi-functional groover (application-spool parts) | For Swiss CNC lathes (vertical gang style)
Uses gravity to direct chips downward away from part
Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
Warning: include(/home/ntk-cuttingtools/www/home2/uk/products/cnc/pd1pd2/../../../../assets/_inc/column.html): failed to open stream: No such file or directory in /home/ntk-cuttingtools/www/home2/uk/products/cnc/pd1pd2/index.html on line 468
Warning: include(): Failed opening '/home/ntk-cuttingtools/www/home2/uk/products/cnc/pd1pd2/../../../../assets/_inc/column.html' for inclusion (include_path='.:/usr/local/php/7.4/lib/php') in /home/ntk-cuttingtools/www/home2/uk/products/cnc/pd1pd2/index.html on line 468