| Semiconductor part | |
|---|---|
|
 |
|
|
|
|
|
|
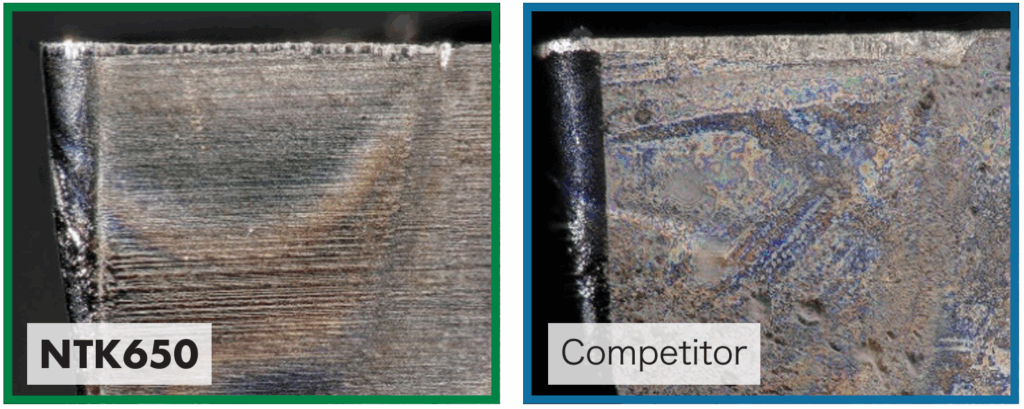
| NTK650 |
400 pcs / corner
|
| Conventional tool (Carbide Coated) |
|
| Joints for Power Plant | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| NTK650 |
420 pcs / corner
|
| Conventional tool (Carbide Coated) |
210 pcs / corner
|
| Pin Parts | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| NTK650 |
9,800 pcs / edge
|
| Conventional tool (PVD carbide) |
5,500 pcs / edge
|
| Bolt | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| NTK650 |
500 pcs / edge
|
| Conventional tool (PVD carbide) | 100 pcs/edge |