 |
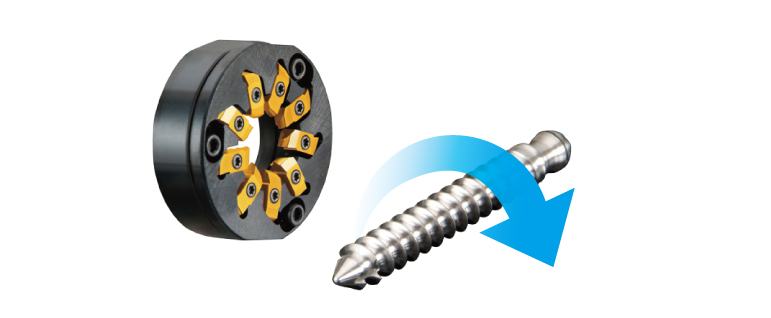 |
| Left hand Screw | Right hand Screw |

 |
 |
 |
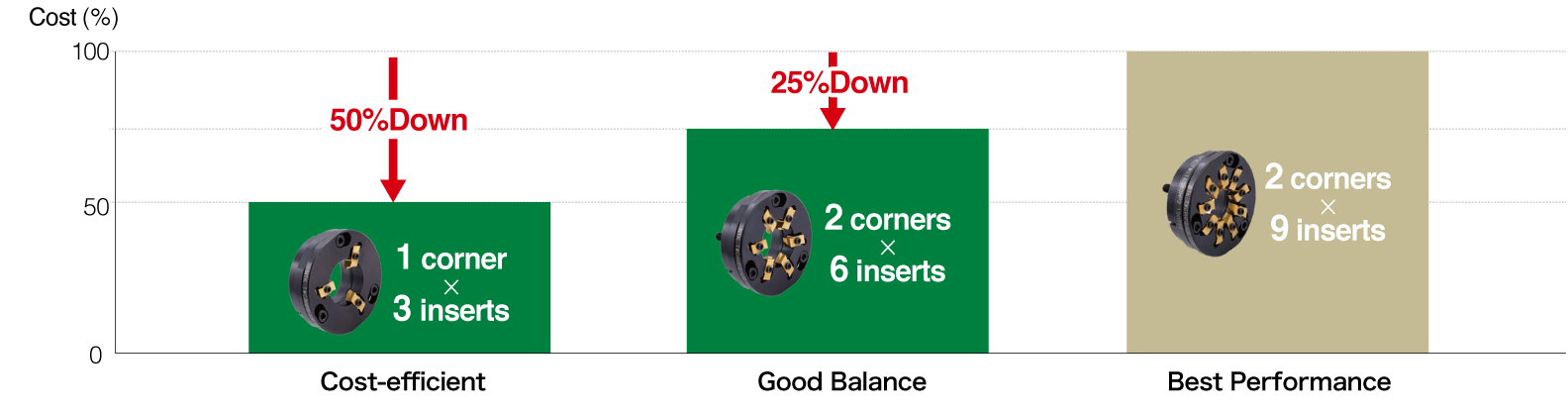
| 3 inserts | 6 inserts | 9 inserts |
| Emphasis on cost | Balance | Emphasis on machining efficiency |
 |
 |
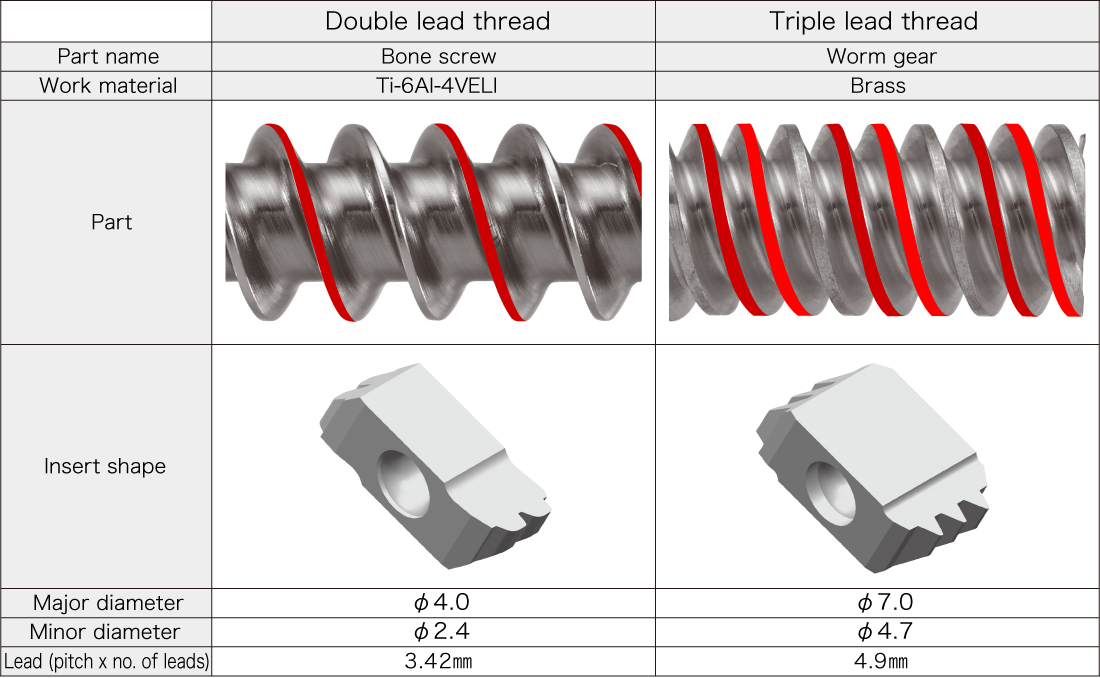
| 1 corner type | 2 corner type |
| For prototyping and small-lot, high-mix production | For mass production |
| ISO | Work material | No. of teeth | Bar stock (mm) (inch) |
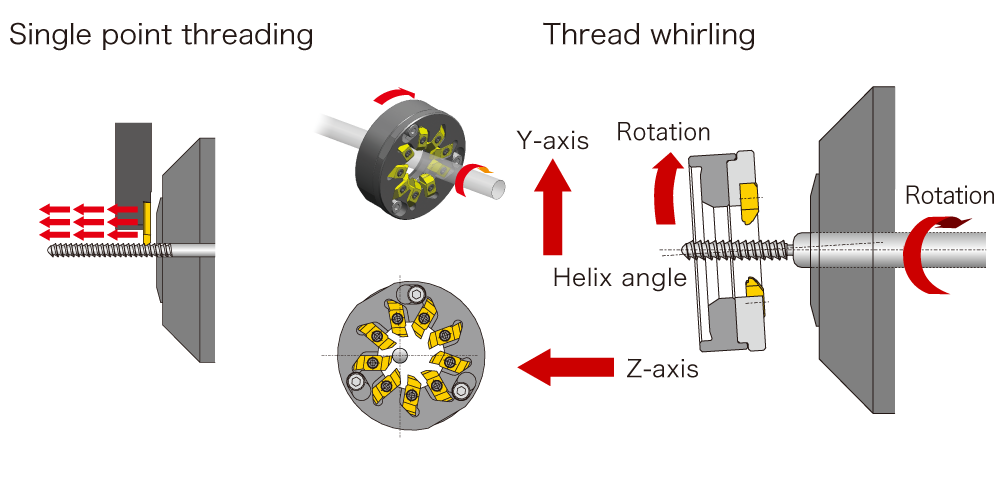
Main spindle (min-1) |
Whirling cutter (min-1) |
Feed rate |
|---|---|---|---|---|---|---|
   |
Ti-6Al-4V EL SUS316 17-4PH Titanium Brass etc. |
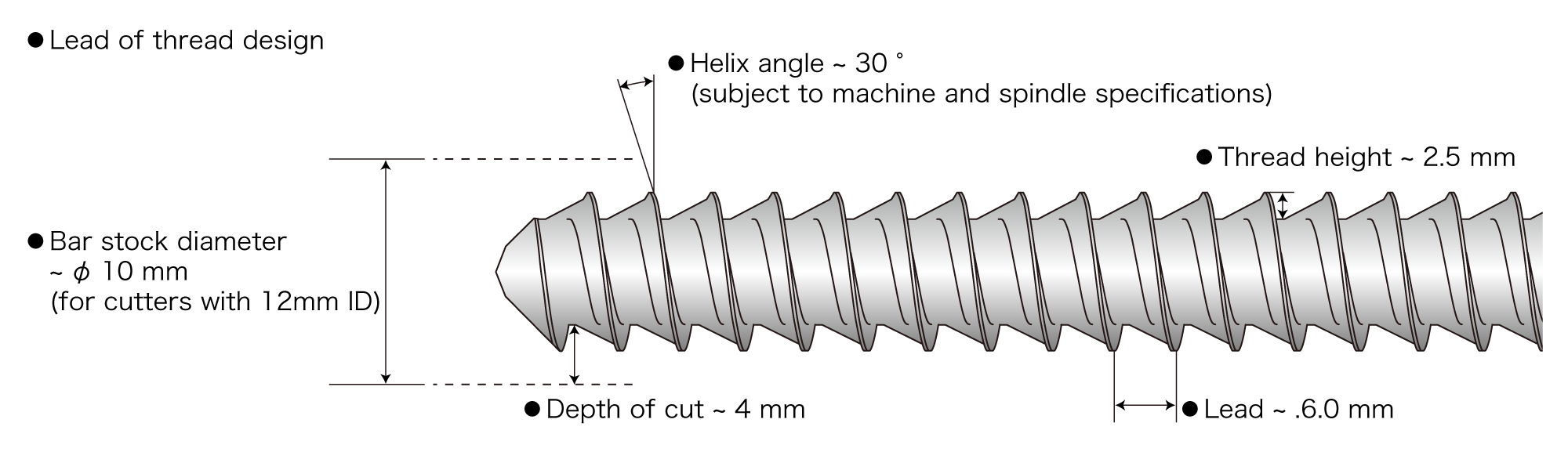
3 | -⌀ 10 .400 | 5 – 12 | 1,500 – 4,000 | Same as thread lead = pitch |
| 6 | 10 – 25 | |||||
| 9 | 10 – 40 |