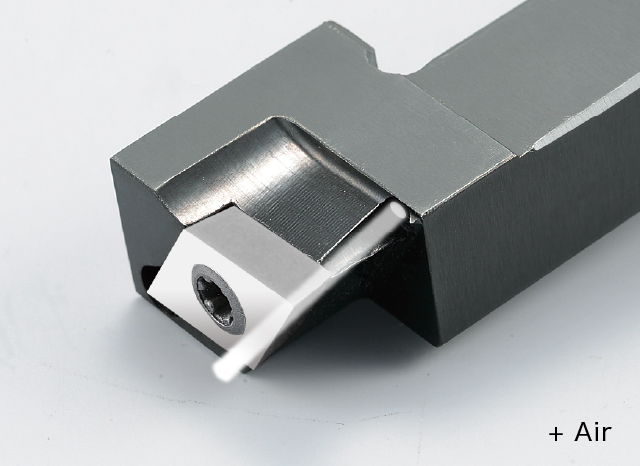
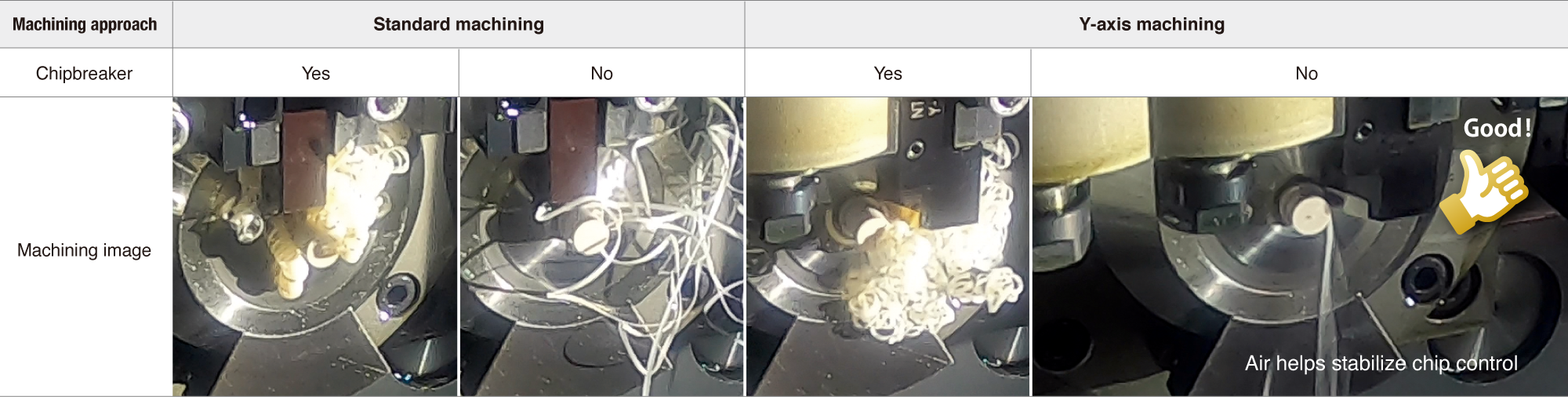
For turning small parts | Y-axis holder + KM1 Insert
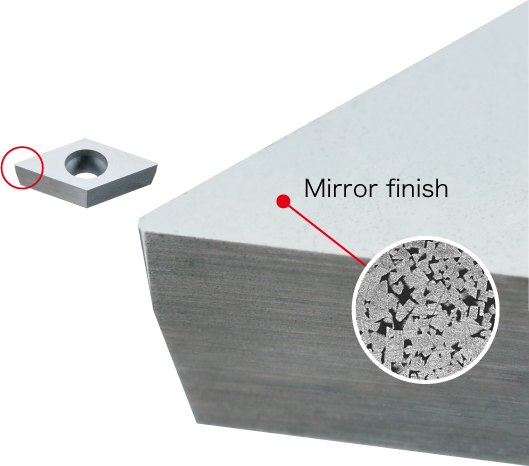
Excellent surface finish using an insert featuring an up-sharp edge and polished mirror-finish for welding resistance.
VCGW Non chipbreaker type insert
CCGW Non chipbreaker type insert
DCGW Non chipbreaker type insert
DCGT type insert with wiper
TBP55/60 insert / back turning
GTMH32 type insert
GTPA type insert for grooving
For more information about this product, visit our online e-catalog, or download the catalog/product report