
 Exceptional wear resistance for rough machining of gray cast iron| Silicon nitride ceramic
Exceptional wear resistance for rough machining of gray cast iron| Silicon nitride ceramic
First recommendation for roughing gray cast iron
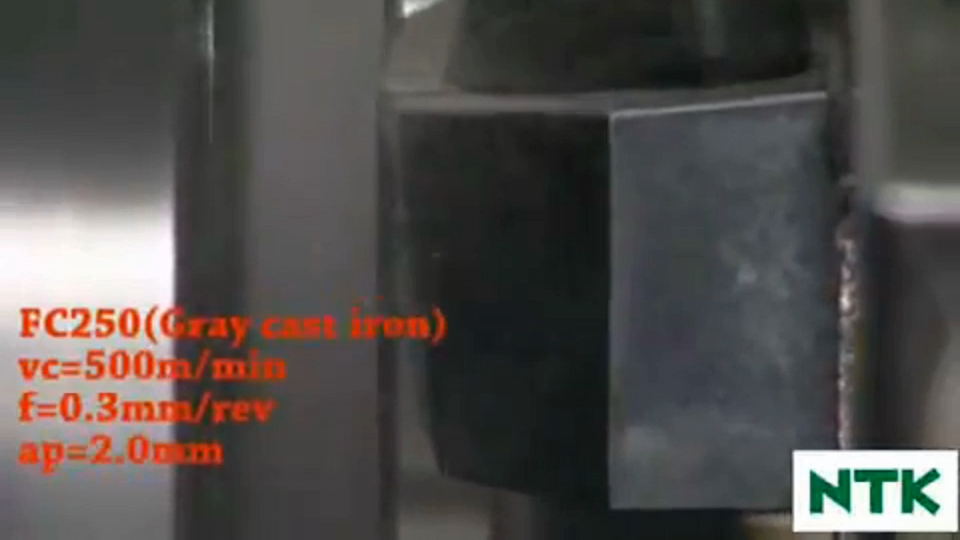
Machine gray cast iron at Speeds ~ 3900 SFM
Outstanding boundary wear resistance
Outstanding thermal shock resistance
Product video (Metric ver.)
Features
- Superior tool life during high-speed machining due to its wear resistance
- Excellent thermal shock resistance when turning and milling with coolant
Tooling application
Gray cast iron with scale
Rough Turning / Milling
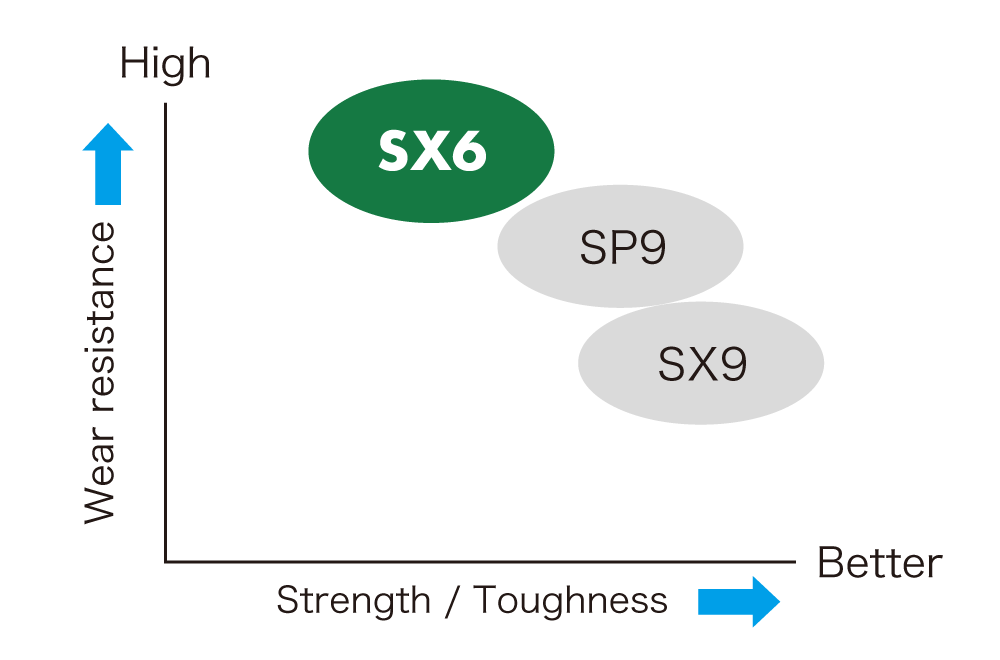
Grade characteristics
Cutting conditions
Scroll the table →
| Grade | Material | Operation type | Machining | Cutting speed (SFM) | Feed (IPR /IPT) | DOC(inch) | Coolant |
|---|---|---|---|---|---|---|---|
| SX6 | Gray cast iron | Turning | Roughing with scale, Rough to semi-finish machining | 1500 -3500 | .012 - .025 | - .140 | DRY / WET |
| Milling | 1500 -4200 | .003 - .010 |
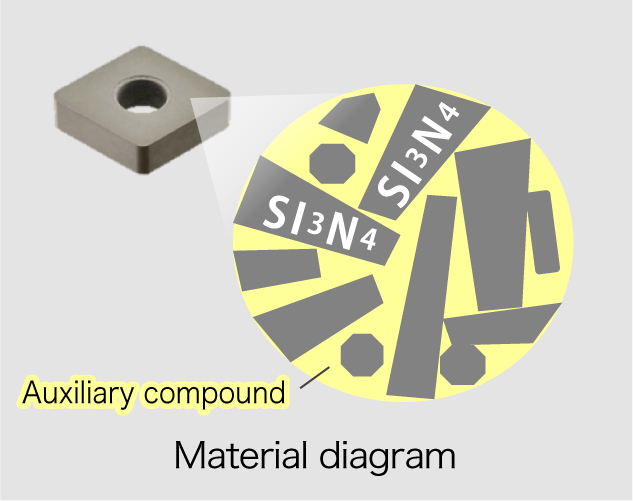
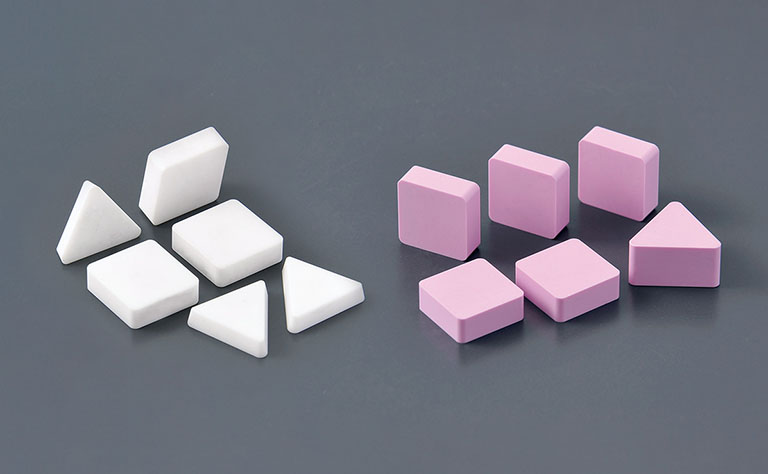
Why is silicon nitride ceramic resistant to chipping?
The main component is silicon nitride(Si3N4), which differs from alumina-based materials in that its particles are needle-like.
The intertwining of the needle-like particles greatly suppresses the progression of cracks caused by impact during cutting and prevents chipping.
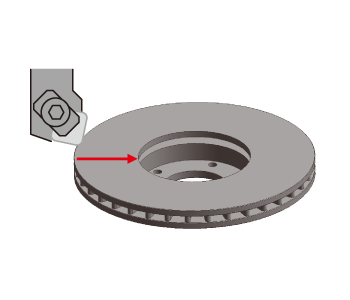
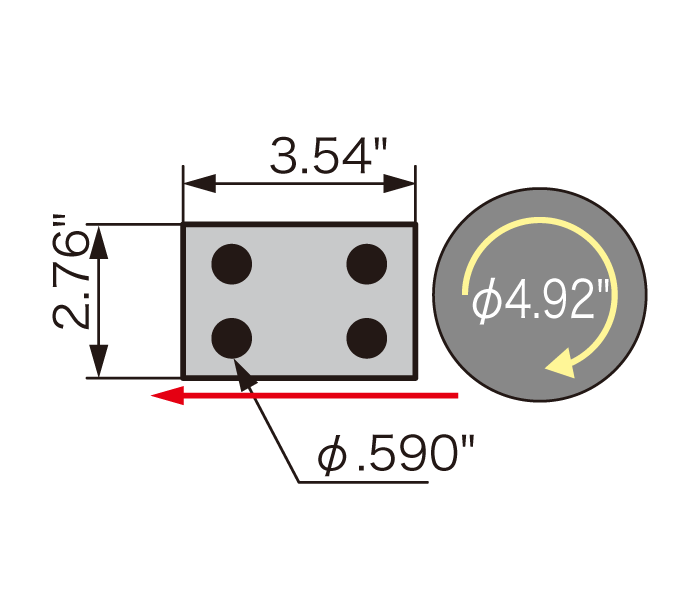
Gray cast iron roughing application
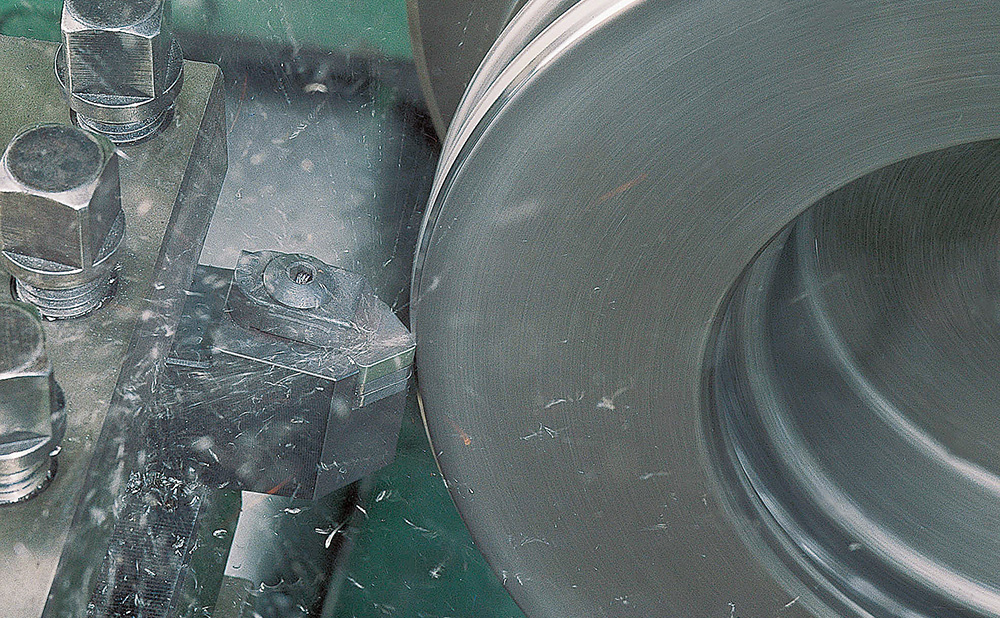
Case study
| Brake disc | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| SX6 | 75 pcs / corner |
|
| Competitor's silicon nitride | 50 pcs / corner |
|
- SX6 achieved 1.5 times longer tool life compared to competitor's silicon nitride
| Milling Application | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
| SX6 | 360 pcs / corner |
|
| Competitor's carbide inserts | 260 pcs / corner |
|
- High-speed milling with ceramic significantly reduced cycle time compared to the current carbide inserts. (Single pass process went from 40 min. down to 15min.)
SX6 achieved 1.4 times more tool life.
Tooling costs are reduced by utilizing negative inserts, increasing the number of corners.
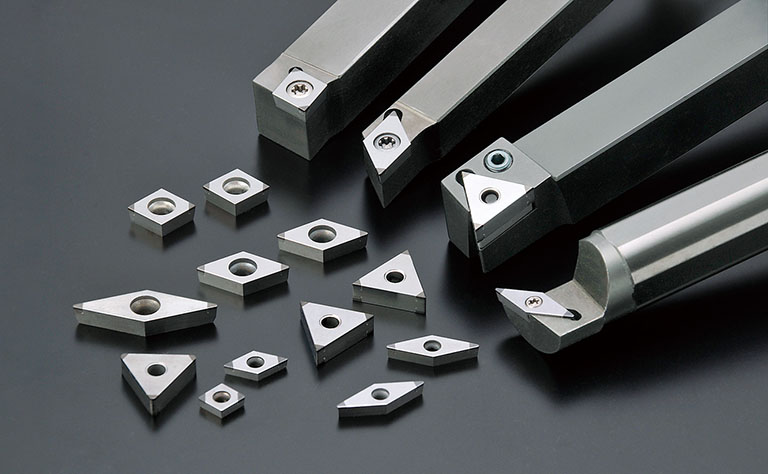
Tool lineup
Other recommended products
-

SX9Excellent notch and flank wear resistance when roughing gray cast iron|Sialon ceramic
Ceramic grade with the best fracture resistance
-
HC1/HW2Continuous machining of gray cast iron| Alumina ceramic (White ceramics)
First recommendation for finishing gray cast iron
-
B23/B30High-speed finishing of gray cast iron| Uncoated CBNs
Best CBN grades for machining gray cast iron
-

CP1Roughing gray cast & ductile cast iron / CVD coated carbide
CVD coated carbide grade ideal for roughing
Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch