 Continuous machining of gray cast iron| Alumina ceramic (White ceramics)
Continuous machining of gray cast iron| Alumina ceramic (White ceramics)
First recommendation for finishing gray cast iron
High-speed performance is achievable with the thermally and chemically stable alumina ceramic blend
Effective machining at speeds up to 2300 SFM
Features
- Best grade for high-speed finishing
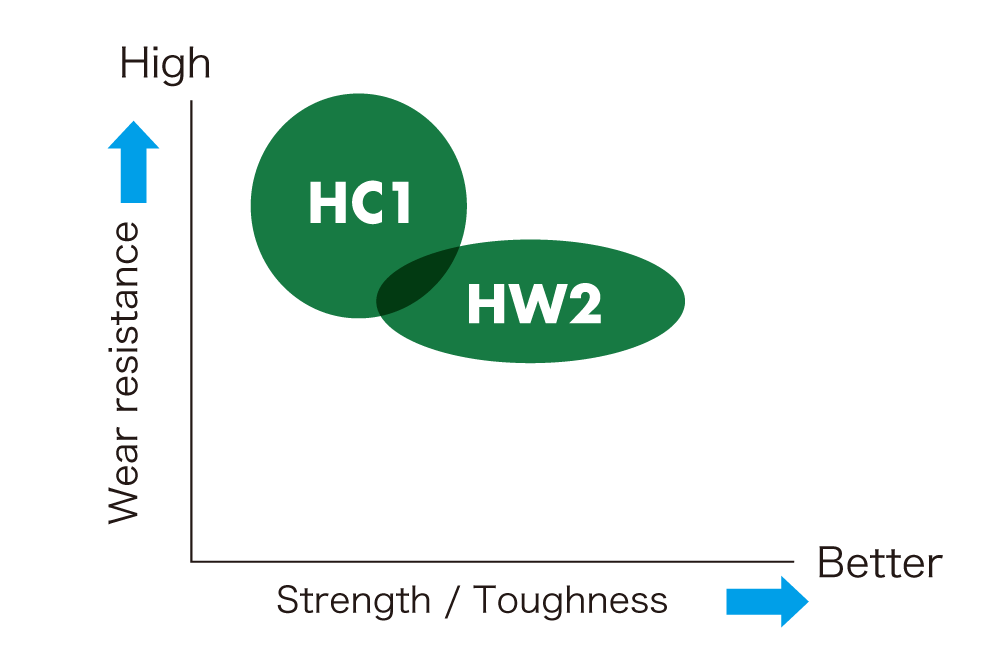
- HC1 grade - best wear resistance
- HW2 grade - outstanding fracture resistance
Tooling application
Gray cast iron
Finish Turning
Grade characteristics
Cutting conditions
Scroll the table →
| Grade | Material | Operation type | Machining | Cutting speed (SFM) | cylinder liners | Feed(IPR) | DOC(inch) | Coolant |
|---|---|---|---|---|---|---|---|---|
| HC1 | Gray cast iron | Turning | Finish turning of Gray cast iron | 1200 -2300 | 600 - 1800 | .004 - .016 | - .080 | DRY |
| HW2 | Roughing to semi-interrupted finishing of gray cast Roughing to finishing of cylinder liners |
1200 - 2100 |
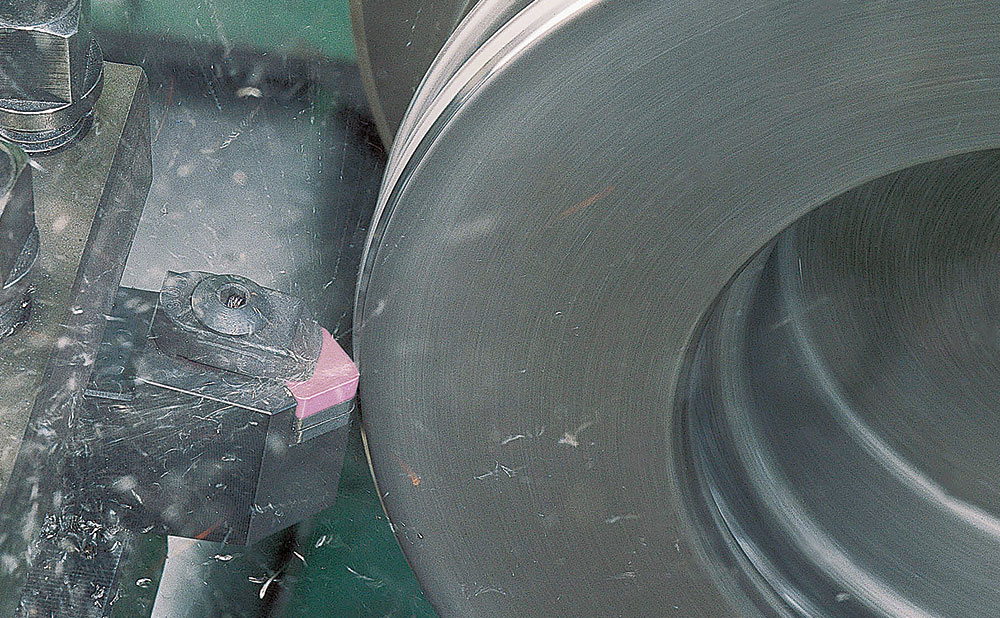
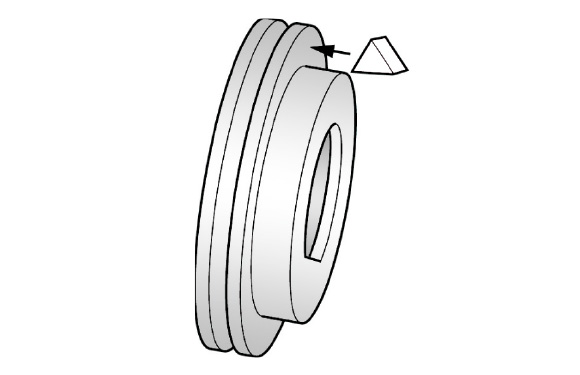
Gray cast iron finishing application
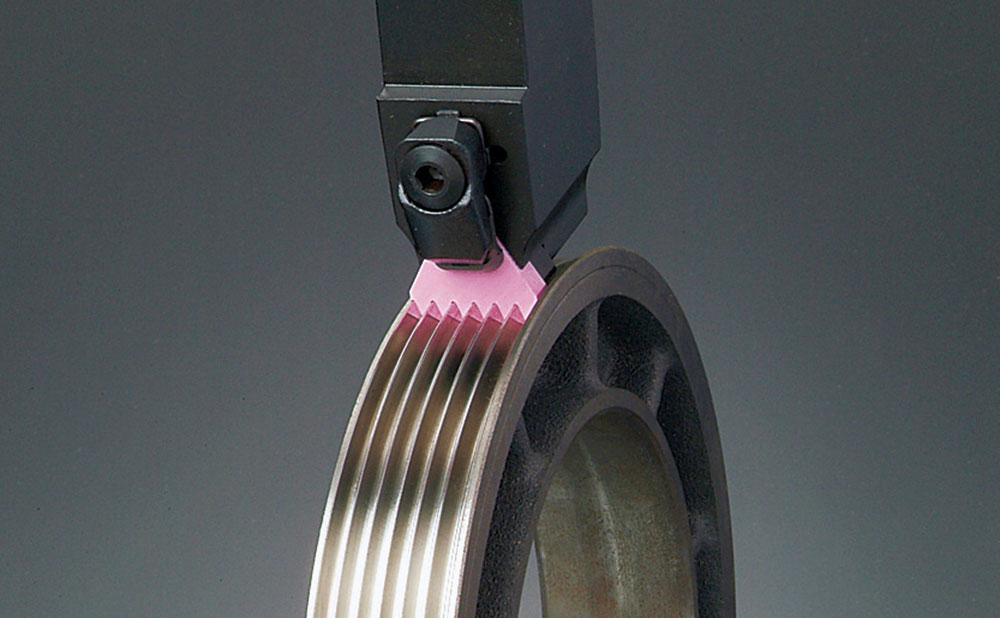
Special inserts for Poly V pulley machining
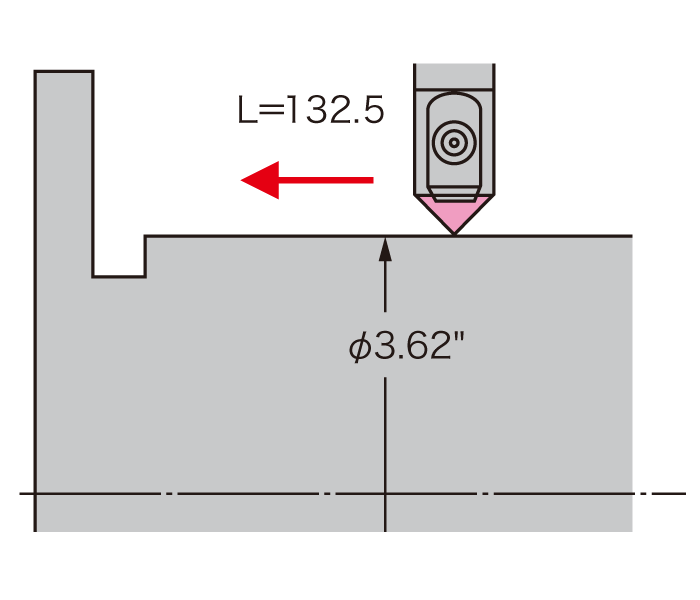
Case study
| Disk brake | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| HC1 | 130 pcs / corner |
|
| Competitor's black ceramic | 60 pcs / corner |
|
- HC1 doubled the tool life of the competitor's black ceramic.
| Cylinder liner | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| HW2 | 70 pcs / corner |
|
| Competitor's ceramic | 30 pcs / corner |
|
- HW2 doubled the tool life and achieved superior surface finishes on the part compared to the competitor's insert.
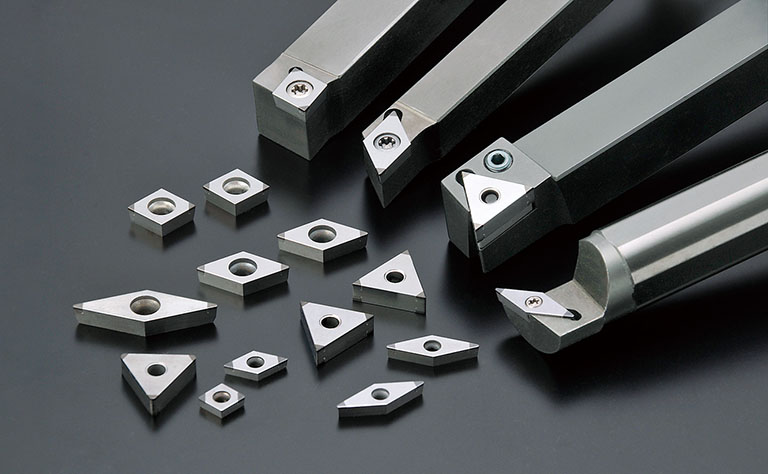
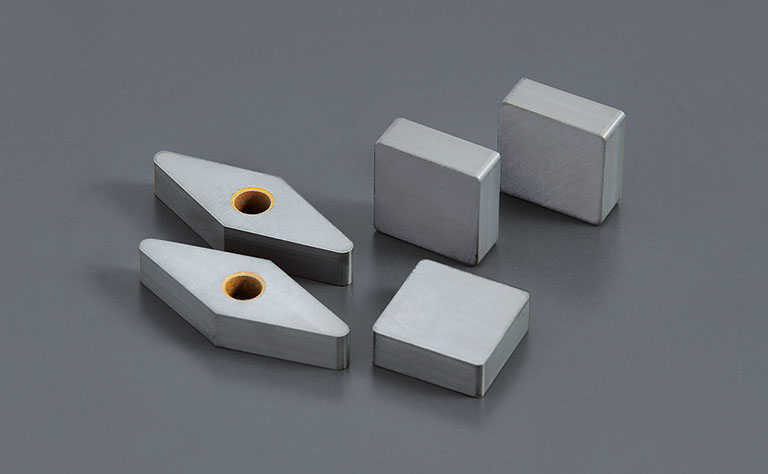
Tool lineup
Other recommended products
-
B23/B30High-speed finishing of gray cast iron| Uncoated CBNs
Best CBN grades for machining gray cast iron
-

SP9Roughing to finishing of ductile cast iron & gray cast iron| Coated Silicon Nitride Ceramic
Covers roughing to finishing operations
-
SX6Exceptional wear resistance for rough machining of gray cast iron| Silicon nitride ceramic
First recommendation for roughing gray cast iron
-

SX9Excellent notch and flank wear resistance when roughing gray cast iron|Sialon ceramic
Ceramic grade with the best fracture resistance
Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch